



控制器补正方式仅适用于二维外形铣削,包括2D和渐降斜插方式。控制器补正方式与手工编程的G41、G42、G43、G44相同,通过调整刀具半径补偿和长度补偿来达到精度要求,一般多用于精加工工序。
例3-5:控制器补正
在3.3节零件的CAM刀具路径编辑的步骤6)中,XY方向预留量:0.0,Z方向预留量:0.0,补正方式:“电脑”,外形铣削参数如图3-40所示;以802D.PST作为后处理程序,文件名06.NC,如图3-41左图所示;同理,将补正方式改为:“控制器”,其余参数不变,如图3-42所示;后处理程序文件名06A.NC,如图3-41右图所示。
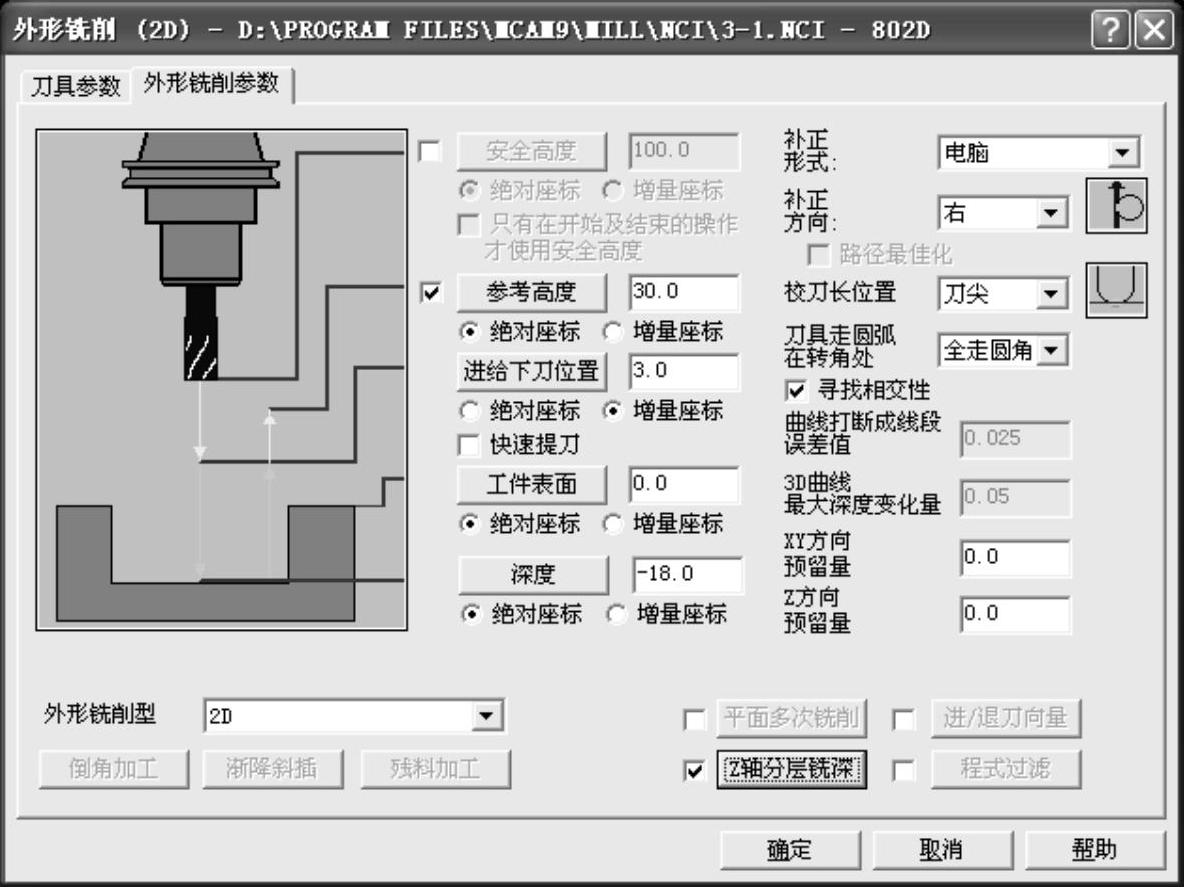
图3-40 电脑补正
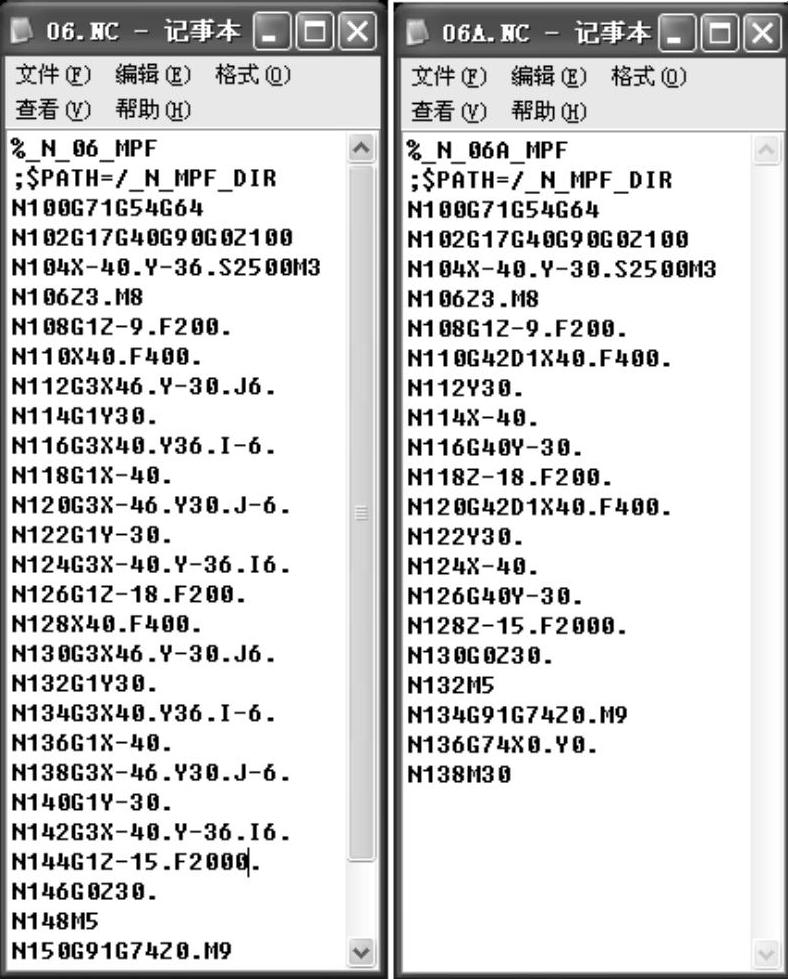
图3-41 电脑补正和控制器补正的程序对比
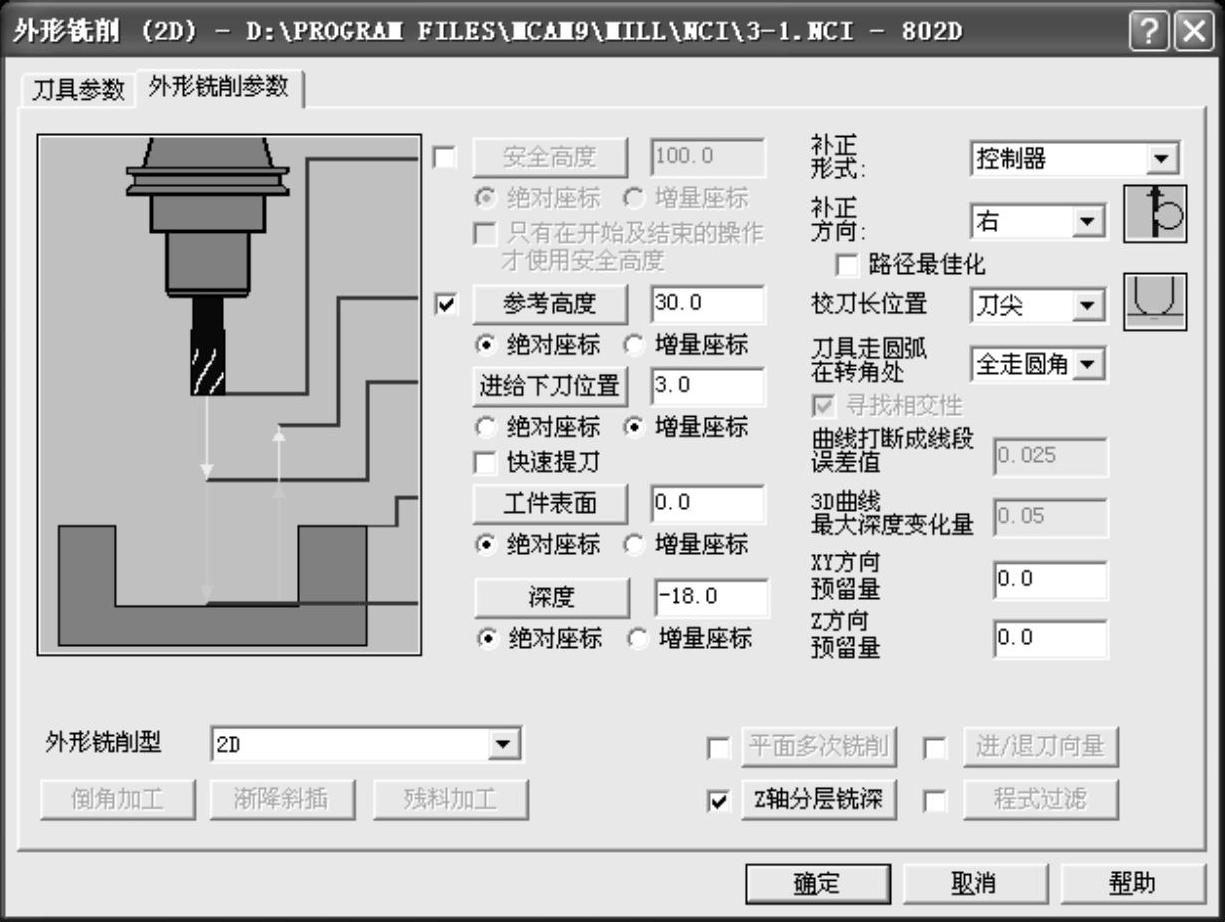
图3-42 控制器补正
通过对比可以发现,采用“控制器”补正方式与手工编程方法一样,程序中会带有刀具补偿号D1,通过在机床刀具补偿里面设置相应的数值来保证精度的要求。
值得一提的是,SINUMERIK 802D的刀具长度补偿是通过T×来实现的,刀具调用后,刀具长度补偿立即生效,不需要用到G43和G44,如果没有编程D号,则D1自动生效。半径补偿则配合G41/G42来实现,而且一把刀最多有9个刀沿号,也就是说,可以匹配9个不同的半径补偿值和长度补偿值,这是SINUMERIK 802D的一大特色。举例如下:
例3-6:SINUMERIK 802D的刀具补偿号D
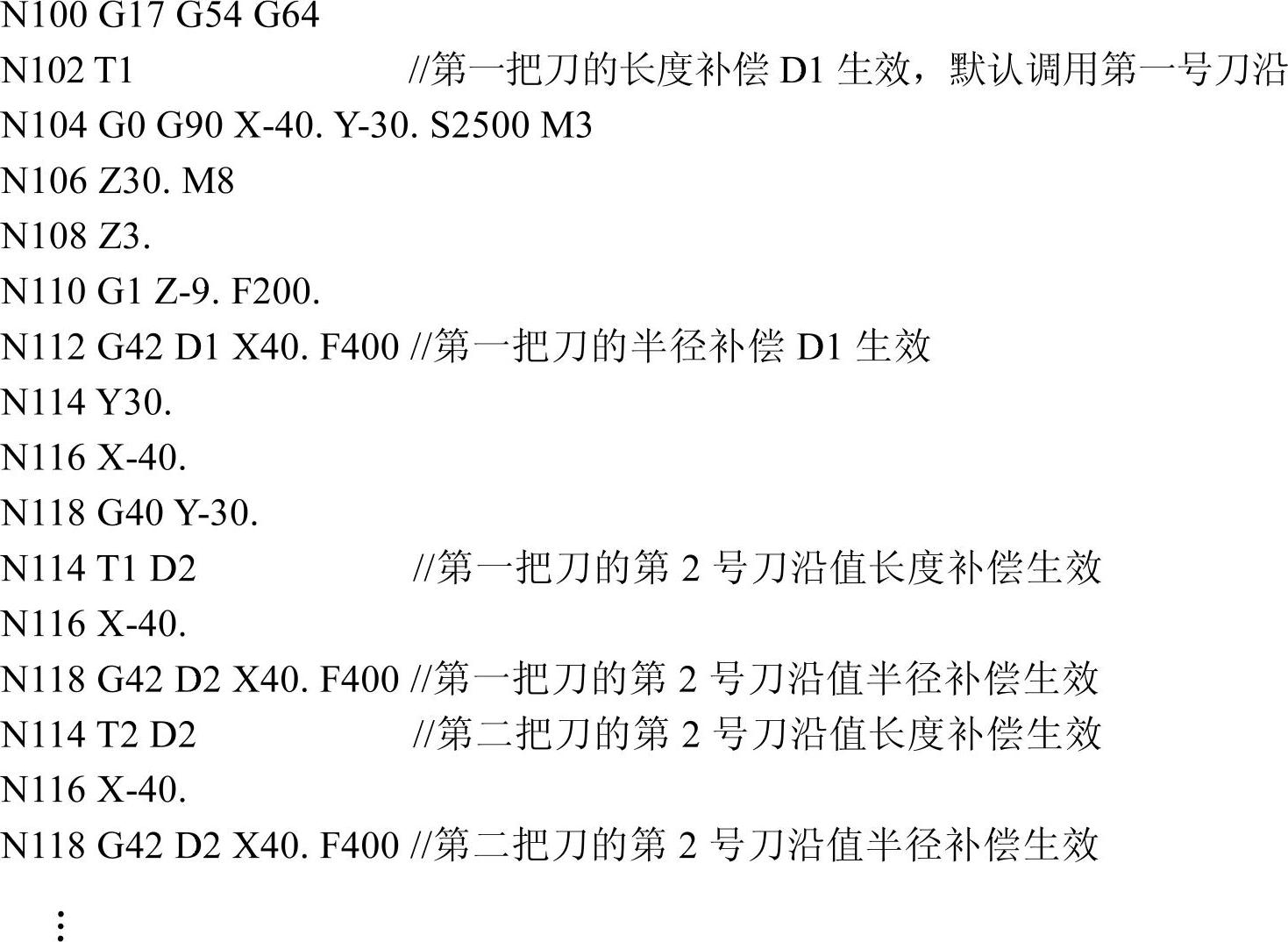
由此可见,打开文件06A.NC,需要在程序的第一句N100 G71 G54 G64后面加上T1,来保证刀具长度补偿的调用不影响程序的加工。
例3-7:采用控制器补正方式的精度控制
在机床的刀具补偿表里,第一次加工时,一般设定刀具半径补偿值设为(https://www.xing528.com)
D1=D+△XY
其中,D为刀具实际半径值,△XY为XY方向单边余量值。不难推算出公式:
若LXYP>LXY,则
D1´=D1+(LXY-LXYP)/2 (3-6)
若LXYP<LXY,则
D1´=D1+(LXYP-LXY)/2 (3-7)
H´1=H1+(LZP-LZ) (3-8)
其中,D1´为修正后的半径补偿值,H1为第一次的长度补偿值,H1´为修正后的长度补偿值。
假设在3.3节零件的CAM刀具路径编辑的步骤1)中,通过φ12平刀的加工,粗铣尺寸80mm×60mm的外形,采用控制器补正方式,XY方向预留量和Z方向预留量均设为0。在机床的刀具补偿表里,设定第一次半径D1=6.2mm,长度补偿值H1=0.2mm,加工完后测量尺寸80mm的实际值为80.46mm,深度为17.84mm,则

在3.3节零件的CAM刀具路径编辑的步骤6)精铣加工时,采用控制器补正方式,XY方向预留量和Z方向预留量均设为0。在机床的刀具补偿表里,设定最后精铣的补偿值D1,半径为5.97mm,长度为0.04mm。
注:
3.3零件的CAM刀路编辑的步骤1)和6)虽然都采用控制器补正方式,而且XY方向预留量和Z方向预留量均设为0,但不能就认为两个程序是一样的。步骤1)采用的是分层铣削,每层深度0.8mm,而步骤6)没有勾选“分层铣深”,因此,两个程序是不一样的,不能完全代替,这一点和手工编程不同。实际加工中,在批量生产时使用控制器补正方式。
控制器补正方式的优点是程序不用修改,只改动刀具补偿量,重走一遍程序即可获得零件精度。值得指出的是,无论是电脑补正还是控制器补正,式(3-3)~式(3-8)对于绝大多数需要双边加工的封闭尺寸均适用;对于部分开放式尺寸,比如半圆、开放式槽等,由于加工时只加工单边,LXYP和LXY比较计算后就不必“/2”,其他思路和方法都是一样的。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。