



切削参数包括主轴转速、进给速度、背吃刀量等,受机床刚性、夹具、工件材料和刀具材料的影响,不同版本的教材给出的参数差异很大。
例2-1:4刃φ10立铣刀粗加工参数的确定
1.主轴转速的确定
主轴转速n(r/min)与铣削速度vc(m/min)及铣刀直径d(mm)的关系为 ,而铣削速度vc与工件和铣刀的材料有关。本例工件材料为铝合金,铣刀材料为高速钢,查表2-1可知,vc=180~300m/min。由此计算,当粗加工用4刃φ10立铣刀时,可算得主轴转速n=5732~9554r/min,实际上根本不可能达到。工程实际中取n=2000~2500r/min。
,而铣削速度vc与工件和铣刀的材料有关。本例工件材料为铝合金,铣刀材料为高速钢,查表2-1可知,vc=180~300m/min。由此计算,当粗加工用4刃φ10立铣刀时,可算得主轴转速n=5732~9554r/min,实际上根本不可能达到。工程实际中取n=2000~2500r/min。
当工件材料为低碳钢、铣刀材料为高速钢时,铣削速度vc=18~28m/min,可以算得n=573~892r/min,工程实际中取n=600~1000r/min,比较符合要求。
表2-1 铣刀的铣削速度vc (单位:m/min)
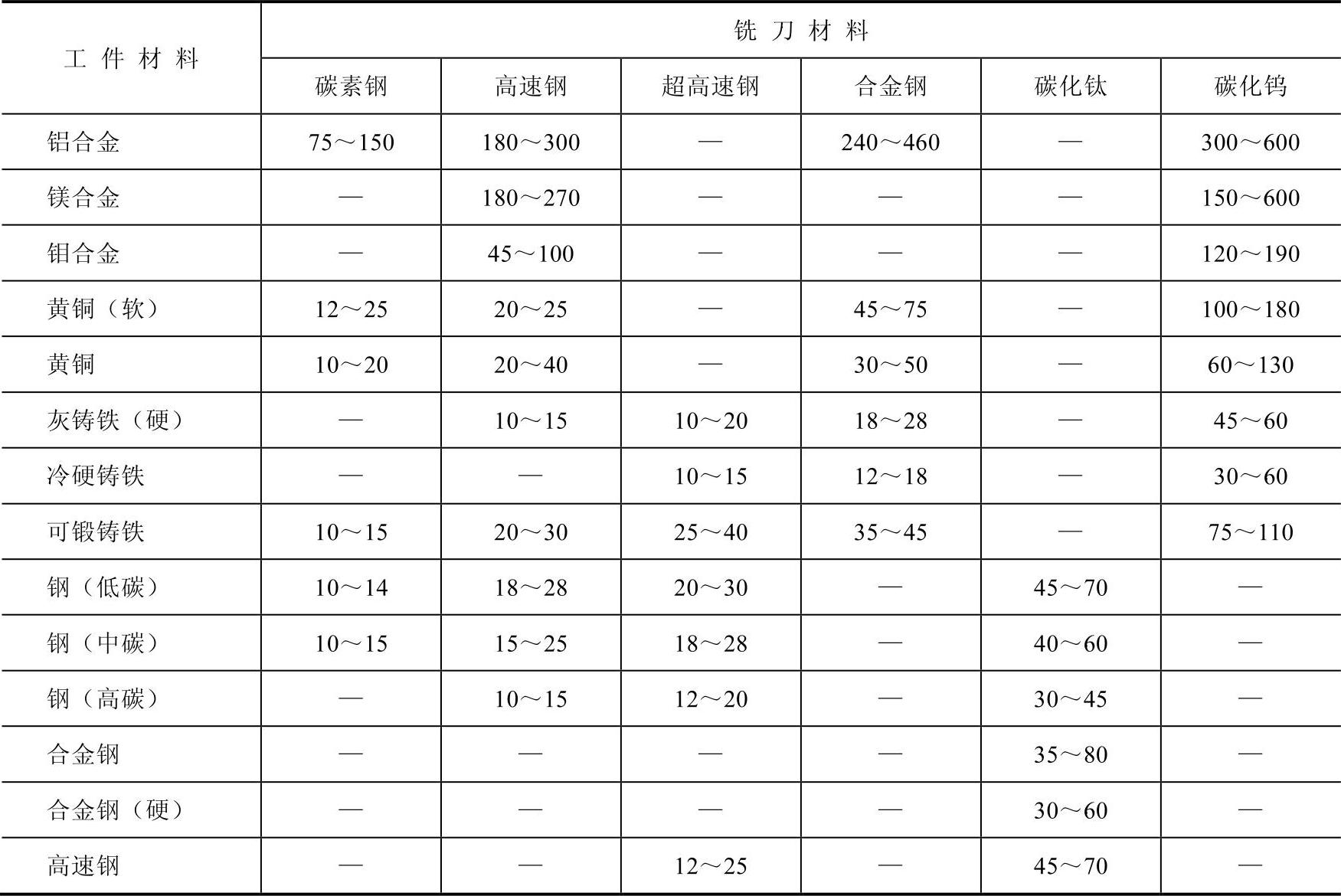
注:摘自王荣兴主编《加工中心培训教程》,机械工业出版社。
2.进给速度的确定
进给速度F(mm/min)与铣刀每齿进给量vf(mm/z)、铣刀齿数z、主轴转速n(r/min)之间的关系是:F=vfzn。查表2-2可知,当工件材料为铝合金、铣刀材料为高速钢时,铣刀每齿进给量vf=0.05~0.15mm/z,将n=2000~2500r/min带入,由此计算可得F=400~1500mm/min,实际粗铣时取F=800mm/min。
同理,当工件材料为低碳钢、铣刀材料为高速钢时,铣刀每齿进给量vf=0.03~0.18mm/z,将n=600~800r/min带入,可算得F=72~576mm/min,工程实际中取值n=60~200mm/min,基本符合要求。
表2-2 铣刀每齿进给量Vf推荐值 (单位:mm/z)

注:摘自王荣兴主编《加工中心培训教程》,机械工业出版社。
3.背吃刀量的确定
背吃刀量ap的选择如图2-2所示:当侧吃刀量ae<d/2(d为铣刀直径)时,取ap=(1/3~1/2)d;当侧吃刀量d/2≤ae<d时,取ap=(1/4~1/3)d;当侧吃刀量ae=d(即满刀切削)时,取ap=(1/5~1/4)d;当机床的刚性较好,且刀具的直径较大时,ap可取更大。
按照理论,工件材料为铝合金,铣刀材料为高速钢,采用4刃ф10立铣刀进行轮廓加工时,背吃刀量ap=2~5mm,实际用Mastercam编程加工时,Z轴最大背吃刀量在0.6~Imm之间。
图2-2 背吃刀量ap示意图
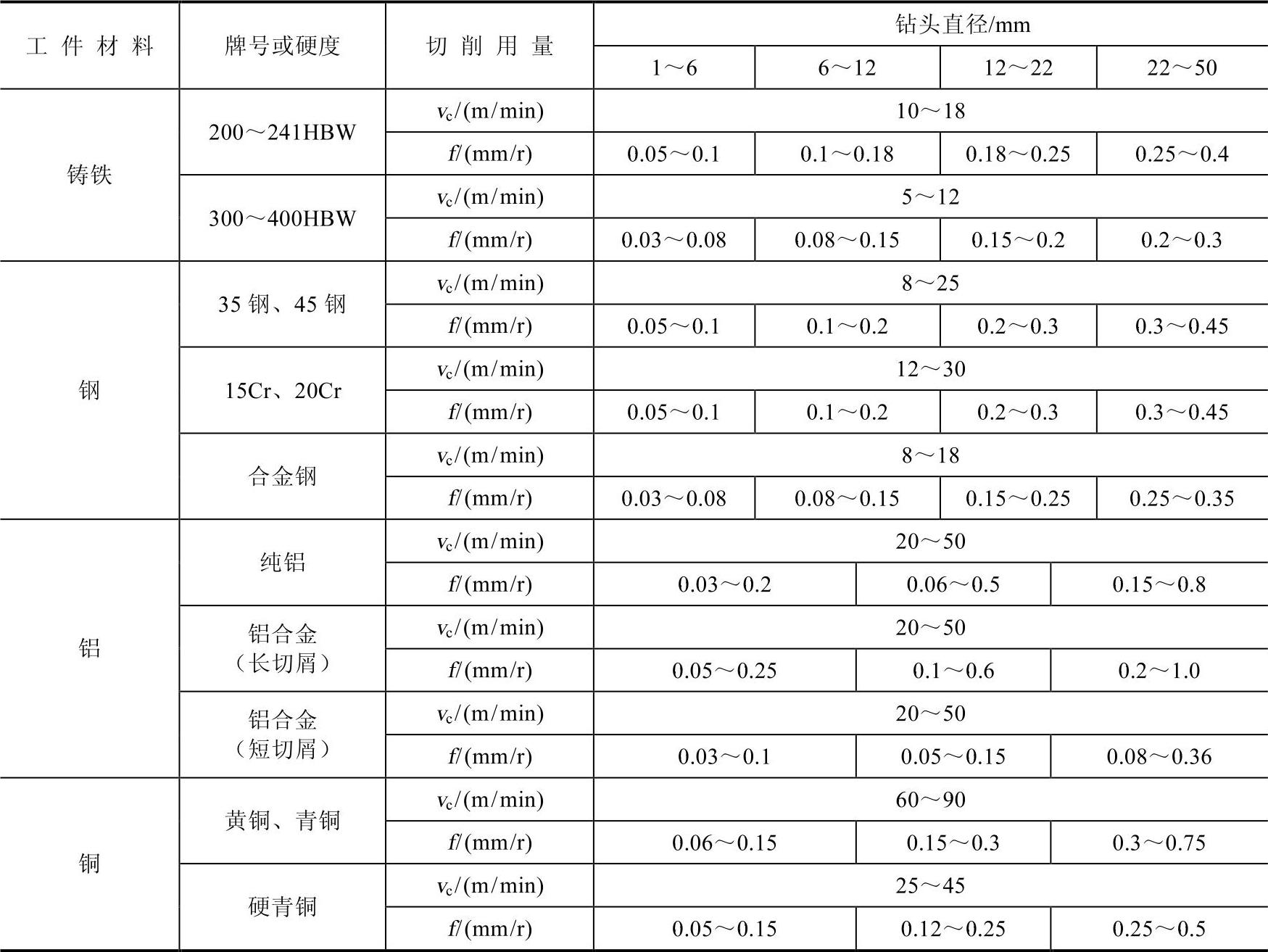
数控铣床进行钻孔加工的工艺参数见表2-3。
表2-3 用高速钢钻孔切削用量

(续)
 (https://www.xing528.com)
(https://www.xing528.com)
注:摘自韩鸿鸾、张秀玲主编《数控加工技师手册》,机械工业出版社。
按照表2-3,用φ5的高速钢麻花钻钻铝合金材料的工件时,可以计算得主轴转速n=1273~3184r/min,工程实际中取值为1000~1500r/min,进给速度F=38~318mm/min,工程实际中取值为50~200mm/min。
4.基于少切削、快进给的切削三要素组合
背吃刀量、主轴转速和进给速度是切削的三大要素。在利用Mastercam自动编程加工时,当前企业的实际做法是基于少切削、快进给的切削三要素组合,即背吃刀量小、进给速度快。
常用刀具使用参考值(以下表2-4~表2-7摘自何县雄编著《Mastercam数控加工自动编程范例教程》,化学工业出版社):
1)常用粗加工硬质合金刀(镶刀片类)见表2-4。
表2-4 常用粗加工硬质合金刀(镶刀片类)

2)合金钨钢平底刀见表2-5。
表2-5 合金钨钢平底刀

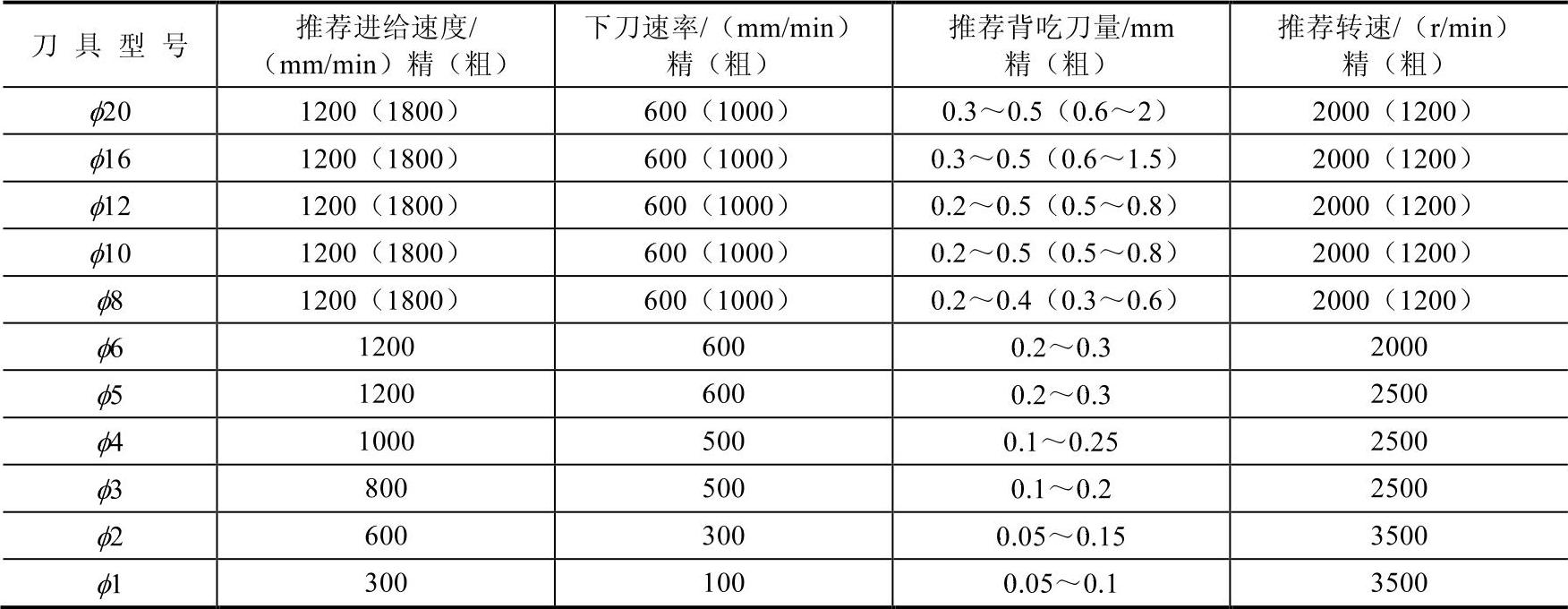
3)白钢刀(高速钢,主要加工材料为纯铜)见表2-6。
表2-6 白钢刀(高速钢,主要加工材料为纯铜)
4)球刀(主要用于钢料和纯铜的精加工)见表2-7。
表2-7 球刀(主要用于钢料和纯铜的精加工)

综合各个版本的教材可知,目前机床的切削参数主要还是靠经验来确定。以广东技术师范学院工业实训中心为例,采用南通科技集团公司的TONMAC V600型数控铣床,主轴最高转速为6000r/min,学生实训主要用铝作为工件材料,高速钢作为刀具材料。一般情况下,粗加工时主轴转速设定在1800~2000r/min,进给速度为800~1500mm/min;半精加工时主轴转速为2000~2500r/min,进给速度为600~1200mm/min;精加工时主轴转速为3000~4000r/min,进给速度为400~1000mm/min;钻孔时主轴转速为1000~1500r/min,进给速度为50~200mm/min。刀具直径越小,相应主轴转速就越高,推荐背吃刀量和刀间距可以参考表2-6、表2-7。
用钢作为工件材料、高速钢作为刀具材料,粗加工时主轴转速一般设定为600r/min,进给速度在100mm/min左右;半精加工时主轴转速为600~800r/min,进给速度为60~80mm/min;精加工时主轴转速为800~1000r/min,进给速度为30~60mm/min;钻孔时主轴转速在600r/min左右,进给速度在50mm/min左右;背吃刀量可以按照图2-2选取。以上各参数主要用于手工编程加工钢件时的取值。用Mastercam自动编程加工钢件时,各参数值可以参考表2-4~表2-7。
不论是切削范围外下刀还是螺旋、斜插式下刀,下刀速率一般设定为进给速度的一半;利用键槽铣刀垂直下刀进入工件表面的下刀速率与钻孔相同。
随着各种新材料刀具的兴起,有些刀具加工时可以获得很高的主轴转速和进给速度。以在广东技术师范学院举办的数控大赛为例,就曾有选手采用瑞典SANDVIK的硬质合金刀具,用南通科技集团公司的TONMAC V600型数控铣床,钢件粗加工时主轴转速可达4500r/min,进给速度高达4500mm/min,而且一次背吃刀量达10mm。
注:
在选择新刀具、新工件材料时,切削参数的确定应该多询问刀具生产厂家,一般厂家都会给出一个参考值。如果没有的话,可以通过在机床上试切加工来获得必要的切削参数。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。