



在大多数情况下,面铣是零件加工的第一道工序,通过去除毛坯上表面的杂质,获得零件上表面比较光洁的平面。
例1-1:面铣加工
操作步骤如下:
步骤一 CAD建模
1)在主菜单区依次单击“绘图”“矩形”“一点”,弹出“绘制矩形”对话框,输入宽度:118、高度:78,单击“确定”,抓点方式选择“原点(0,0)”,绘出118mm×78mm矩形。
2)单击“F9”,打开“坐标轴显示开关”,单击上部快捷命令图标区图标 ,将萤幕视角切换到等角视角,如图1-8所示。
,将萤幕视角切换到等角视角,如图1-8所示。
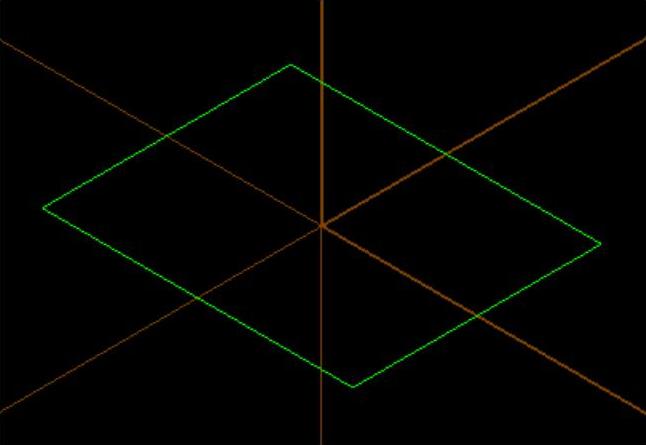
图1-8 绘制矩形
步骤二 面铣加工
1)在主菜单区单击“回主功能表”,返回到主界面,单击“刀具路径”“面铣”“串联”,选择刚才绘出的矩形(高亮显示),单击“执行”,弹出“面铣”对话框,将鼠标移动到中间空白处,单击鼠标右键选择“从刀具库选取刀具…”,如图1-9所示。
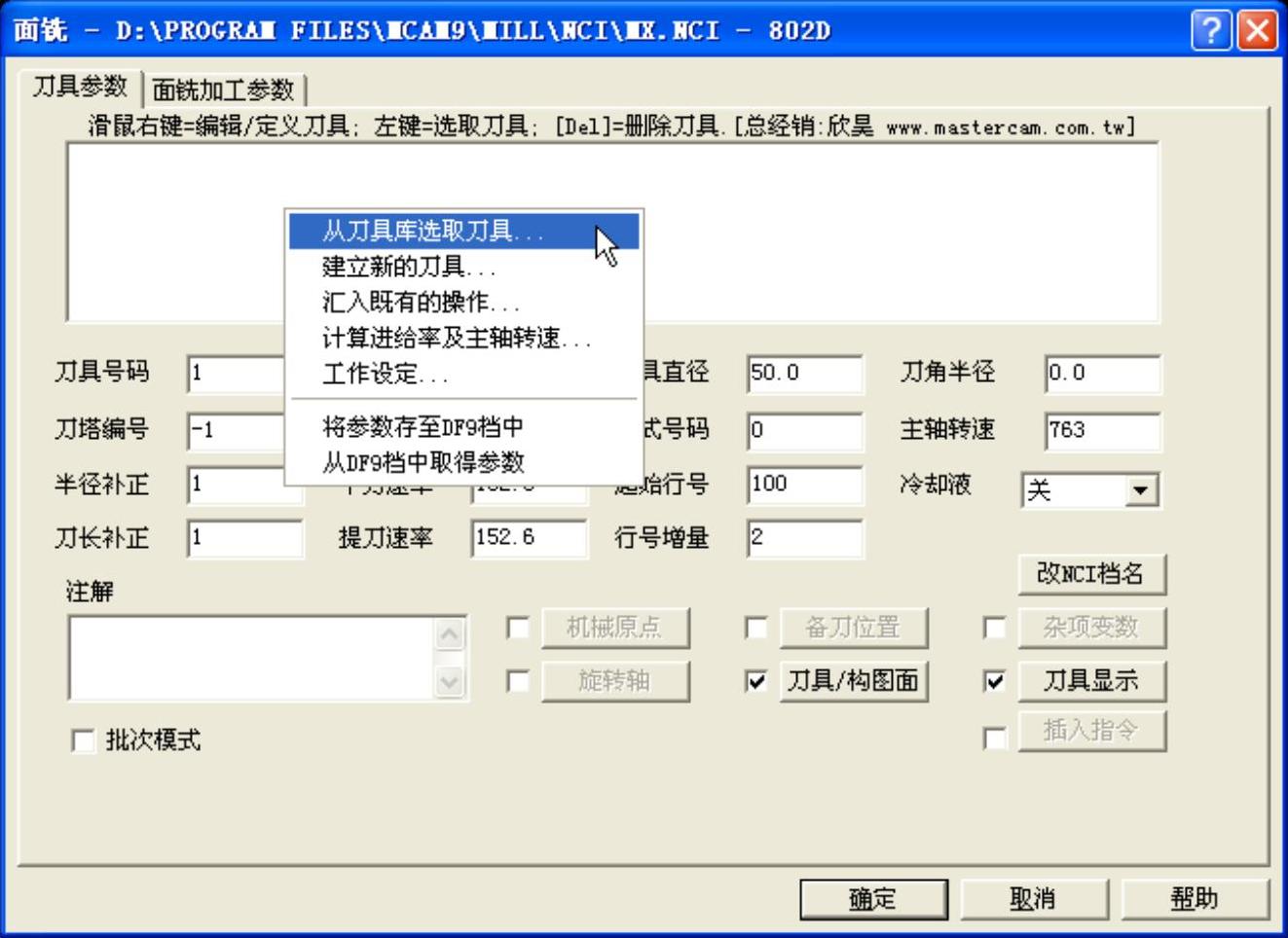
图1-9 “面铣”对话框
2)系统弹出图1-10所示的“刀具管理员”对话框,不勾选“过滤刀具”,选择“平刀”、“直径16.0000mm”,单击“确定”。
3)返回“面铣”对话框,输入面铣刀具参数,进给率:400.0,下刀速率:200.0,提刀速率:2000.0,主轴转速:2000,冷却液:喷油,如图1-11所示。
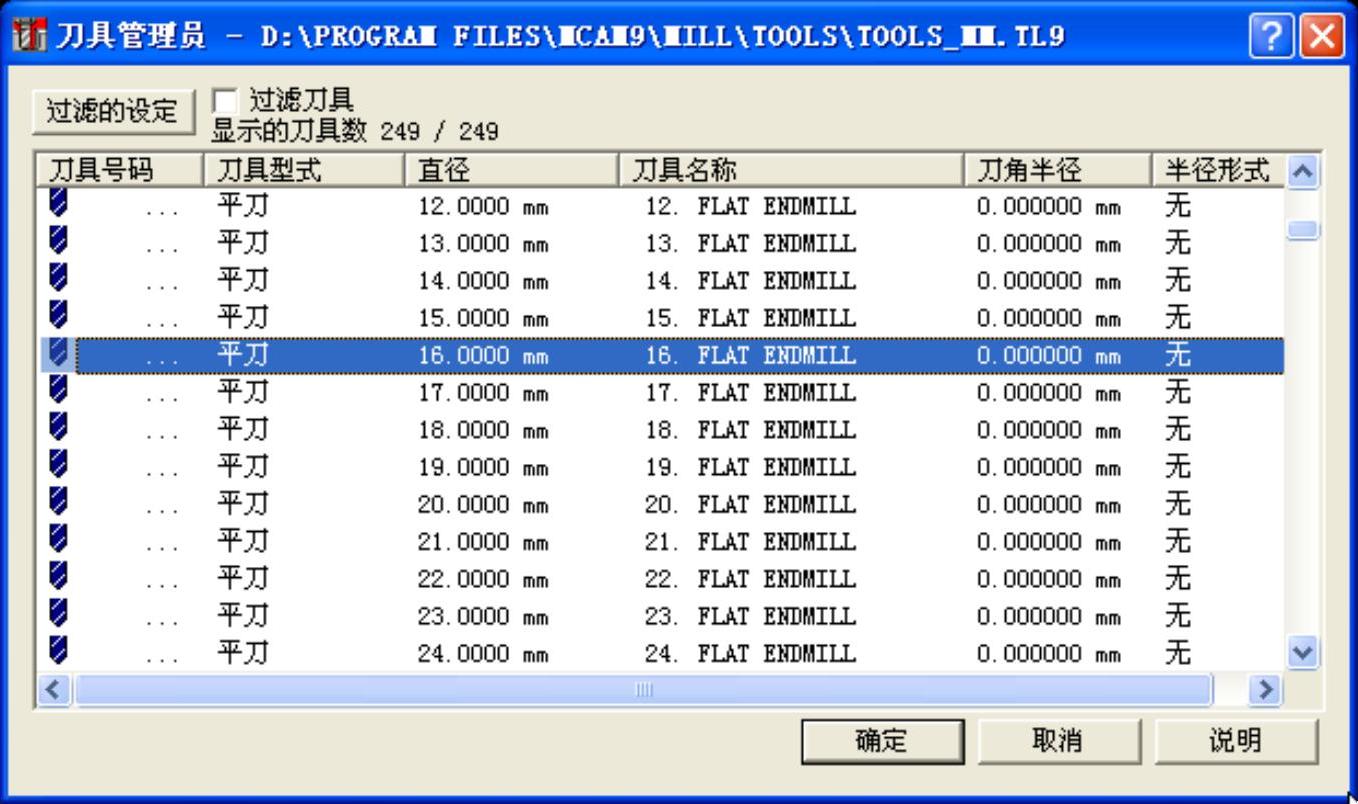
图1-10 “刀具管理员”对话框
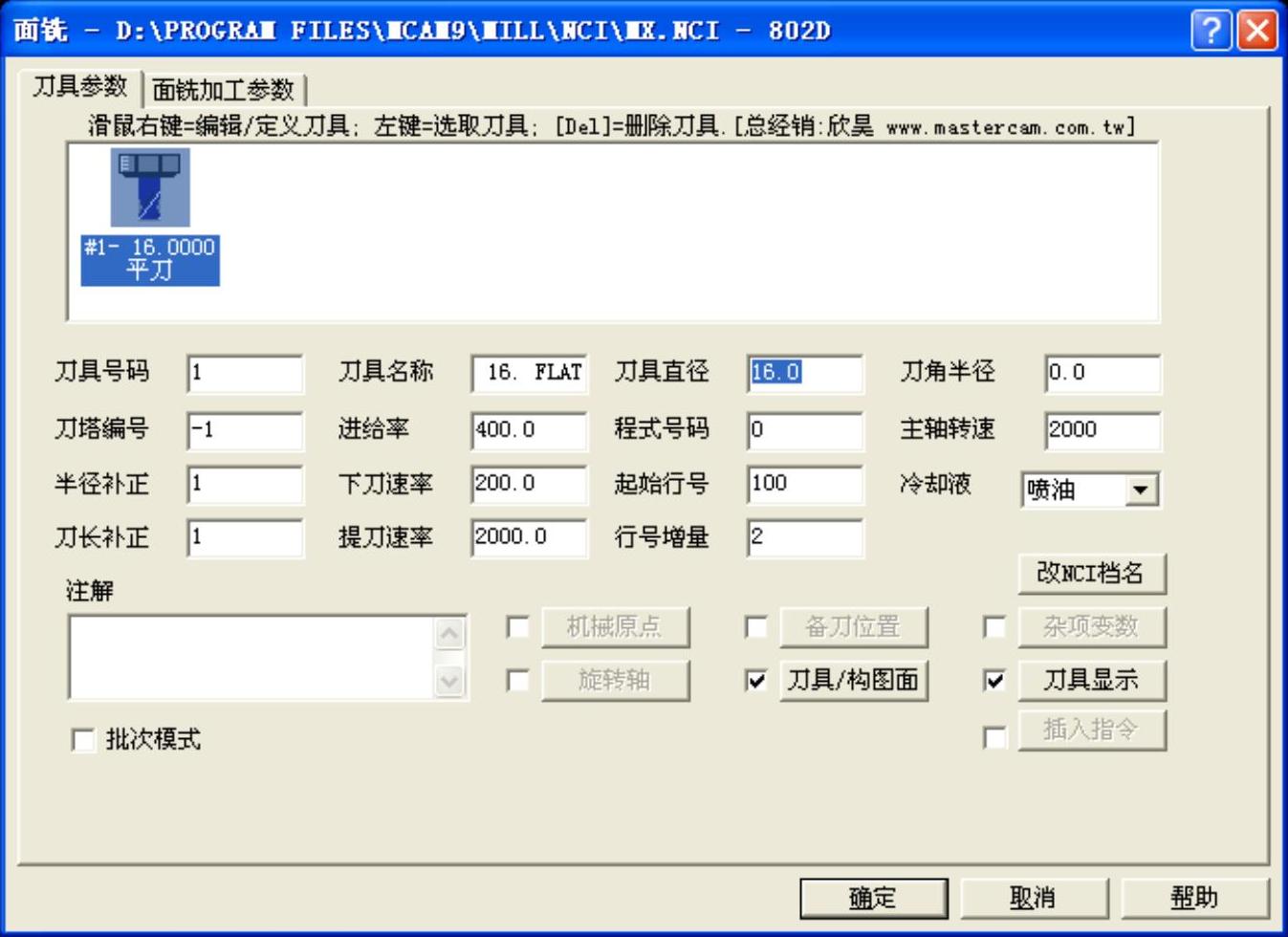
图1-11 “面铣”对话框
4)将鼠标移动到#1-16平刀,单击鼠标右键,弹出“定义刀具”对话框,如图1-12所示。(https://www.xing528.com)
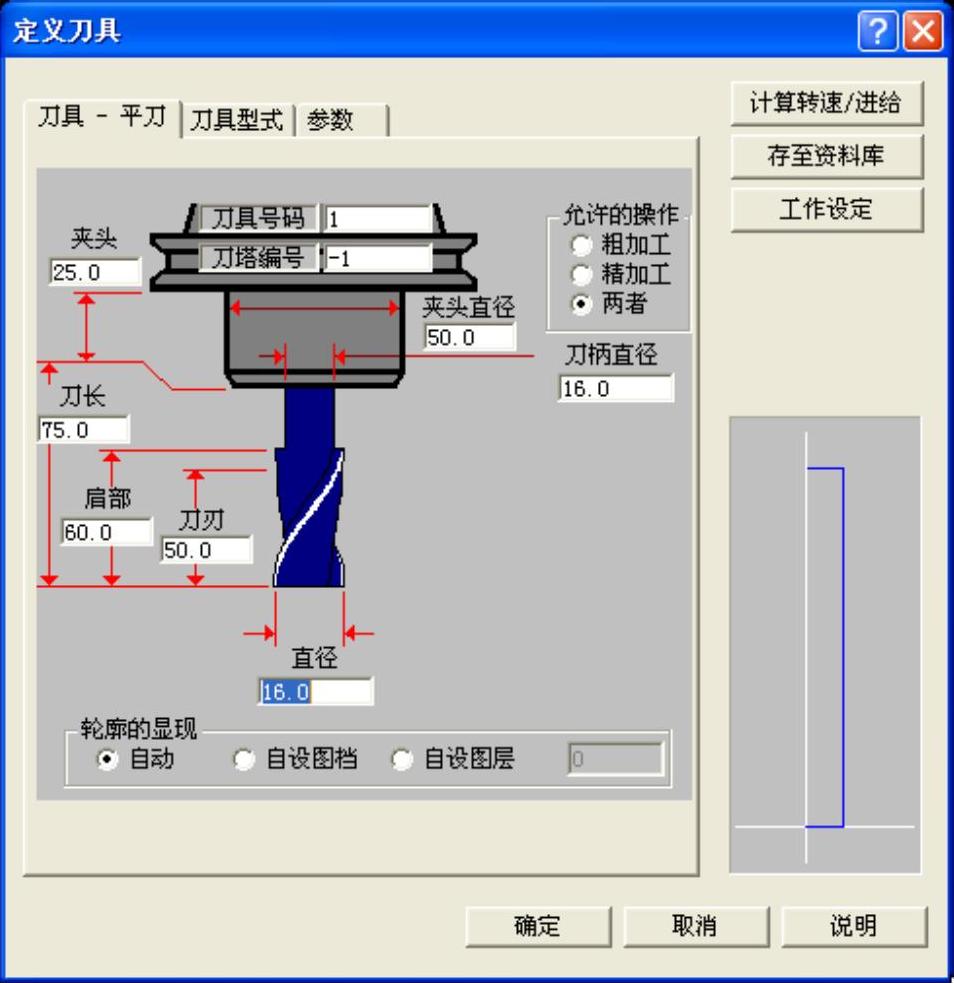
图1-12 “定义刀具”对话框
5)单击“工作设定”,进入“工作设定”对话框,如图1-13所示。
6)输入X:1200、Y:800、Z:300,定义毛坯大小,进给率的计算点选“依照刀具”,勾选“显示素材”,单击“确定”两次,返回“面铣”对话框。
7)单击“面铣加工参数”,进入“面铣加工参数”选项卡,设定参考高度:30.0,进给下刀位置:3.0,点选“增量坐标”,深度:-0.3,其余默认,单击“确定”,如图1-14所示。
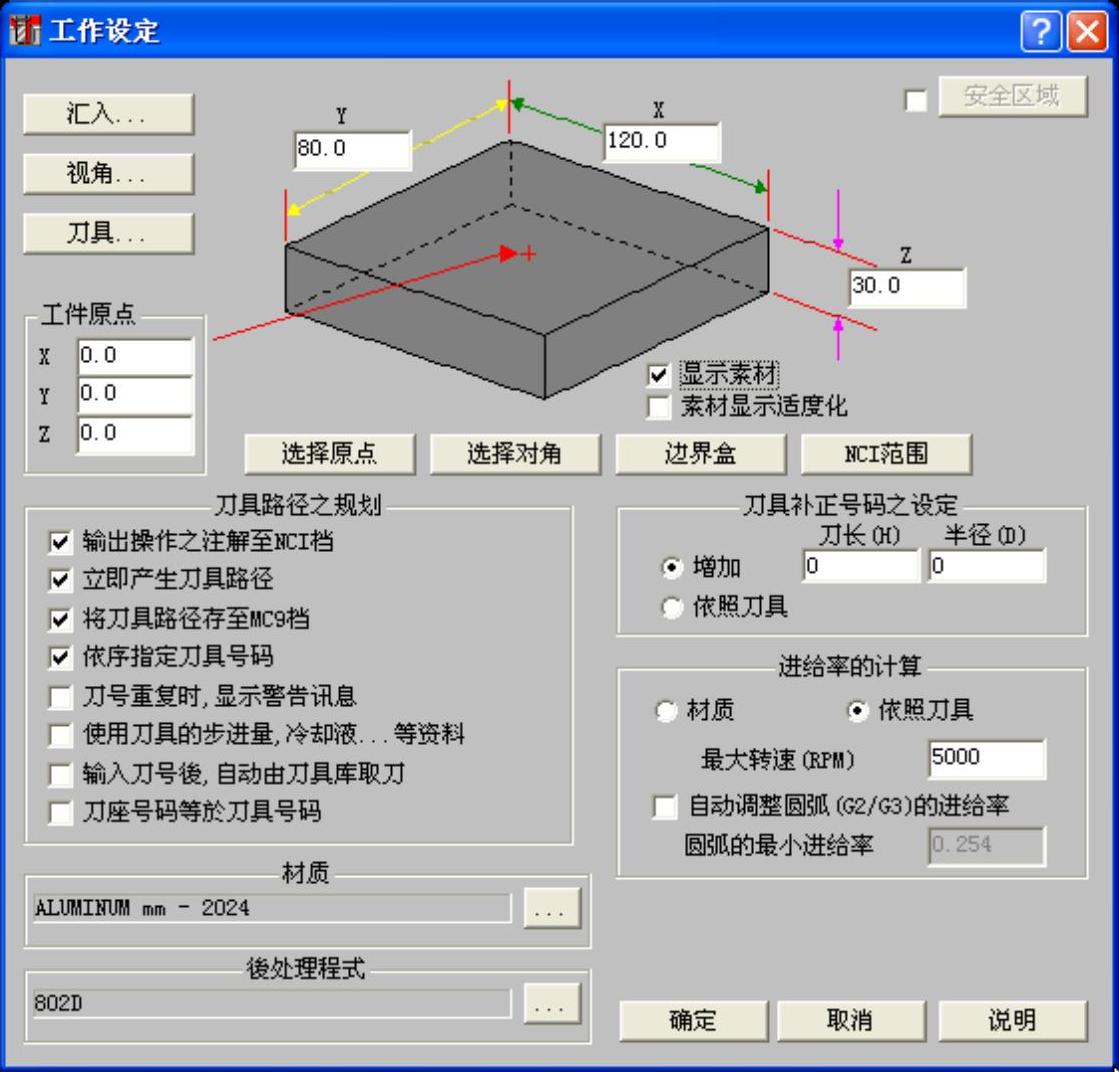
图1-13 “工作设定”对话框
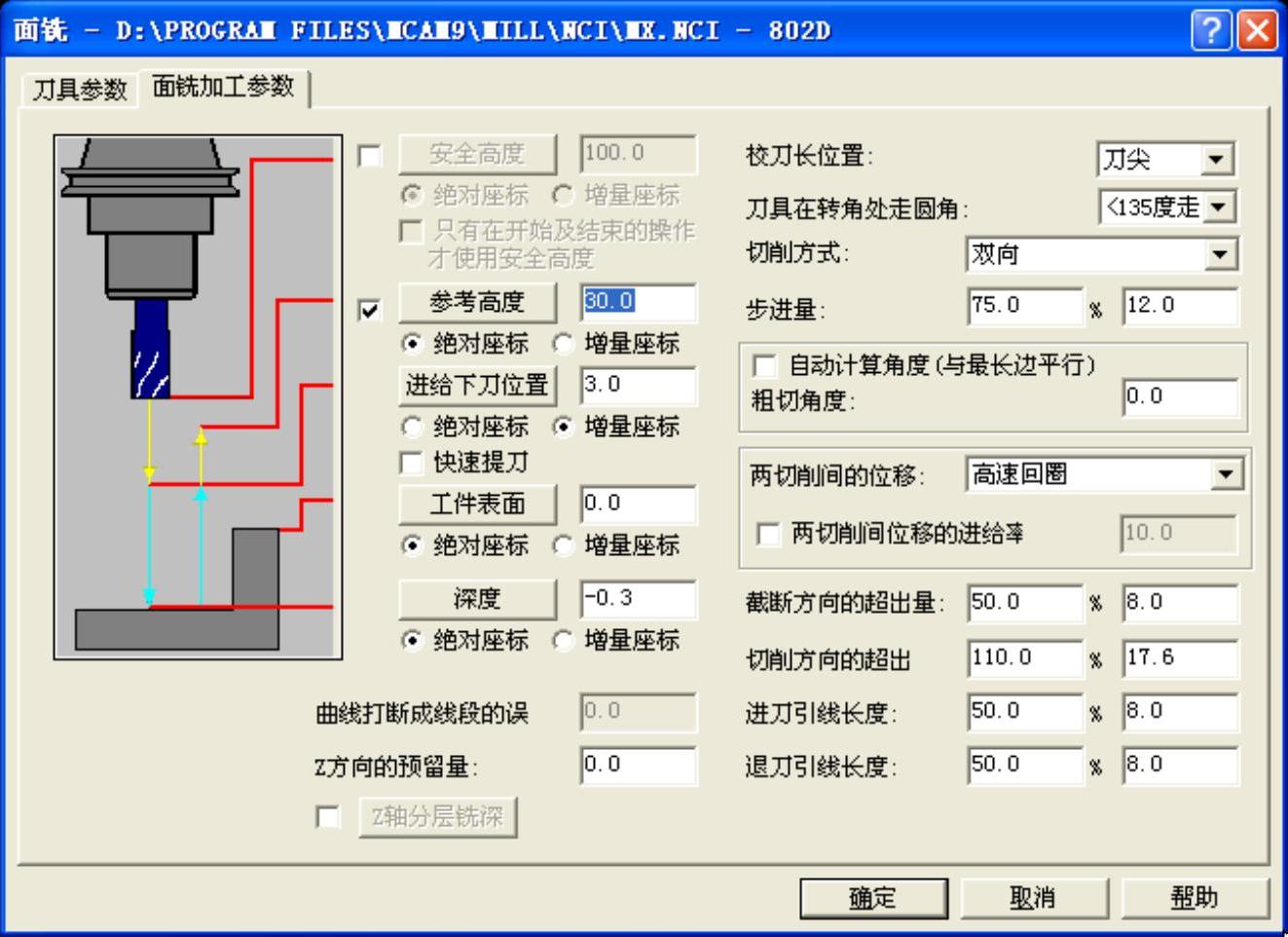
图1-14 面铣加工参数
8)系统自动弹出“操作管理员”对话框,如图1-15所示。
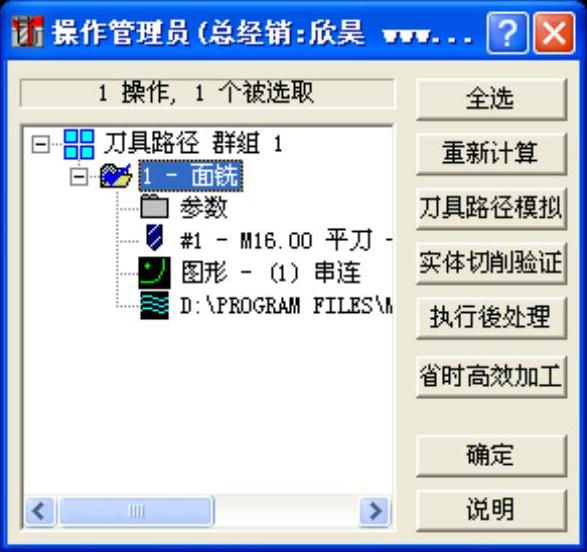
图1-15 “操作管理员”对话框
9)单击“实体切削验证”,单击 播放,仿真加工过程和结果如图1-16所示。在主菜单区单击“档案”、“存档”,将本例保存为“面铣.mc9”文件。
播放,仿真加工过程和结果如图1-16所示。在主菜单区单击“档案”、“存档”,将本例保存为“面铣.mc9”文件。
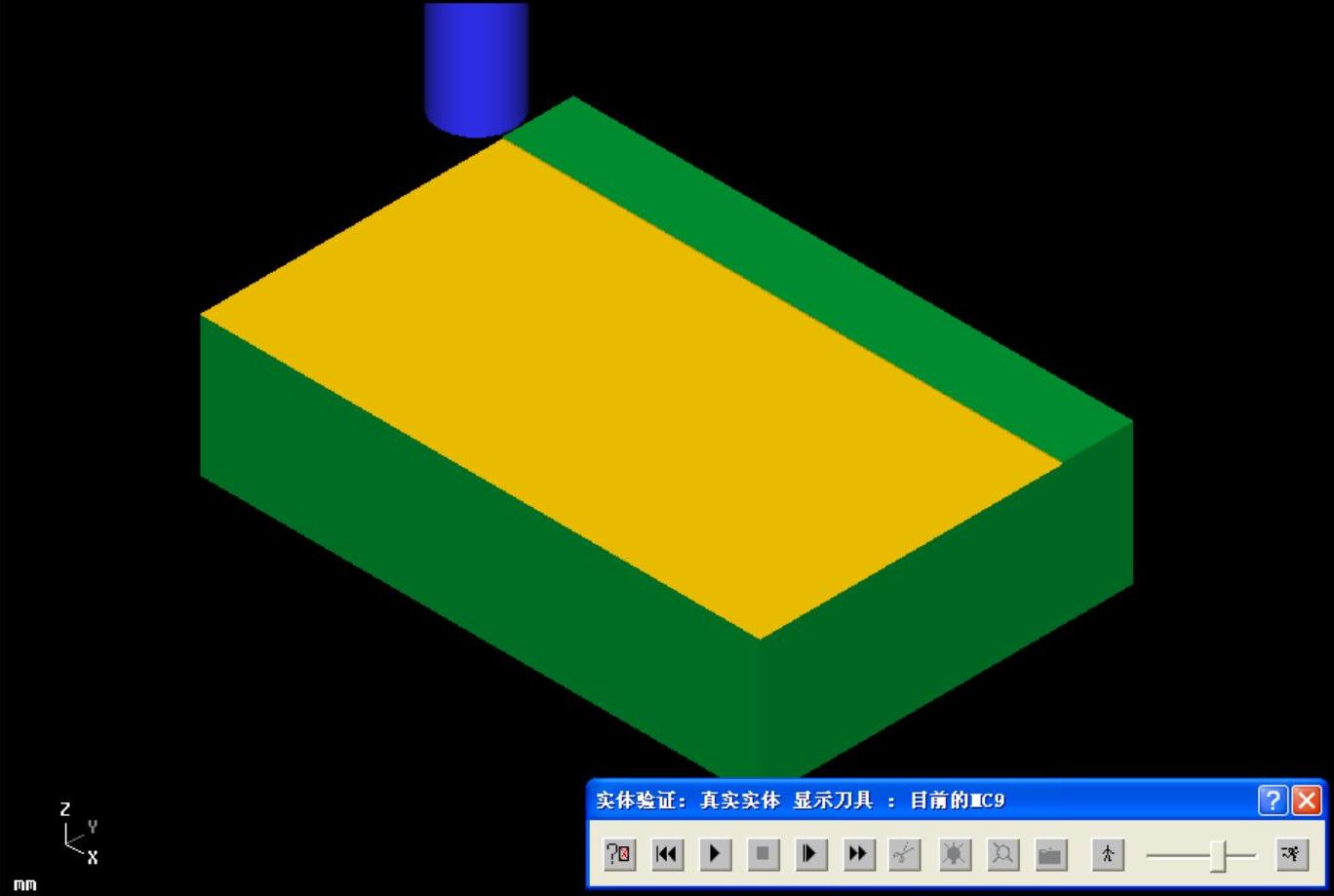
图1-16 面铣实体切削验证
注:
本例主要用来说明面铣的过程。刀具的建立也可以选择“建立新刀具”。转速、进给率一般不要在“定义刀具”对话框的“参数”选项卡中修改,主要是因为同一把刀具用在不同的工序中加工参数有可能不同。“工作设定”也可以直接由主菜单区单击“刀具路径”、“工作设定”弹出。毛坯的选择一定要以实际测量的毛坯数值为准,毛坯过大或者过小,实体切削验证的效果会不真实。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。