



电脑补正适用于除钻孔以外的全部加工类型,包括外形铣削、挖槽、曲面粗加工和精加工等。
假设某个XY方向尺寸要求为LXY±δ,LXY为基本尺寸,±δ为对称公差。在最后一道工序(精加工)之前,XY方向留有余量△XY;同理,假设某个Z方向尺寸要求为LZ±δ,LZ为基本尺寸,±δ为对称公差,Z方向留有余量△Z,△XY、△Z均大于0,则该尺寸在精加工前的理论值分别为LXYT和LZT。
情况1:如果通过加工零件形状的外部轮廓得到该尺寸,则该尺寸XY方向理论值
LXYT=LXY+2△XY,Z方向理论值为LZT=LZ-△Z。
假设测量值为LXYP和LZP,在此情况下,对应XY方向尺寸变化规律为从大到小,若LXYP>LXYT>LZP>LZT,表明XY方向尺寸还没有加工到位,精加工时的余量就不再是0了,必须在0的基础上再深一点,Z方向则正好相反,表明切削较深,必须浅一点,则精加工时的余量计算公式为
XY方向余量:BXY=-(LXYP-LXYT)/2=(LXY-LXYP)/2+△XY
Z方向余量:BZ=LZP-LZT=LZP-LZ+△Z
可知此时BXY<0、BZ>0。
若LXYP<LXYT、LZP<LZT,表明该尺寸XY方向加工过量而Z方向深度不够,精加工时XY方向的余量BXY就不再是0了,必须在0的基础上再浅一点,Z方向则正好相反,表明切削较浅,还需要深一点,精加工的余量计算公式为
XY方向余量:
BXY=-(LXYP-LXYT)/2=(LXY-LXYP)/2+△XY
Z方向余量:
BZ=LZP-LZT=LZP-LZ+△Z
同理,可知此时BXY>0、BZ<0。
例3-3:情况1的电脑补正
在本章的例子中,通过φ12平刀的加工,粗铣尺寸80mm×60mm的外形,XY方向留有0.2mm的余量,Z方向也留有0.2mm的余量,深度为18mm。执行完CX-D12.NC程序后,停机,测量尺寸80mm的实际值为LXYP=80.46mm,深度为LZP=17.84mm。
计算可得

在3.3节零件的CAM刀具路径编辑的步骤6),用φ12刀精加工时,此时XY方向余量不再是0,而设定为-0.03,Z方向余量也不再是0,而设定为0.04,重新计算后传入机床加工即可,如图3-38所示。
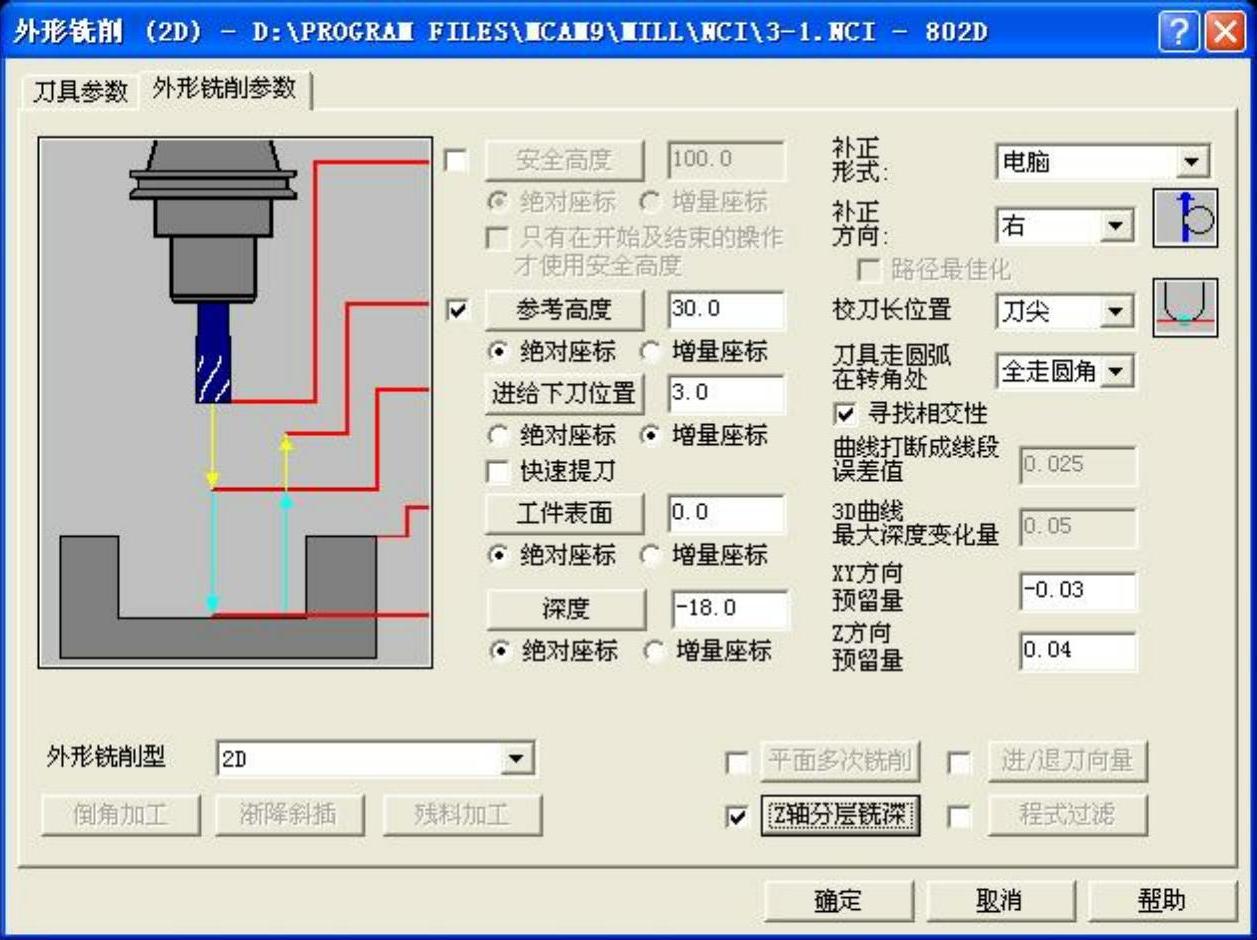
图3-38 情况1的电脑补正精度控制
情况2:如果通过加工零件形状的内轮廓得到该尺寸,则该尺寸XY方向理论值:LXYT=LXY-2△XY,假设测量值为LXYP。
在此情况下,XY方向尺寸变化规律为从小到大,若LXYP>LXYT,表明该尺寸XY方向加工过量,精加工时XY方向的余量BXY就不再是0了,必须在0的基础上再浅一点。精加工的XY方向余量计算公式为
BXY=(LXYP-LXYT)/2=(LXYP-LXY)/2+△XY
可知BXY>0。(https://www.xing528.com)
若LXYP<LXYT,表明该尺寸还没有加工到位,精加工时的余量就不再是0了,必须在0的基础上再深一点。精加工时的XY方向余量计算公式为
BXY=(LXYP-LXYT)/2=(LXYP-LXY/)2+△XY
可知BXY<0。
Z方向余量的计算不受情况2的影响,与情况1一致。
综合上述公式可得:
当XY方向尺寸变化规律为从大到小时:
BXY=(LXY-LXYP)/2+△XY (3-1)
当XY方向尺寸变化规律为从小到大时:
BXY=(LXYP-LXY)/2+△XY (3-2)
当Z方向尺寸变化规律为从小到大时:
BZ=LZP-LZ-+△Z (3-3)
上述式(3-1)和式(3-2)不太好记,必须提前判断XY方向尺寸变化规律。有一种简单的方法来便于理解,由于有加工余量△XY的存在(△XY>0),XY方向尺寸变化规律为从大到小时,LXYP>LXY;XY方向尺寸变化规律为从小到大时,LXYP<LXY,计算BXY前,先判断LXYP和LXY的大小,由此得出结论:
若LXYP>LXY,则
BXY=(LXY-LXYP)/2+△XY(3-4)
若LXYP<LXY,则
BXY=(LXYP-LXY)/2+△XY (3-5)
例3-4:情况2的电脑补正
在本章例子中,通过φ12平刀的加工,以渐降斜插的方式粗铣φ16mm的通孔,粗铣余量为0.2mm,执行完CX-D12.NC程序后,停机,测量尺寸16mm的实际值为LXYP=15.52mm。LXYP<LXY,由式(3-5)得XY方向余量为
BXY=(LXY-LPXY)/2+△XY=(15.52-16)mm/2+0.2mm=-0.04mm
在3.3节零件的CAM刀具路径编辑的步骤7),此时XY方向余量不再是0,而设定为-0.04,重新计算后传入机床加工即可,如图3-39所示。
对于3.3节零件的CAM刀具路径编辑的步骤12)的挖槽精修,方法同上。对于曲面粗加工和精加工,由于曲面加工的半精加工不便于测量,而最后一道工序“精加工”往往可实现很高的精度和表面质量,只能靠球刀的精确对刀来实现加工精度,一般可以控制在0.01mm左右。
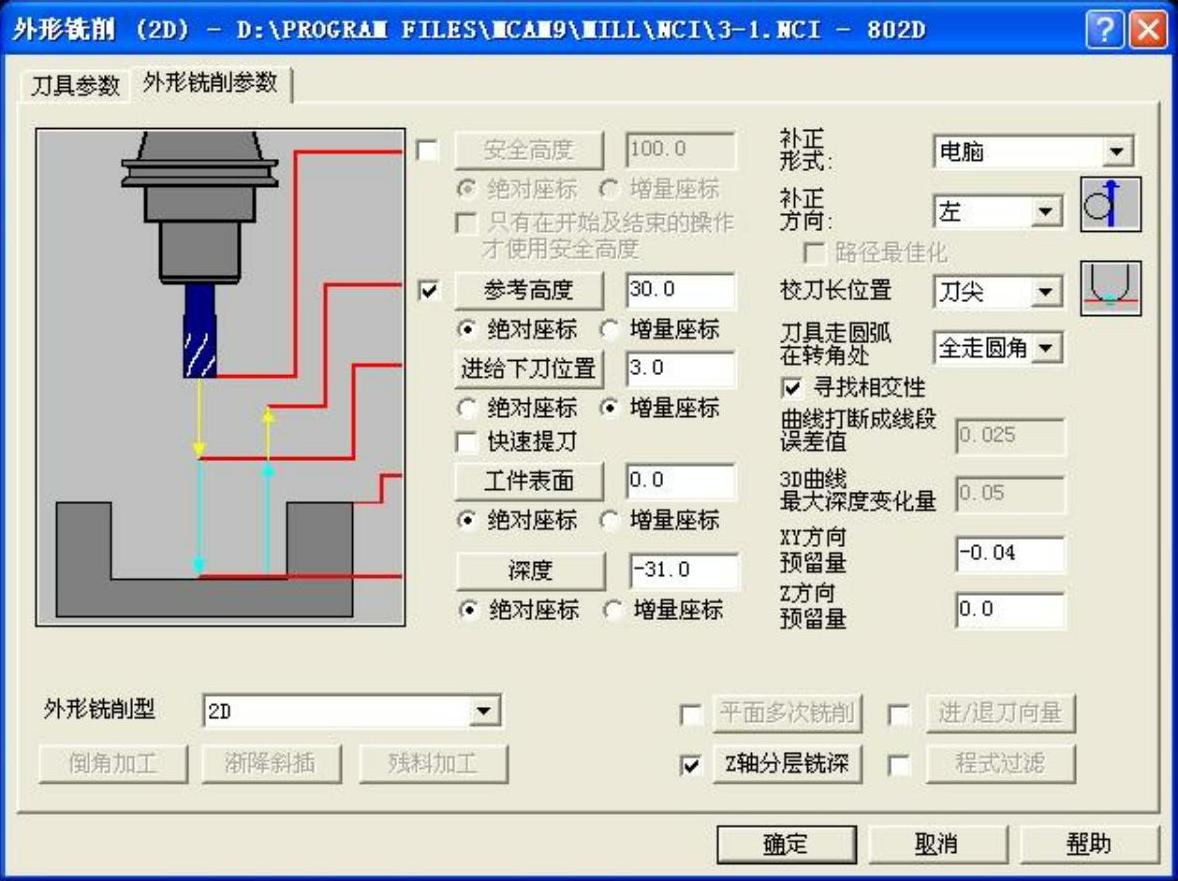
图3-39 情况2的电脑补正精度控制
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。