



VMC600型FANUC 0i-MC加工中心是南通科技集团公司开发的中档加工中心,具有刚性较高、切削功率较大的特点。机床采用全封闭罩防护,具有16把刀的斗笠式刀库,能自动换刀,快速方便。机床主要构件刚度高,床身立柱、床鞍均为稠筋,封闭式框架结构,如图4-44所示。主要规格参数为
工作台面尺寸:800mm×400mm
三向最大行程(X/Y/Z):610mm/410mm/510mm
主轴转速范围:80~8000r/min
快速移动进给:15000mm/min
定位精度:0.005mm
重复定位精度:0.003mm
机床净重:6000kg
外形尺寸:2500mm×2630mm×2550mm
FANUC 0i-MC数控系统面板分为三个区,分别是CNC操作面板区、机床控制面板区(包含控制器接通与断开)和屏幕显示区,如图4-45所示。

图4-44 VMC600型FANUC 0i-MC加工中心
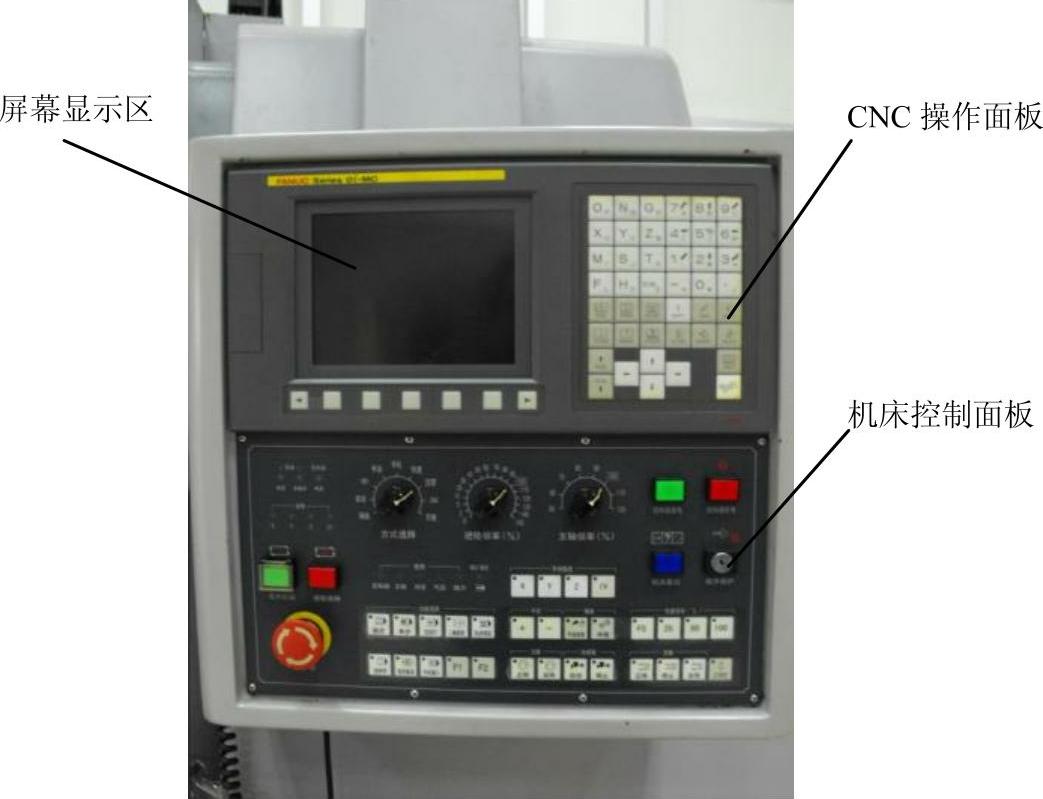
图4-45 FANUC 0i-MC系统面板
CNC操作面板如图4-46所示,各按键功能见表4-3;机床控制面板如图4-47所示,各按键功能见表4-4。
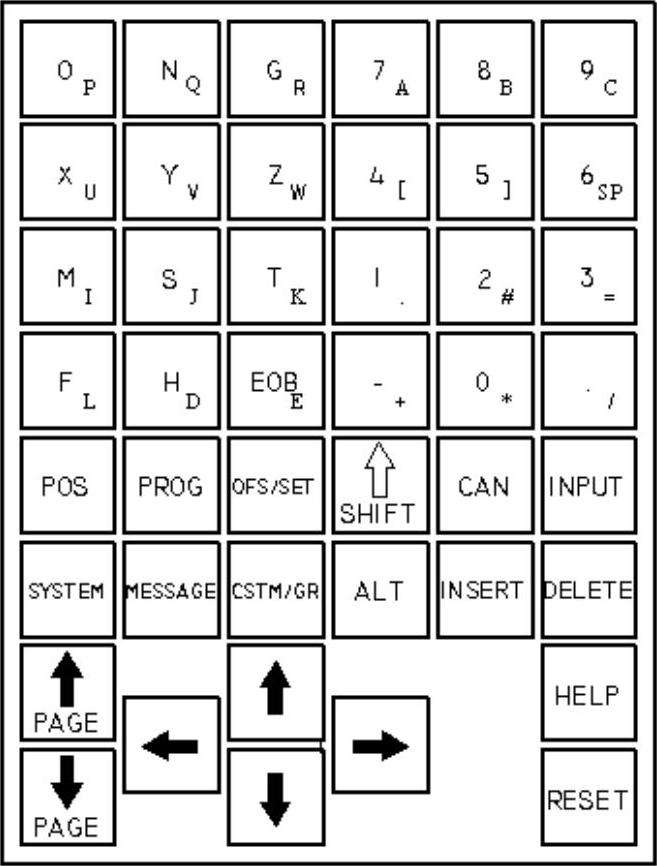
图4-46 CNC操作面板
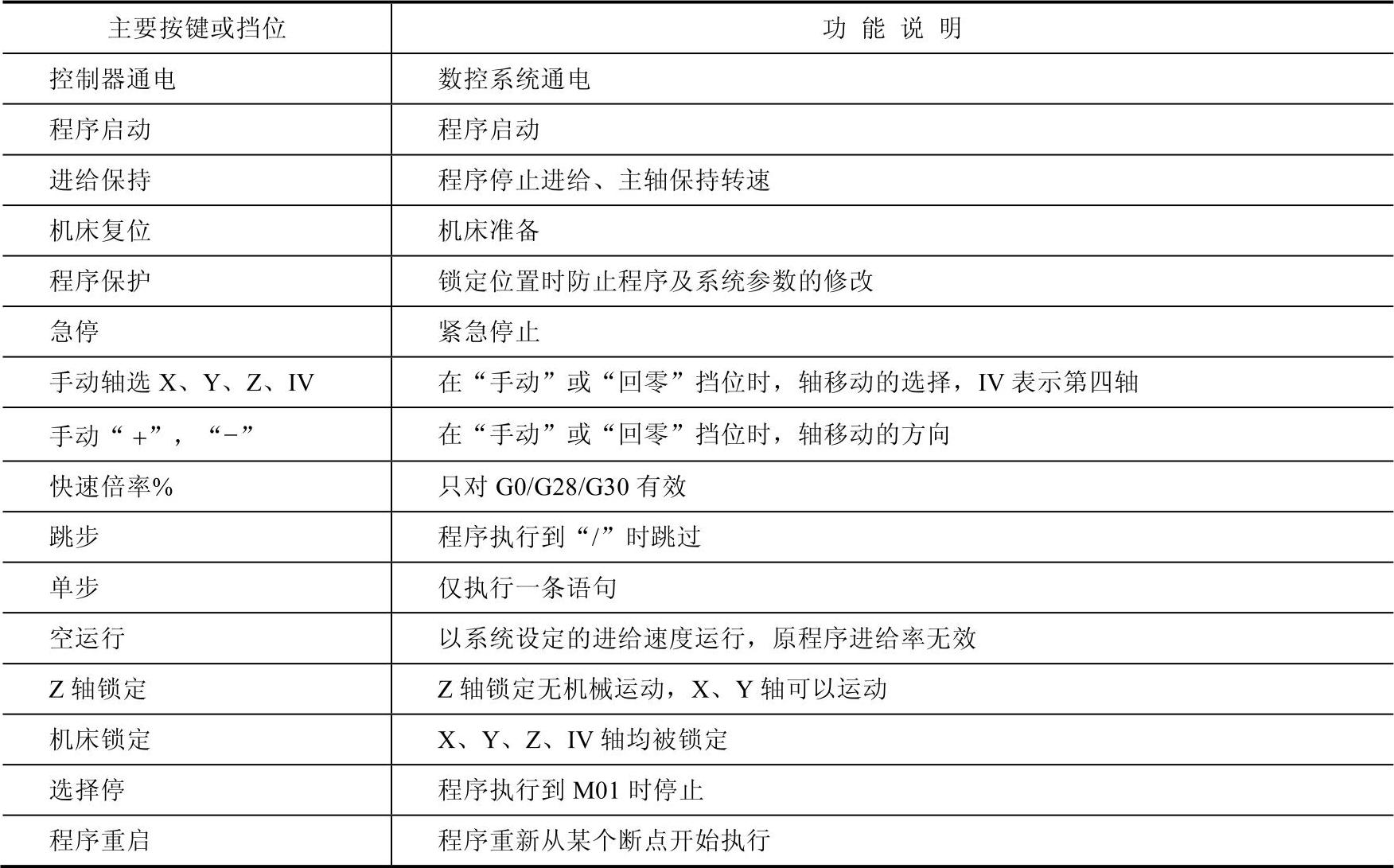
表4-3 CNC操作面板各键说明

(续)
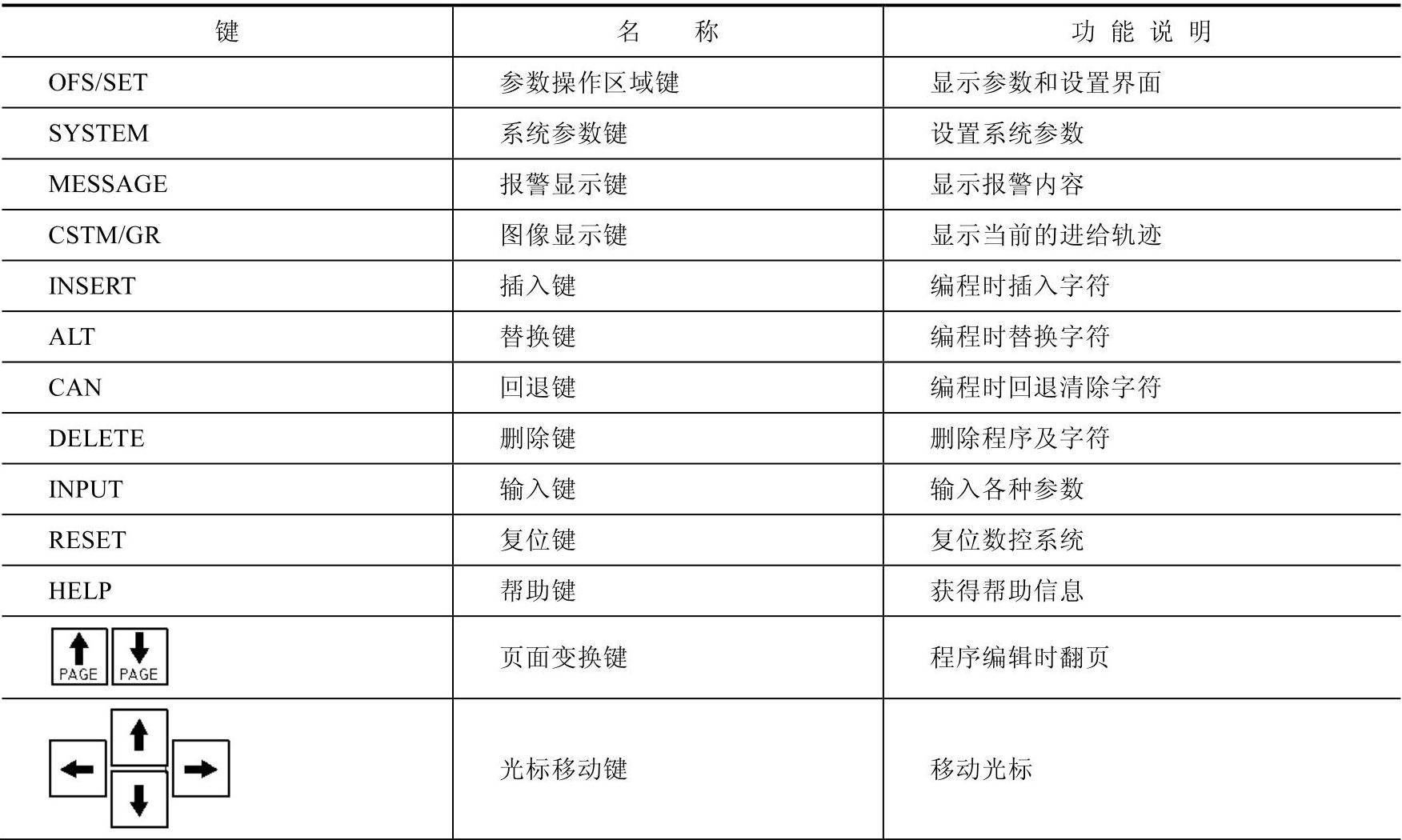
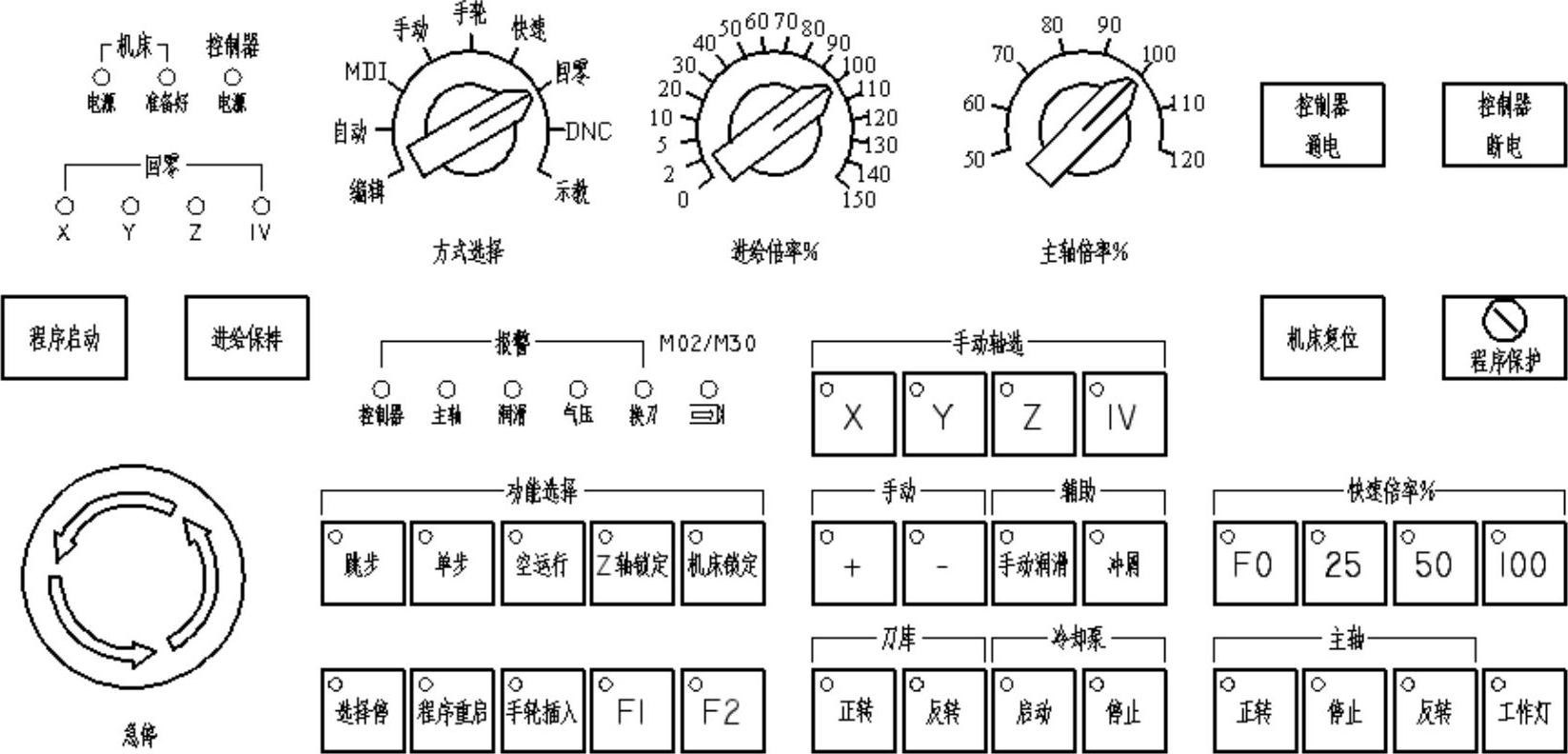
图4-47 机床控制面板
表4-4 机床控制面板主要按键及挡位功能说明

(续)
1.开机操作步骤
1)检查机床各部分初始状态是否正常,包括润滑油液面高度、气压表等。
2)合上机床右侧的电气总开关。
3)按下机床控制面板上的“控制器接通”按钮,系统进入自检,约3min后进入开机界面。
4)按箭头提示方向旋开“急停”按钮,按下“机床复位”按钮。
5)将方式选择旋到“回零”挡位。
6)回参考点:依次按下手动轴选的“Z”“+”“Y”“+”“X”“+”6个按钮,Z、Y、X三个方向分别回零,在POS加工操作界面,可以看到机床坐标系MCS的X=0、Y=0、Z=0,表示各轴回零完成,如图4-48所示。
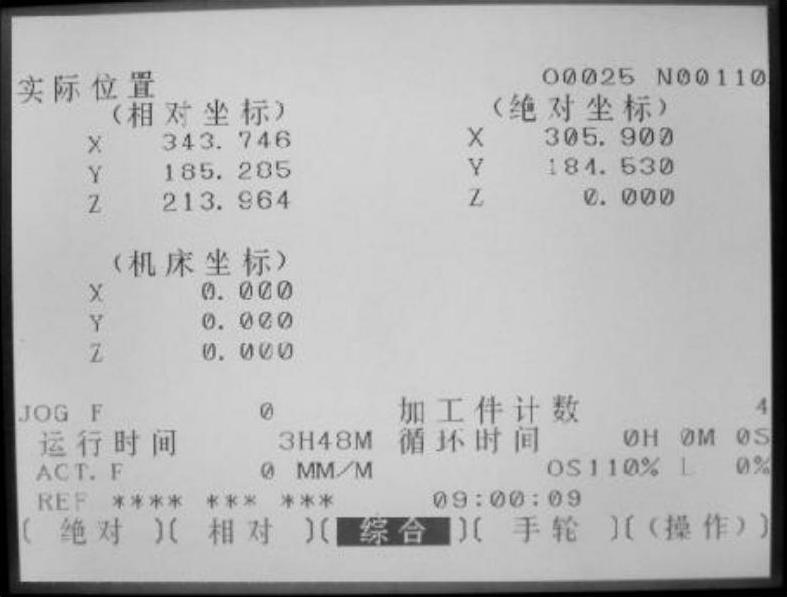
图4-48 回零操作
注:
回零一定要先从Z轴开始,先抬起Z轴,避免撞刀,回零过程中机床控制面板上的回零指示灯会闪烁,必须等到常亮以后才能执行下一个轴的回零,这一点和SIEMENS系统有所不同,SIEMENS系统的3个轴可以同时回零,而FANUC系统必须每个轴分别回零。
2.程序的编辑与传输
将机床控制面板的“方式选择”转到“编辑”挡位,按下CNC操作面板的“PROG”键,将屏幕切换到程序管理界面,按下“列表”对应的软键,可以看到仅有系统保存的一条程序O9001,该程序不可删除与修改。FANUC系统的特点是程序名均以O××××开头,其中××××为四位数字,如图4-49所示。
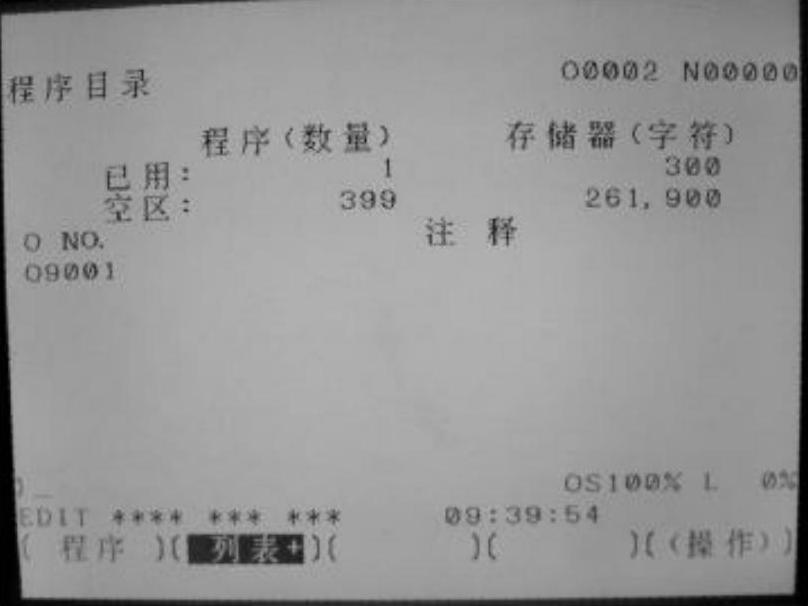
图4-49 程序管理界面(https://www.xing528.com)
3.新建程序
1)在图4-49界面输入O××××,比如“O0001”,按下“INSERT”键,即可进入到程序编辑界面;再按下“EOB”键和“INSERT”键,将分号加上去,变成“O0001;”。
2)输入每条语句,比如“G54 G90 G0 Z100”,每条语句结束后一定要记得按下“EOB”键。“EOB”键的作用就是在每条语句后面加一个分号“;”。
3)编辑每行语句直到结束。
4.打开已有的程序
在图4-49界面输入将要打开的程序O××××,比如“O0001”,按下 键中的任何一个,即可打开该程序。
键中的任何一个,即可打开该程序。
5.程序的编辑
(1)插入漏掉的字符 例如在语句“G2 X123.456 Y234.567 F100”的阴影处插入字符“R50”。
1)将光标移动到Y234.567处。
2)输入R50,按下“INSERT”键,语句即变成“G2 X123.456 Y234.567 R50 F100”。
(2)删除错误的字符
1)未按下“INSERT”键,直接用“CAN”键删除。
2)按下“INSERT”键,已经将错误字符输入到内存中,此时,将光标移动到错误处,按下“DELETE”键删除。
(3)替换错误的字符 将光标移动到错误处,按下“ALT”键替换。
6.删除内存中某个程序
在图4-49界面输入将要删除的程序O××××,比如“O0001”,按下“DELETE”键,即可删除该程序。
7.删除内存中所有的程序
在图4-49界面输入O-9999,按下“DELETE”键,即可删除内存中所有程序。
8.删除内存中指定范围程序
在图4-49界面输入“OXXXX,OYYYY”(XXXX代表将要删除程序的起始号,YYYY代表将要删除程序的终了号),按下“DELETE”键,即可删除内存编号OXXXX~OYYYY的所有程序。
9.程序的传输(传输的文件<256KB)
1)电脑方:双击电脑桌面图标 ,启动传输软件NCSentry,打开所要传输的文件,比如4-1ACX.NC,如图4-50所示。
,启动传输软件NCSentry,打开所要传输的文件,比如4-1ACX.NC,如图4-50所示。
2)在窗口的左侧,将程序名O0000修改为O0001,注意不要与内存原有的程序名重复。
3)机床方:在图4-49界面,按下“操作”对应的软键,按下软键 后翻,按下“读入”对应的软键,按下“执行”,可见屏幕下方“LSK”闪烁,等待接收数据。
后翻,按下“读入”对应的软键,按下“执行”,可见屏幕下方“LSK”闪烁,等待接收数据。
4)电脑方:单击图标 ,单击“Start”,进行程序发送,如图4-51所示。
,单击“Start”,进行程序发送,如图4-51所示。
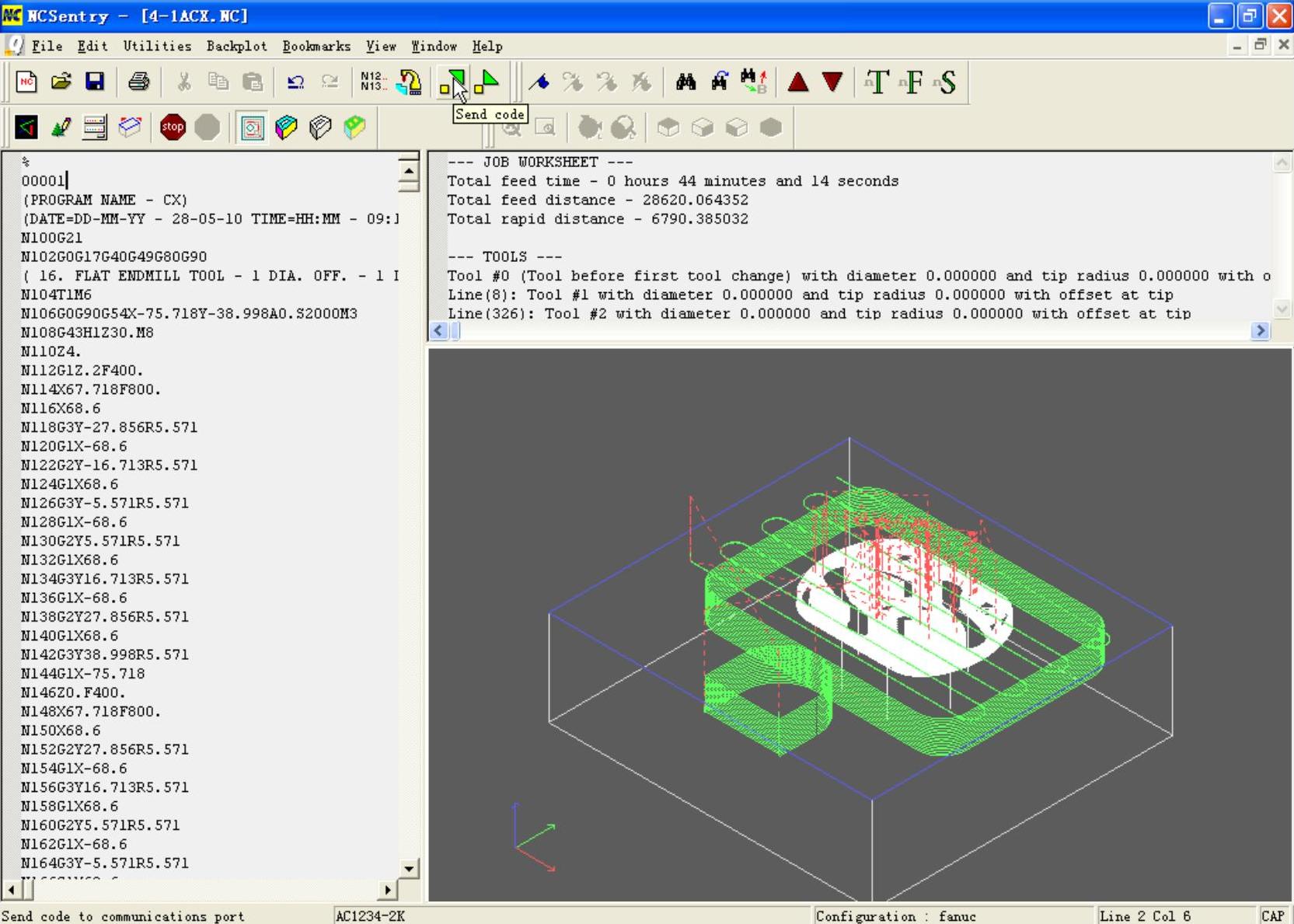
图4-50 NCSentry传输软件界面
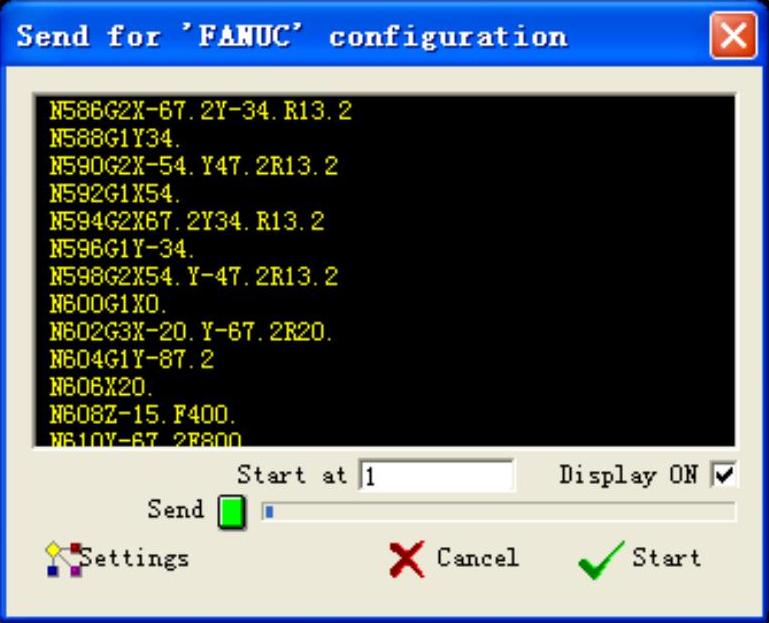
图4-51 程序的传输
10.程序的模拟仿真
1)按下机床控制面板的“空运行”“Z轴锁定”或“机床锁定”键。
2)按“PROG”键显示程序管理界面,打开要运行的程序,将所有换刀指令前加上跳步符“/”。
3)按下机床控制面板的“跳步”键,按下“程序启动”键开始加工。
4)按下CNC操作面板的“CSTM/GR”键,查看刀具路径轨迹。
11.程序的自动运行
1)将机床控制面板的“方式选择”转到“自动”挡位。
2)按“PROG”键显示程序管理界面,打开要运行的程序,确保当前不是第一把刀,如果是,则在T1 M06指令前加上跳步符“/”。
3)按下机床控制面板的“跳步”键,按下“单步”“选择停”键,主轴倍率选择100%,进给倍率选择10%以下,快速倍率选择25%,按下“程序启动”键开始加工。
4)程序开始自动运行,缓慢下刀,发现问题应及时按下“进给保持”,然后用“RESET”键复位,停机检查;若没有问题,则取消“单步”,将进给倍率恢复到正常,快速倍率恢复到100%,开始加工。
5)首件试切时应按下“选择停”键,即M01有效,程序执行到换刀指令时自动停下,若要重新运行,再次按下“程序启动”键即可。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。