



完成零件的装夹、对刀和模拟运行后,就可以正式进行加工了。在模拟仿真的基础上,再次按下“程序控制”软键里面的“程序测试”和“空运行进给”,取消“程序测试”和“空运行进给”。
操作步骤如下:
1)按下软键“单一程序段”,打开“单段”,SBL灯亮,或者按下机床控制面板“Single Block”键。
2)将机床控制面板的“进给速度修调”旋钮旋到10%以下。
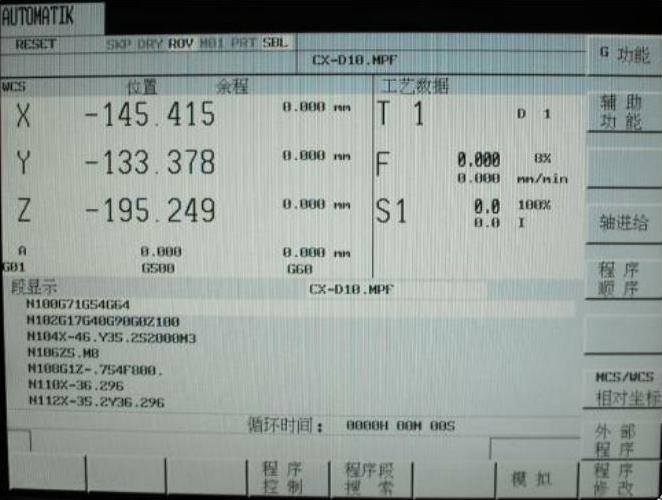
3)按下“Cycle Start”循环启动键,开始加工。首件试切时一定要注意刀具切入工件瞬间的情况,发现异常应立即按下“Cycle Stop”循环停止键,然后用“Reset”键复位。在“jog”方式下用手轮或机床控制面板的“+Z”键抬起Z轴,找出问题,重新设定G54或重新编程。若没有问题,可以再次按下“Single Block”键取消“单段”,将“进给速度修调”旋钮旋到正常值100%,按下“Cycle Start”循环启动键继续加工,如图2-56所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图2-56 自动方式运行
4)采用刀具集中法划分工序,将每一把刀的粗、精加工工序安排在一起,方便一次对刀后完成该刀具的全部加工,在该刀具的最后一道精加工工序之前安排测量环节,及时调整XY或Z方向的预留量,该预留量对该刀具以后的所有精加工都是一样的;然后换刀,开始第二把刀的加工,直至所有程序加工完毕。
5)机床关机:按下“jog”键,在手动模式下,抬起Z轴至安全高度,按下机床控制面板“紧急停止”按钮,按下控制器“断开”,关闭机床侧面总电源。
注:
步骤4)中“该预留量对该刀具以后的所有精加工都是一样的”应该这样理解:加工的误差应主要来自该刀具的Z向对刀误差和来自XY方向的刀具半径制造误差,对于同一把刀来说,在精加工工序之前,只需对一个深度Z方向尺寸和一个XY方向尺寸进行测量即可,在Mastercam精加工步骤里调整XY和Z向预留量,该预留量对于该刀具精加工其他步骤的尺寸都是有效的。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。