



(1)调速器的分解 国产Ⅱ号喷油泵装用的球盘式离心全速调速器分解如图3-19所示。
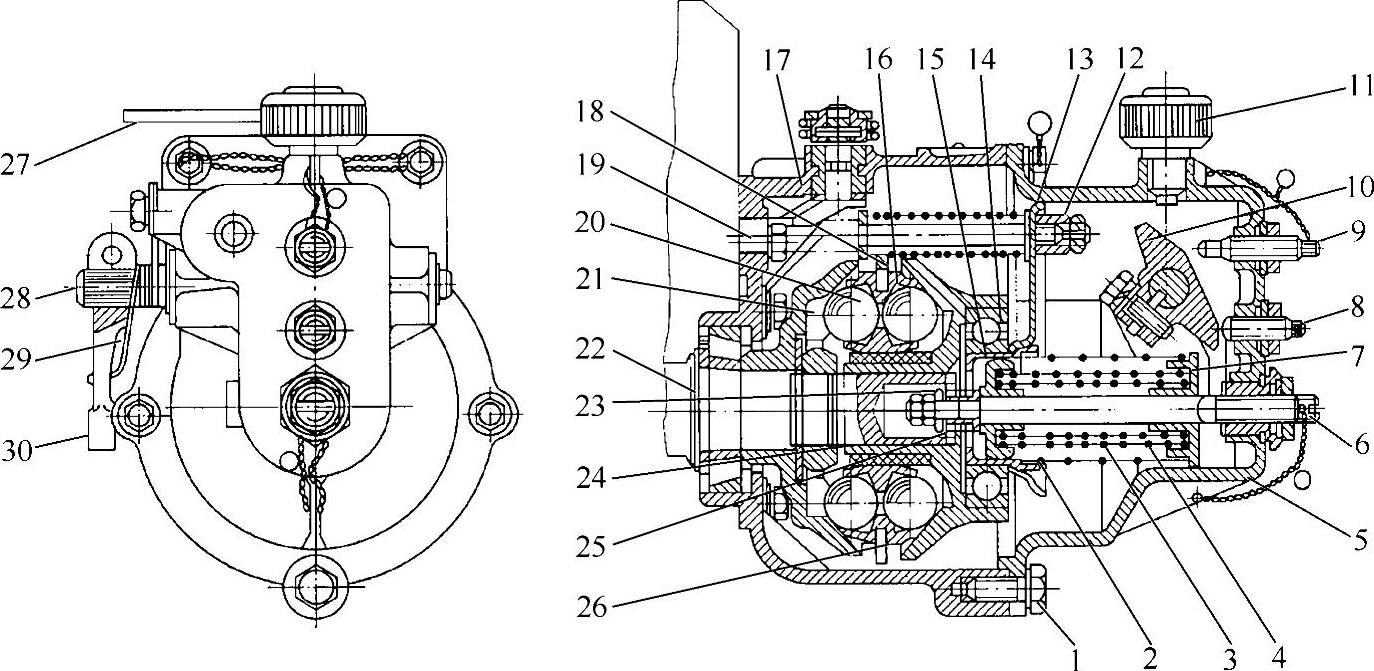
图3-19 Ⅱ号喷油泵用全速调速器
1—放油螺钉 2—起动弹簧 3—高速调速弹簧 4—低速调速弹簧 5—调速器后盖 6—调节螺栓 7—弹簧后座 8—低速限止螺钉 9—高速限位螺钉 10—调速叉 11—加油口螺塞 12—拉杆螺母 13—拉板 14—起动弹簧前座 15—调速弹簧前座 16—飞球座 17—调速器前壳 18—飞球保持架 19—油量调节拉杆 20—飞球 21—驱动锥盘 22—喷油泵凸轮轴 23—垫圈 24—校正弹簧 25—校正弹簧座 26—推力锥盘 27—停机手柄 28—操纵轴 29—扭力弹簧 3—操纵摇臂
1)拆下调速器盖固定螺栓,取下调速器后盖5,将盖与壳之间的垫片保存好。
2)拆下油量调节拉杆19后端拉板13的固定和调节螺母,并记录拧松的圈数,以便正确装配。取推力锥盘26和飞球组合件。
3)松开调节拉杆限位螺钉,取出油量调节拉杆19。
4)在凸轮轴的一端暂时装上一个联轴器,将其卡住,不使凸轮轴转动。用特制的长套筒扳手,拆下驱动锥盘21的固定螺母,取出碟形垫圈和锥盘。
5)如果凸轮轴及轴承无故障,一般不必拆下,如果有问题则应拆下后轴承卡环,冲出凸轮轴,下轴承。
6)分解调速盖。
7)拧下调节螺栓6,取出调速弹簧和弹簧座。
8)拆下调速叉10的紧固螺钉,取出调速叉,拆下调速叉轴的卡环,取出调速叉轴。
1)仔细检查调速器飞块的铰接处,如调速器飞块轴及轴套、滚轮轴及轴孔等有无磨损,若严重磨损则应更换。若滚轮的工作表面磨损过大.也应更换。
2)检查所有杆件的铰接处磨损情况.如磨损、飞边以及凹坑斑点等。在大修时,所有有磨损的零件都应更换或检修。若杆件变形,应矫正或更换。
3)检查其端面和轴孔的磨损情形.,如果磨损严重到影响调速器工作的灵敏性和调整性,应更换。
4)在调速器大修时,通常要更换调速器弹簧,并且在装复前应在弹簧试验器上对弹簧进行测试,合格后才能装复使用。
5)在调速器大修时,所有的轴承与衬套都应换用新件。
(3)调速器的装配 在所有的零部件都已修理合格或更换之后,应根据制造厂的使用说明书重新装配和调整好调速器,并起动运转柴油机,检查空车高转速和怠速慢速是否正确。(https://www.xing528.com)
1)用专用工具装复花盘组件。拧紧固定螺母以后,用百分表测量花盘传动轴套外圆的径向圆跳动量不得大于0.03mm。如果超过标准,将引起调速器工作不稳定,应查明原因,拆下清洁以后重装。
2)装入飞球组合件和推力锥盘。要求推力锥盘在轴套上进行滑动时,没有卡滞现象。
3)将拉板套到油量调节拉杆上,旋动调节螺母,使油量调节拉杆处在正确的位置。将推力锥盘向前推到底时,拉板与调整螺母之间不得出现间隙,同时还要保证柱塞的调节臂与拉杆上的调节叉的配合,两者不能脱开。调整合适后,用固定螺母锁紧。
4)按与分解调速器盖内的零件相反的顺序安装调速器盖内的零件。
装复调速器后盖,检查操纵轴和凸轮轴转动时有无卡滞现象和异常响声。
(4)国产Ⅰ号喷油泵全速式机械调速器的调试
1)在调试前,应松开怠速副弹簧、校正弹簧和转矩弹簧,使弹簧不起作用,再确定供油齿杆零点位置,完成供油正时的精调和额定转速供油量的粗调。然后松开止动螺栓,将其节流阀操纵臂往停油方向扳到底,旋进止动螺栓,使供油齿杆比原位置推进0.5~1.0mm,最后紧固止动螺栓。
2)高速控制的调整。将节流阀操纵臂固定在全负荷位置,使喷油泵转速逐渐上升,当达到比额定转速大10r/min左右时,供油齿杆应开始向减油方向移动。若不符合上述情况,应调整最大转速止动螺栓(高速止动螺栓与怠速止动螺栓分别处于操纵臂两边,并与怠速止动螺栓位置相对),但此螺栓的调整会影响额定转速供油量,因此调整后需要对供油量进行复查。
3)校正装置的调整。校正装置安装在调速拉力杆的下部(此装置根据需要安装),它的调试方法与两速式机械调速器类似。
4)怠速的调整。在停机的同时,扳动节流阀操纵臂,使供油齿杆位于10~11mm的位置。开机后,通过调整调速器背面中部的怠速副弹簧,可使转速符合预定怠速控制转速范围的要求。
(5)两速式机械调速器的调试 两速式机械调速器主要对怠速和超速进行控制,因此调试重点应该放在高速控制、怠速控制的作用起点及作用终止点上,其调试步骤如下:
1)在调试调速器前,应确定供油齿杆零点位置,完成供油正时精调和各种供油量的粗调。
2)高速控制的调整。将节流阀操纵臂固定在全负荷位置,使泵转速逐渐上升,当达到比额定转速大10r/min时,供油齿杆应开始向减油方向移动。若不符合要求,应当调整最高转速调节螺钉,继续提高转速。当达到比额定转速大100~120r/min时,供油齿杆应能向减油方向移动至零点位置而使供油完全停止。如不能停油,则表明调速弹簧已变软,继续增速至比额定转速大150r/min,仍不能停油时,应更换调速弹簧。
3)怠速控制的调速。把节流阀操纵臂置于怠速位置,使喷油泵在低于怠速的转速下动作。然后逐渐加速,并观察供油齿杆的位置变化,当向减油方向移动时,此时的转速就是调速器低速控制起作用的转速。此转速应不高于柴油机怠速所规定的转速。继续加速,供油齿杆还会向减少供油方向移动。当这种移动停止时,即为调速器低速作用终止的转速,此时供油应当停止,超出的转速值不大于200r/min为正常。若不符,可调整怠速弹簧总成的旋进位置(注意:在调节怠速弹簧时,与供油齿杆相对的稳速弹簧应完全放松,使之不起作用)。如经反复调整后仍不能达到要求,可适当调整齿杆行程调整螺栓(注意:调整过此螺栓后,全负荷供油量会发生变化,需作适当处理)。
4)稳速弹簧的调整。稳速弹簧能在柴油机急剧减速时,迅速地把供油齿杆推回到怠速位置。当调速器怠速控制调整好后,在怠速下旋进稳速弹簧螺钉,使供油齿杆位置增加0.5mm.然后加以紧同即可。
5)止动螺栓的调整。调整好稳速弹簧后,记下怠速时供油齿杆的位置,然后停机。将油门操纵臂向停油方向扳动,当供油齿杆退至比怠速时的位置短Imm时,不再继续扳动操纵臂,并旋进止动螺栓,在同油门操纵臂接触处,将止动螺栓予以紧同。这是为了防止油门操纵臂往停油方向扳动时,对调速器内部连杆系统产生过分的冲击。
6)校正装置的调试。若有特殊的需要,为提高柴油机中、低速转矩,可以在调速器内加装校正弹簧总成(这是在高、低速控制已调好后才进行的项目)。调试时,将油门操纵臂扳向最大供液位置,使喷油泵转速控制在额定转速的60%~70%处,旋进校正弹簧总成,使供油齿杆略向加油方向移动即可。旋进程度以需要增加多少供油量而定,而校正装置起作用的范围,可通过调整校正弹簧的预压量来改变。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。