



【摘要】:低熔点合金铸造压型制造方法简单,生产周期短,压型报废后易熔合金可以回收,成本低廉。常用易熔合金压型成分及性能如表1-10所示。图1-19 低熔点合金铸造压型制作流程表1-10 常用易熔合金压型成分及性能(续)制型 先用砂型或石膏做成一个半型作为假箱,假箱经烘烤到低于合金熔点50~60℃后放上加固框,浇入预先准备好的合金液,待凝固后翻转180°,去掉假箱,另半个压型即以此为假箱,放上加固框,浇注合金液成另一半型。
低熔点合金铸造压型制造方法简单,生产周期短,压型报废后易熔合金可以回收,成本低廉。其主要制作步骤为:准备加固框→准备母模→母模预热→合金熔化→制型→焊补,详细工艺如图1-19所示。
(1)准备加固框 加固框一般是钢质材料,内侧做出几道凹槽或焊上几块凸台,以便能与低熔点合金嵌合牢固。它的作用是提高压型刚度,一般壁厚约6mm。
(2)准备母模 母模应用黄铜、青铜或钢制作,其表面粗糙度值Ra应在1.6~3.2μm之间。
(3)母模预热 浇注合金前母模温度要预热到合金熔点的0.5~0.6倍。
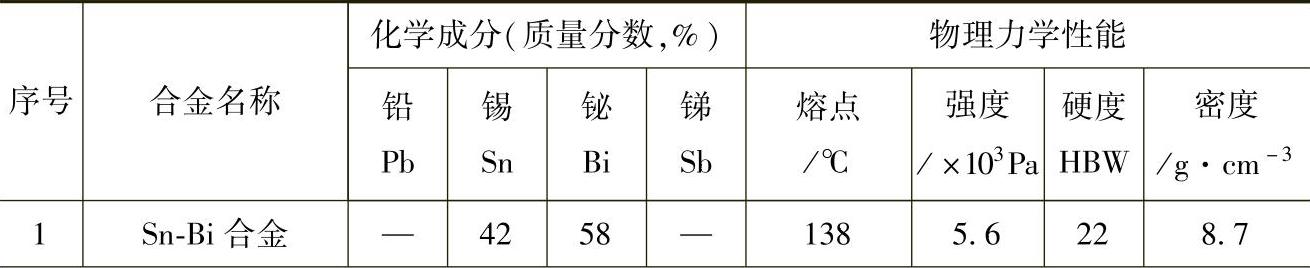
(4)合金熔化 合金液的浇注温度则应过热到熔点以上30~50℃。常用易熔合金压型成分及性能如表1-10所示。为了避免合金熔化后被氧化,可在表层放入少量木炭。
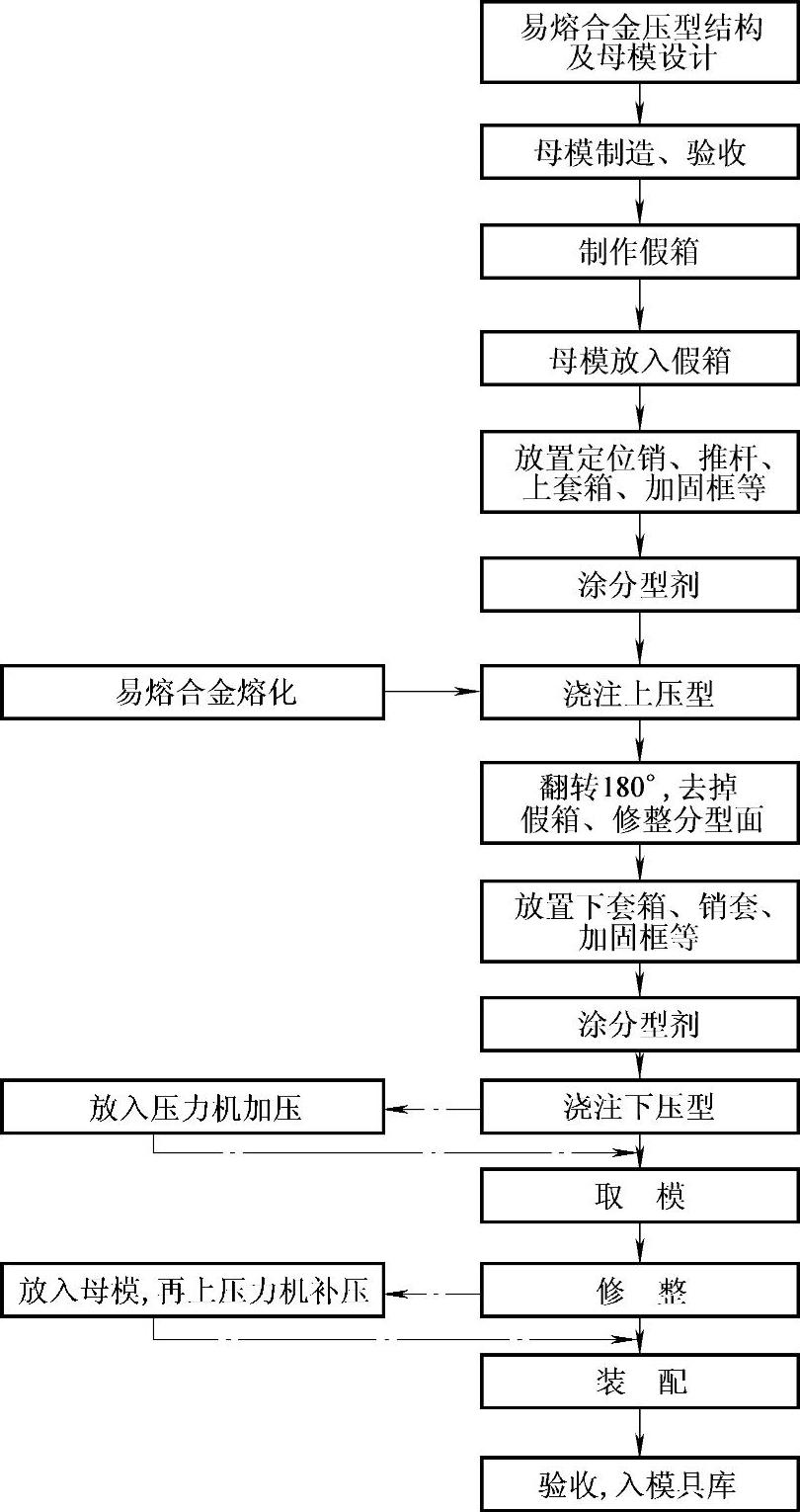
图1-19 低熔点合金铸造压型制作流程
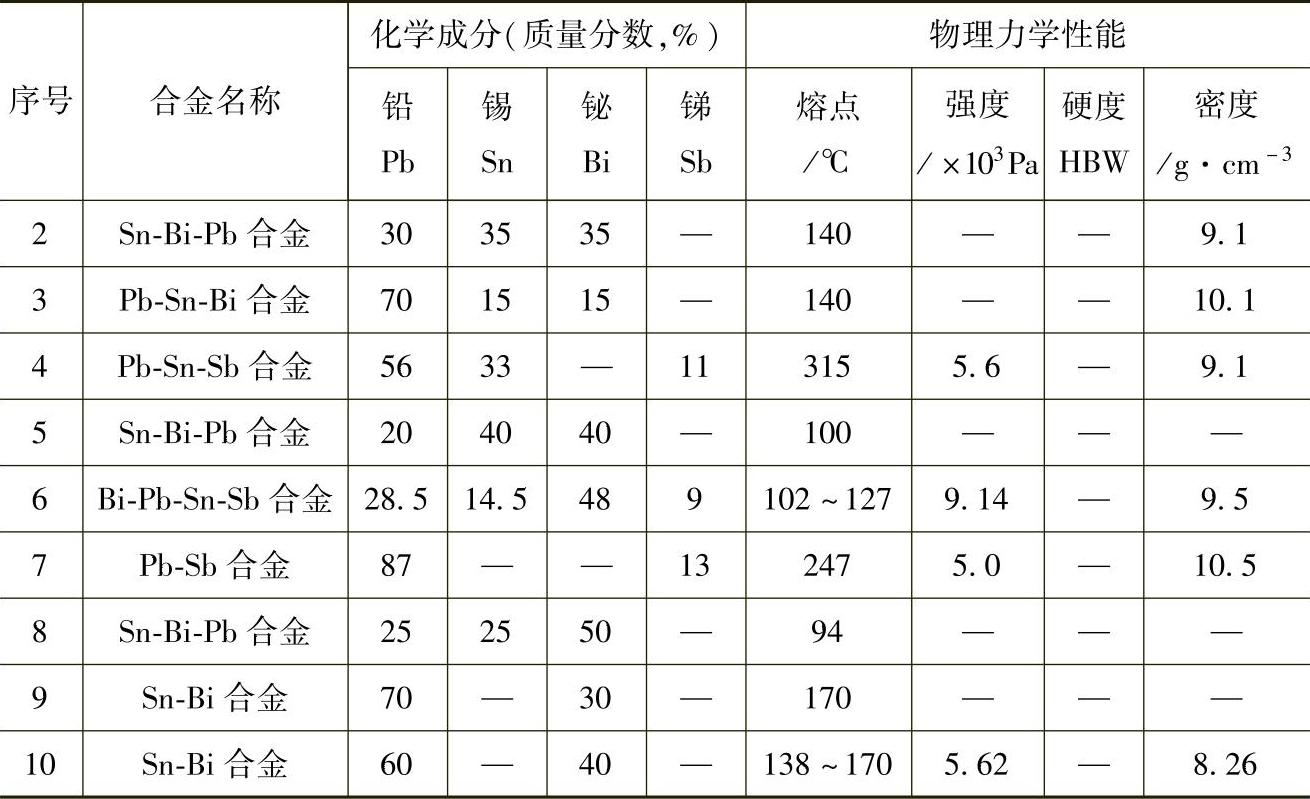
表1-10 常用易熔合金压型成分及性能
 (https://www.xing528.com)
(https://www.xing528.com)
(续)
(5)制型 先用砂型或石膏做成一个半型作为假箱,假箱经烘烤到低于合金熔点50~60℃后放上加固框,浇入预先准备好的合金液,待凝固后翻转180°,去掉假箱,另半个压型即以此为假箱,放上加固框,浇注合金液成另一半型。拆开两半型,取出母模,精整修理型腔表面(严禁打磨分型面),最后按设计要求钻出注蜡口。压型制造过程如图1-20所示。
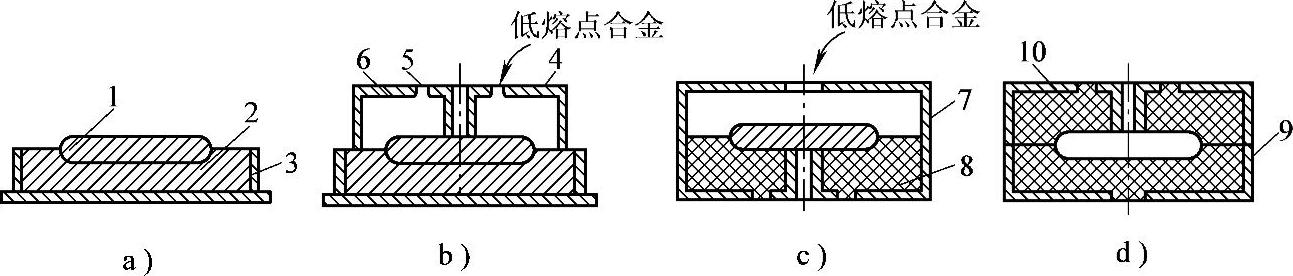
图1-20 压型制造过程示意图
a)放置母模 b)浇注上压型 c)浇注下压型 d)压型装配 1—母模 2—假箱 3—加固框 4—上型腔 5—注蜡口 6—易熔合金 7—下型框 8—上型框 9—压型 10—型腔
(6)焊补 制好的压型有缺陷时,允许用与压型相同的合金补焊。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。