



1)对经过清洗的零部件,应进行仔细的检查;对精密加工的表面,可利用放大镜加以检查,并视情况进行修理。
2)对经过清洗后的针阀偶件可以进行简单的滑动性试验,以检查偶件是否能应用。检查的方法是将沾有清洁柴油的针阀放入针阀体内,然后将针阀倾斜45°,将针阀拉出全长的1/3,放手后针阀应靠其自身的重量,缓慢而又顺利地全部滑下,不能有任何阻碍、卡住等现象。
对于喷油嘴偶件,如发现有严重缺陷时应调换新品,对于缺陷不严重的可用研磨方法进行修复。一般针阀、针阀体和喷油器体之间遇有下列情况,则可以进行研磨修正:
①针阀与针阀体配合不够光滑或滑动试验不符合要求时,可在针阀抹上清洁的凡士林或柴油,将针阀柄部夹在有纯铜钳口的台虎钳上,套上针阀体,用手进行左右转动研磨。研磨时不要拍击,时间不要太长,以免过度磨损。研磨几分钟后应将偶件清洗,并作滑动性试验,直至符合要求。
②针阀与针阀体锥形密封面有轻微损伤(用放大镜观察针阀的锥形密封面可发现),可用手T研磨密封锥面,如图3-21所示。研磨时,在密封锥面上涂些氧化铬膏。注意不要涂到喷针和导向部分,以免造成部分磨损过大,甚至报废。
③调试油嘴时,如果雾化尚好,断油也干脆,但慢压油时有漏油现象,这表明喷孔部分有磨损,需要进行缩孔。缩孔的目的是缩小因磨损而扩大了的喷孔,提高喷油质量及射程,减少废气侵入。缩孔后还要进行研磨,恢复缩孔后被损坏了的喷油部分的配合间隙,加强封闭严密性。缩孔的方法如图3-22所示,在针阀体中央放一个滚珠(喷孑L直径为Imm,放直径3mm的滚珠:喷孔直径为1.50mm.用直径4mm的滚珠:喷孔直径为2mm,用直径6mm的滚珠),用小锤轻轻地将滚珠敲击一下,进行缩孔。要特别注意,因为喷孔是可以多次缩孔修复的,所以前两次敲击时,用力应轻勿重。如缩孔后不能恢复指标,或用力较大损坏了喷孔部分的配合间隙和封闭部分的严密性,则必须再进行研磨。
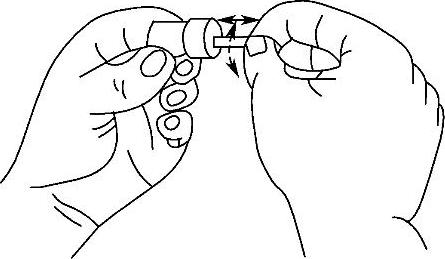
图3-21 手工研磨密封锥面(https://www.xing528.com)
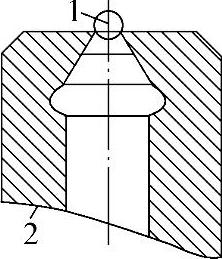
图3-22 缩孔
1—滚珠 2—针阀体
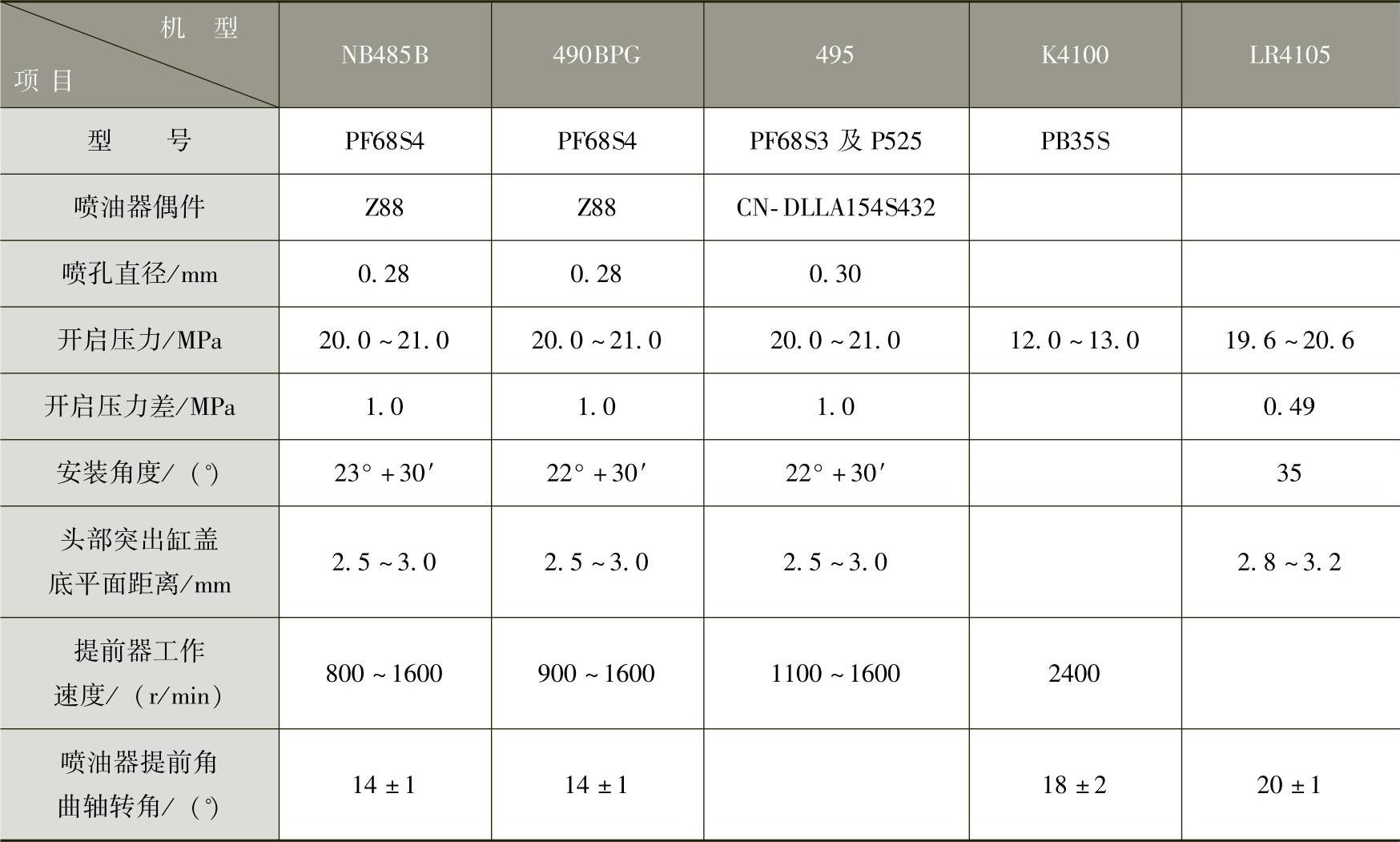
3)对检验不合格或不可修复的零件应换用新件。喷油器技术参数如表3-10所示。
表3-10 喷油器技术参数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。