



【摘要】:2)钳口校正:本例采用机用平口钳装夹。图2-35 机用平口钳的校正与工件装夹3)工件装夹:数控铣床加工的工件多数为毛坯或半成品,利用平口钳装夹的工件尺寸一般不超过钳口的宽度,所加工的部位不得与钳口发生干涉。工件应当紧固在钳口靠近中间的位置,装夹高度以铣削尺寸高出钳口平面3~5mm为宜。用平口钳装夹表面粗糙度值较大的工件时,应在两钳口与工件表面之间垫一层铜片,以免损坏钳口,并能增加接触面积。
操作步骤如下:
1)按下“jog”按钮,进入手动运行方式,同时按下“Rapid”快速叠加按钮和“-Z”按钮,让主轴快速移动到合适高度,方便装刀;同理,按下“Rapid”和“-Y”按钮;按下“Rapid”和“-X”按钮,让机床工作台快速移动到中间位置,也可以使用手轮(手摇脉冲发生器)来操作。
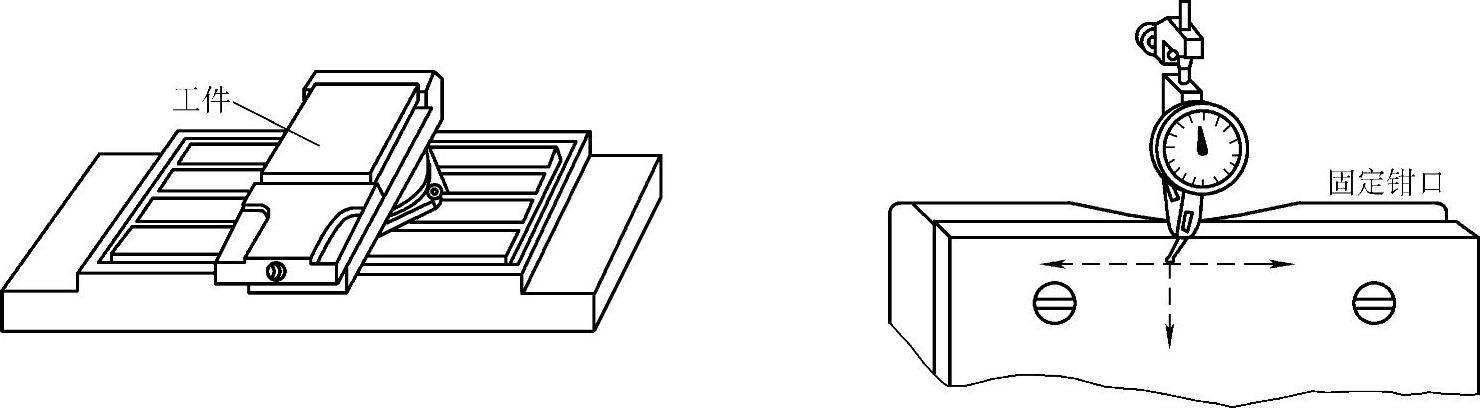
2)钳口校正:本例采用机用平口钳装夹。机用平口钳适用于安装中小尺寸和形状规则的工件,它是一种通用夹具,安装平口钳时必须先将底面和工作台面擦干净,利用百分表校正钳口,使钳口与相应的坐标轴平行,以保证铣削的加工精度。先松开平口钳底座刻度盘的旋转调整螺母,通过百分表在X轴方向反复移动,来调整机用平口钳X轴方向的水平,调整好以后拧紧螺母,如图2-35右图所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图2-35 机用平口钳的校正与工件装夹
3)工件装夹:数控铣床加工的工件多数为毛坯或半成品,利用平口钳装夹的工件尺寸一般不超过钳口的宽度,所加工的部位不得与钳口发生干涉。平口钳校正好后,把工件放入钳口内,并在工件的下面垫上比工件窄、厚度适当且加工精度较高的等高垫块,然后把工件夹紧。为了使工件紧密地靠在垫块上,应用铜棒或橡皮锤轻轻地敲击工件,直到用手不能轻易推动等高垫块,最后再将工件夹紧在平口钳内。工件应当紧固在钳口靠近中间的位置,装夹高度以铣削尺寸高出钳口平面3~5mm为宜。用平口钳装夹表面粗糙度值较大的工件时,应在两钳口与工件表面之间垫一层铜片,以免损坏钳口,并能增加接触面积。对于高度方向尺寸较大的工件,不需要加等高垫块而直接装入平口钳,如图2-35左图所示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。