



操作步骤如下:
1)选择“面铣”,从刀库中选择φ10平刀,将刀具编号改为2,以便与正面加工的刀号对应,加工118mm×78mm矩形上表面。在“刀具参数”选项卡中输入进给率:800、下刀速率:400、提刀速率:2000、主轴转速:2500,冷却液:喷油;在“面铣加工参数”选项卡中输入参考高度:30.0、进给下刀位置:3.0,点选“增量坐标”,工件表面:1.0,深度:0.0,Z方向预留量:0.3,勾选“Z轴分层铣深”,设定精修次数:1,精修量:0.2,勾选“不提刀”,其余默认,如图5-52所示。
2)复制步骤1),将进给率由800改为400,下刀速率由400改为200,工件表面改为0.0,深度改为0.0,不勾选“Z轴分层铣深”,其余默认。
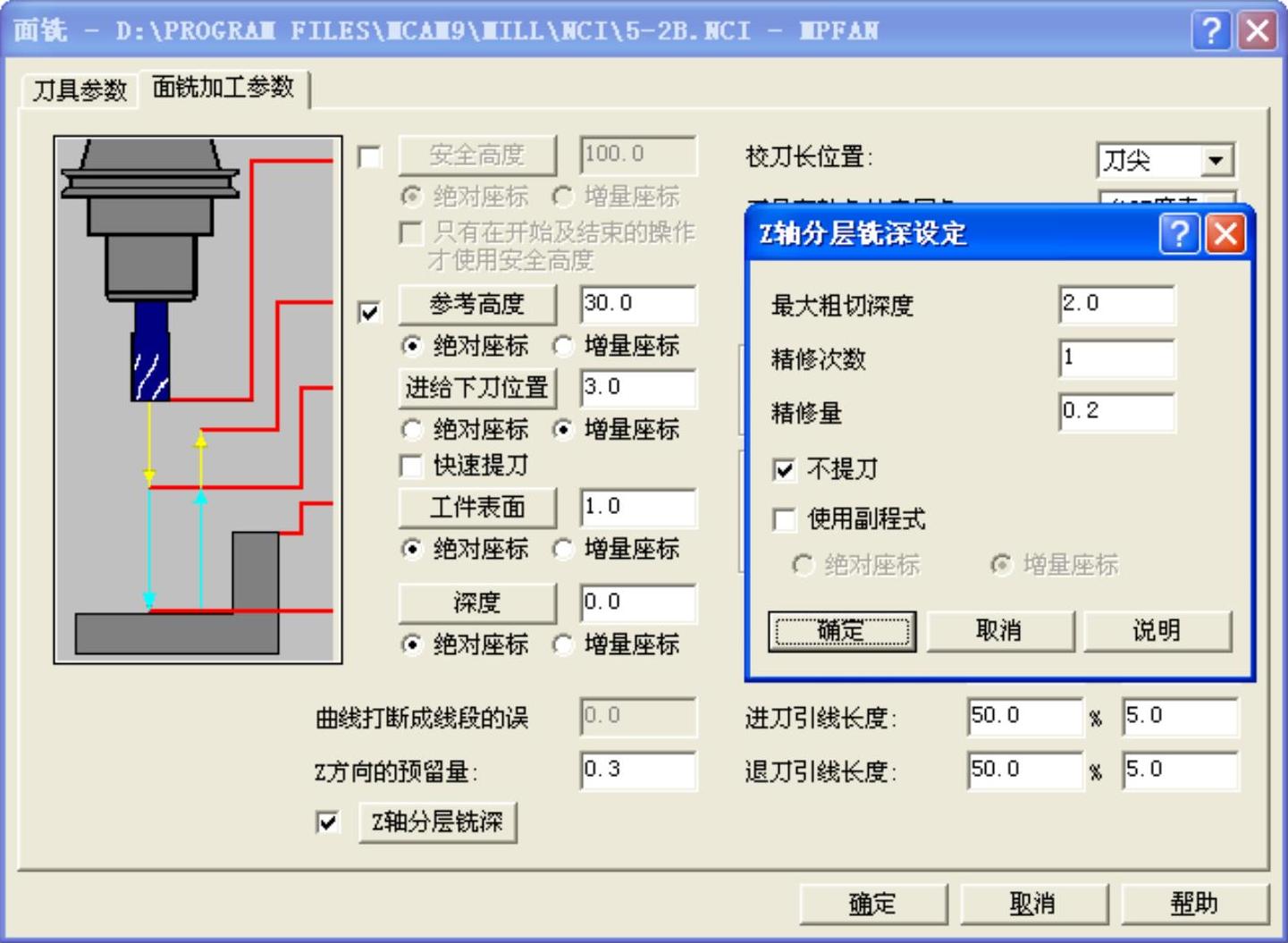
图5-52 面铣参数
3)选择“外形铣削(2D)”,加工118mm×78mm矩形外形,刀具参数、参考高度和进给下刀位置等均同步骤1),工件表面:0.0,深度:-12.0,XY方向预留量:0.2,Z方向预留量:0.0,补正形式选择“电脑”,补正方向:右,勾选“进/退刀向量”“Z轴分层铣深”,设定Z轴最大粗切深度:0.8,勾选“不提刀“,其余默认,如图5-53所示。
4)复制步骤3),将进给率由800改为400,下刀速率由400改为200,XY方向预留量改为0.0,勾选“Z轴分层铣深”,设定最大粗切深度为6.0,勾选“不提刀”,其余默认。
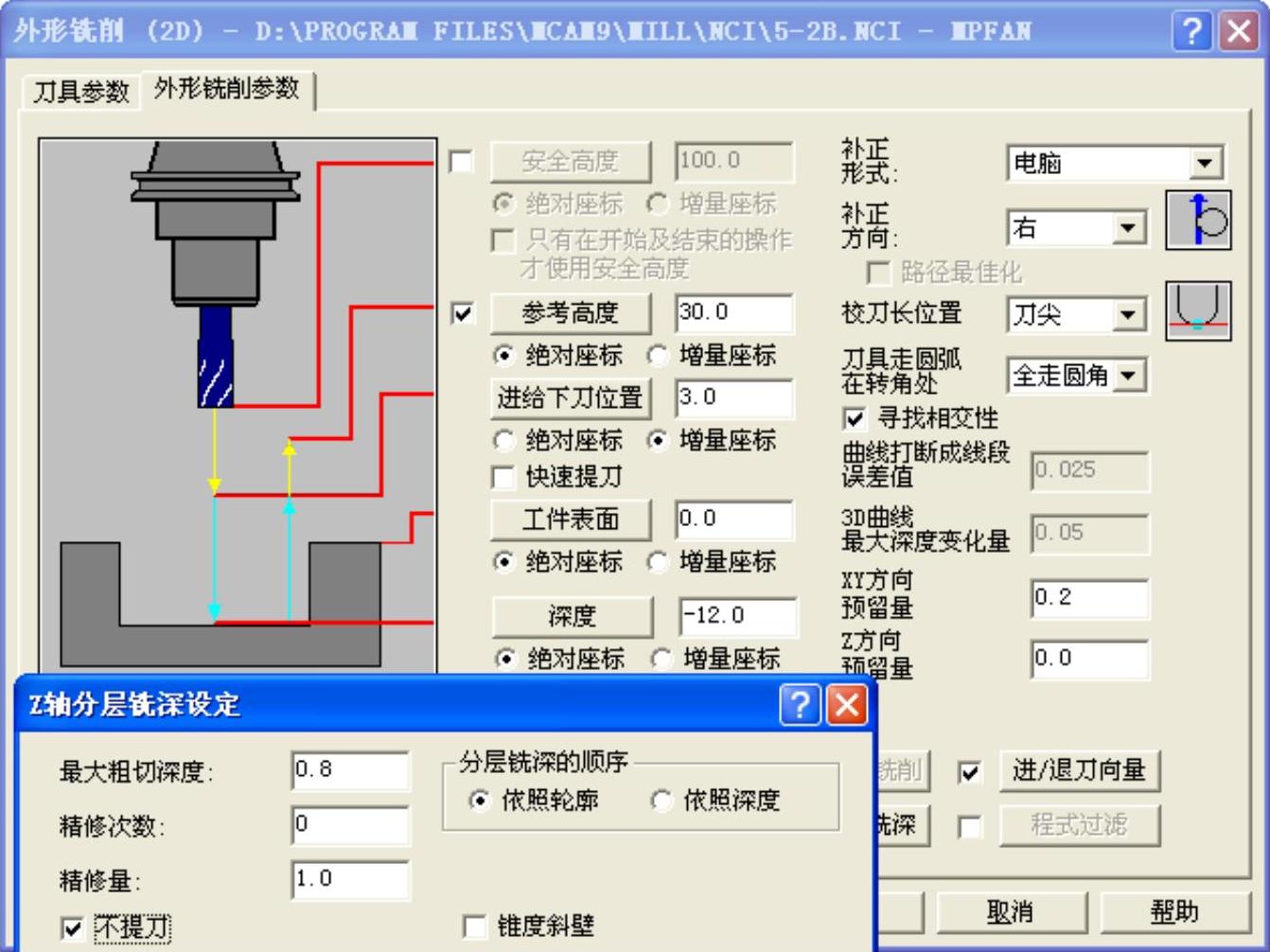
图5-53 外形铣削参数
5)选择“挖槽(一般挖槽)”,刀具参数、参考高度和进给下刀位置均同步骤1),图形选择图5-54左图所示,工件表面:0.0,深度:-5.0,设定XY方向预留量:0.2,Z方向预留
0.018量:-0.009,以保证尺寸5+0,勾选“分层铣深”,设定Z轴最大粗切深度:0.8,精修次数:1,精修量:0.2,勾选“不提刀”,分层铣深顺序点选“依照深度”,其余默认,如图5-55所示;在“粗切/精修参数”选项卡中选择“等距环切”,切削间距为75.0%,勾选“刀具路径最佳化”“螺旋式下刀”“精修”“精修外边界”“不提刀”“只有在最后深度执行一次精修”,覆盖进给率勾选“进给率”,设定为400,其余默认;在“螺旋式下刀”对话框中输入Z方向开始螺旋位置(增量):0.2,XY方向预留量:1.0,进刀角度:0.5,如果螺旋下刀失败,点选“中断程式”,进刀采用的进给率点选“下刀速率”,其余默认。
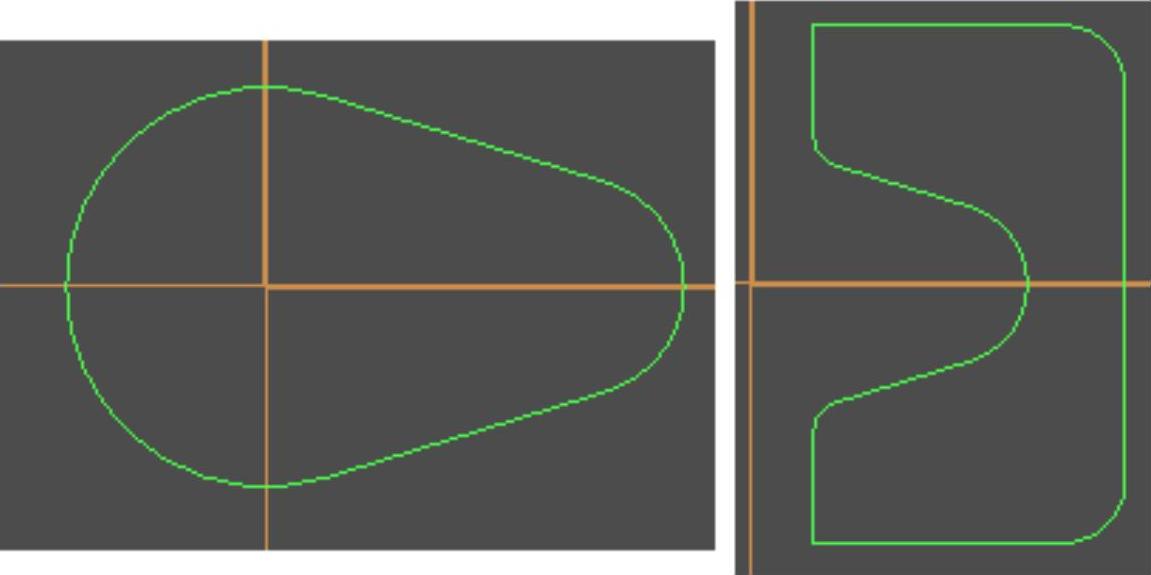
图5-54 图形选择(https://www.xing528.com)
6)选择“外形铣削(2D)”,精修步骤5)图形,将进给率由800改为400,下刀速率由400改为200,其余刀具参数、参考高度和进给下刀位置等均同步骤5),工件表面:-4.7,深度:-5.0,XY方向预留量:0.0,Z方向预留量:-0.009,补正形式选择“电脑”,补正方向:左,勾选“进/退刀向量”,设定进入/离开,点选“相切”,长度0%:0.0,圆弧100%:10.0,其余默认。
7)复制步骤5),将图形改为图5-54右图所示,其余默认。
8)复制步骤6),以“部分串联”的方式选择图5-54右图所示的需要加工的轮廓部分,其余默认。实体切削验证如图5-56所示。
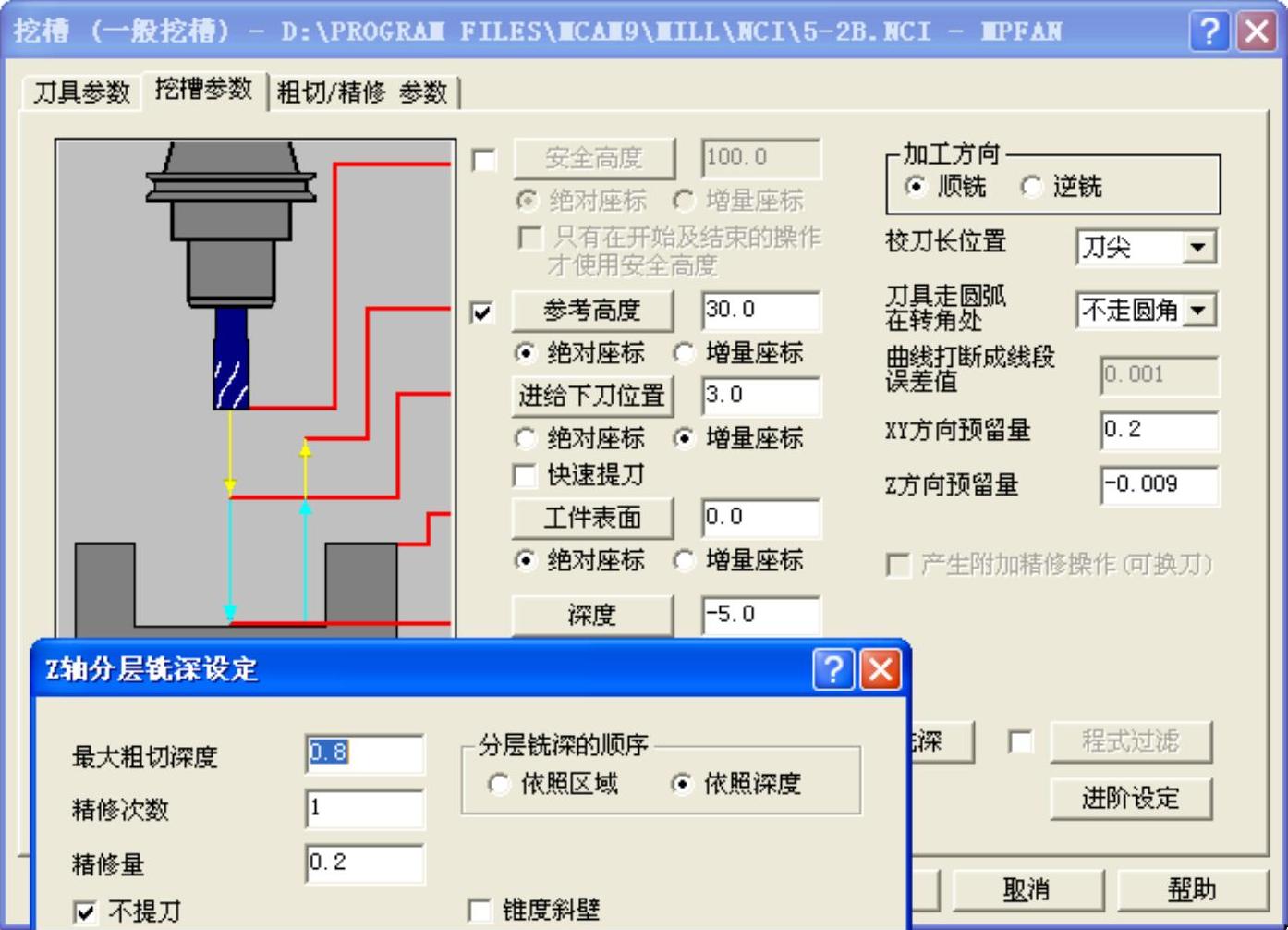
图5-55 挖槽参数
图5-56 零件2反面实体切削验证
注:
从零件1和2正面刀具路径编辑中可以看出,主要采用电脑补正的方法通过控制预留量来保证零件公差要求,在具体的计算上,遵循第3章3.5节的式(3-3)~式(3-5)。
先将非对称公差化为对称公差,例如:零件1的正面刀具路径编辑的步骤13),保证尺寸φ45-0.025-0.05,将φ45-0.025-0.05化为φ44.96±250.0,1在25 余量△XY=0.2mm情况下,理论上LXYP=45.4mm,LXY=44.9625mm,LXYP>LXY,适用第3章3.5节的式(3-4):BXY=(LXY-LXYP)/2+△XY,计算可得BXY=-0.01875mm,这里取值-0.018mm。
值得注意的是,这里的LXYP采用的不是实际测量值,而是理论状态下的值,也就是说,实际的精修余量BXY通过测量和计算得到,是在-0.018mm的基础上微量的增减。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。