



【摘要】:根据金属液注入型腔的不同方式,浇注系统可分为顶注式、底注式、侧注式和联合注入式4种类型。其优点是能使金属液由型腔下部向浇注系统部分顺序凝固,获得组织致密的铸件。图1-15 底注式浇注系统图1-16 侧注式浇注系统4)联合注入式浇注系统,就是指同时兼有上述方式中的几种,如图1-17所示。
根据金属液注入型腔的不同方式,浇注系统可分为顶注式、底注式、侧注式和联合注入式4种类型。
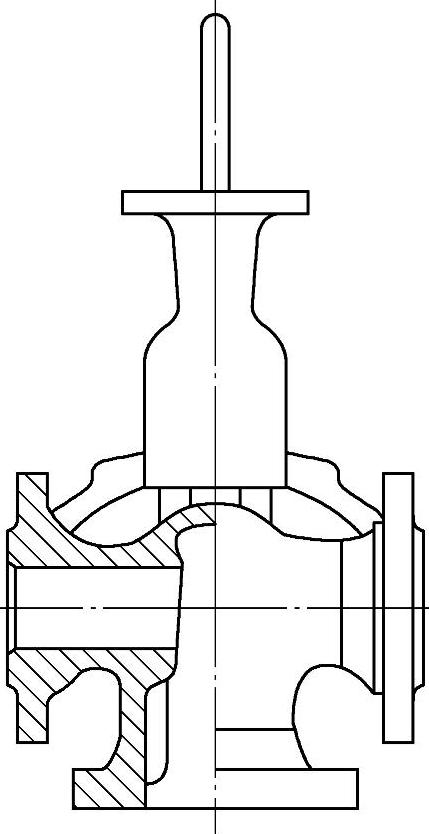
图1-14 顶注式浇注系统
1)顶注式浇注系统,就是指金属液从型腔顶部注入,如图1-14所示。其优点是能使金属液由型腔下部向浇注系统部分顺序凝固,获得组织致密的铸件。缺点是浇注时金属液容易产生飞溅、涡流,易卷入气体和夹杂物,容易使铸件产生夹渣和气孔。
2)底注式浇注系统,就是金属液平稳地从型壳的下部注入,型腔中的气体能自由地从上部逸出,有良好的出气排渣作用,浇出的铸件表面光洁,如图1-15所示。这种形式尤其适用于浇注铜、铝等非铁合金铸件。其缺点是底部与顶部的金属液温差大,不利于顺序凝固,需增设冒口。
3)侧注式浇注系统,就是金属液由铸型型腔侧面水平或倾斜注入,如图1-16所示。这种方式对型壳的冲击以及排气性能都比顶注要好,整体型壳的温差比底注式小,铸件补缩效果好。而且一根直浇道可焊多个熔模,是一种应用广泛且工艺成品率较高的浇注方式。(https://www.xing528.com)
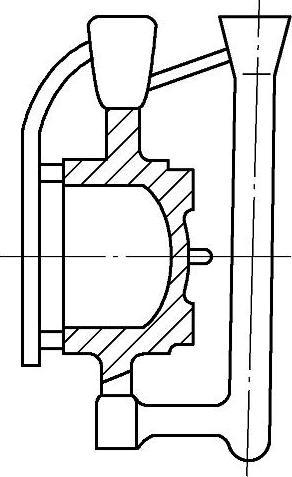
图1-15 底注式浇注系统
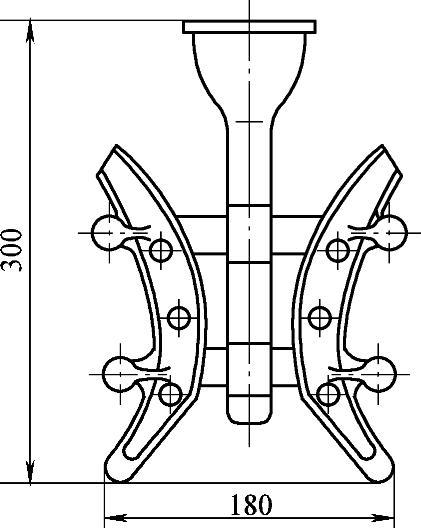
图1-16 侧注式浇注系统
4)联合注入式浇注系统,就是指同时兼有上述方式中的几种,如图1-17所示。但其结构组成复杂,仅用于尺寸较大且热节分散的精铸件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。