



1.磁化的方式和方法
在磁粉检测中,通过磁场使工件带有磁性的过程称为工件的磁化。
(1)直流电磁化法和交流电磁化法 直流电磁化时,采用低电压、大电流直流电源。直流电源产生的磁力线稳定,穿透力强,能发现离工件表面较深的缺欠;但直流电磁化设备较复杂,成本较高;另外,被磁化的工件有很大的剩磁,检测后必须进行退磁。这种方法应用得较少。交流电磁化是采用低电压、大电流的交流电源,产生的磁力线不如直流电产生的磁力线稳定,而且交流电在工件中产生趋肤效应,穿透力较浅,只能发现离工件表面较近的缺欠。但由于交流电方便,设备简单,所以应用较广泛。
(2)直接通电磁化和间接通电磁化 直接通电磁化又称直接励磁法,即在工件上直接通电流以产生磁力线进行检测。此种方法设备十分简单,但工件表面接电源时,要求接触良好,否则会将工件表面烧伤,同时直流电流使工件发热,如果掌握不好,会使工件性能发生变化。间接通电磁化又称间接励磁法,即工件磁化是利用检测仪产生的磁场磁化工件的,这样可以避免直接通电磁化时产生的弊病,同时间接磁化的检测仪是用线圈产生磁场,可用改变线圈的匝数来获得较强的磁场,调节方便,使用广泛。
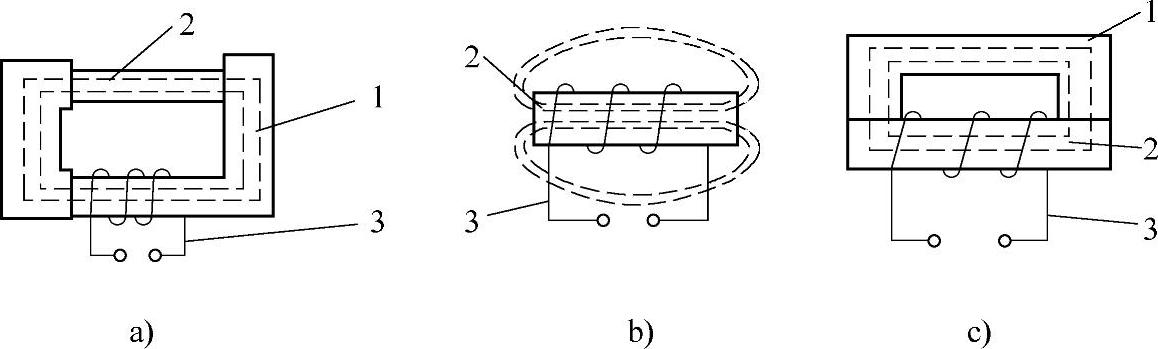
图7-133 纵向磁化法
a)铁轭磁化 b)开端磁化 c)闭端磁化
1—铁轭 2—工件 3—线圈
(3)纵向磁化、周向磁化和联合磁化 工件磁化后,磁力线在工件中的方向与工件或焊缝的轴向平行,称为纵向磁化。纵向磁化可用来发现与工件或焊缝纵向轴线垂直的横向缺欠。纵向磁化常用的有铁轭磁化、线圈开端磁化和线圈闭端磁化等几种形式,如图7-133所示。铁轭磁化时,在铁轭的开端放上工件,线圈通电后,磁力线通过工件并与铁轭形成磁回路。此种方法用于检测小工件,优点是无需将磁化线圈绕到工件上,但要求铁轭与工件有良好接触。线圈开端磁化法是在工件上绕上线圈或用预先绕好的线圈套在工件上,然后将线圈通电使工件磁化。其优点是设备轻便,在电流足够时,只要在工件上绕上数匝线圈就可以使工件磁化。其缺点是磁力线由两极出来后经空气构成回路,磁场不如铁轭磁化法强。线圈闭端法和线圈开端法基本上相同,所不同的是外加一铁轭,利用铁轭来加强磁感应和改良工件两端的磁化情况,因此其灵敏度比线圈开端磁化法高。
工件磁化后,磁力线在工件的分布是环绕工件轴线成很多的同心圆,这样的磁化称为周向磁化。它用来发现与工件(或纵向焊缝)轴线平行的纵向缺欠。周向磁化有直接通电磁化和间接通电磁化两种类型。直接通电周向磁化是在被检的工件上局部或整个通以低电压大电流,产生周向或横向磁力线来发现缺欠,可以检测平面状工件上的缺欠,如图7-134所示。间接通电磁化用于检测管类和带孔工件中的缺欠,如图7-135所示。
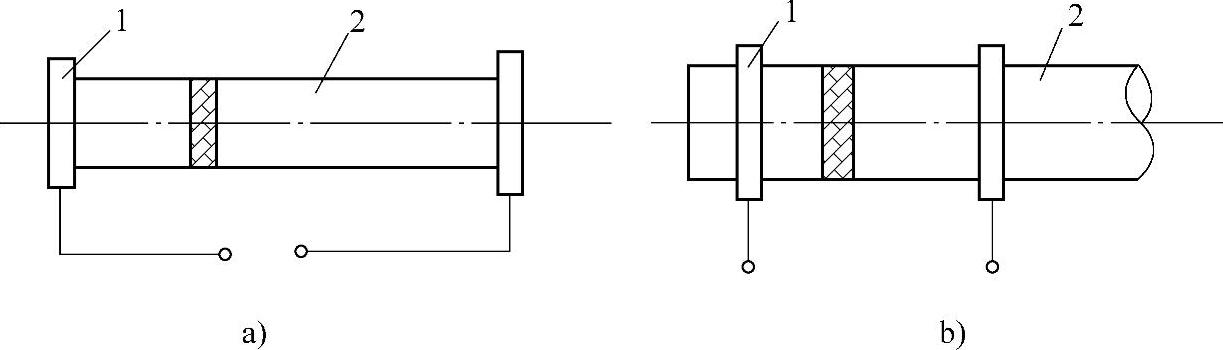
图7-134 直接通电周向磁化法
a)整体磁化 b)局部磁化
1—电极接头 2—工件
联合磁化法是将纵向和周向磁化同时作用在工件上,使工件得到由两个互相垂直的磁力线作用而产生的合成磁场,通过改变纵向或周向的磁化强度可取得不同倾角的合成磁场,就可发现与工件轴线不同倾角的缺欠,以检查各种不同倾斜方向的缺欠。
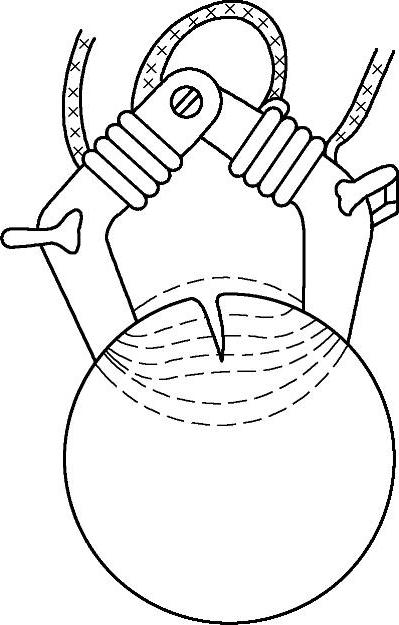
图7-135 间接通电周向磁化法
(4)磁化电流的确定 磁粉检测磁化电流的确定与工件材料的磁导率、工件的尺寸、电流的性质以及磁化方法等因素有关。为了避免复杂的计算,一般采用简单的经验公式来选取。(https://www.xing528.com)
圆柱体工件,当工件直接通交流电源磁化时,I=(6~18)d,式中,I是磁化电流,单位为A;d是工件直径,单位为mm。
当工件间接通交流电源磁化时,I=(20~30)d/n,式中,I是磁化电流,单位为A;d是工件直径,单位为mm;n是磁化线圈的匝数。
当改用直流电流磁化时,可将计算出来的电流值降低30%~35%来使用。
2.退磁
经磁粉检测的工件都会有剩磁,这些剩磁会带来很多不利的影响,必须进行退磁。
退磁时可采用一个恰好能克服该工件剩磁的反向磁场磁化工件,可以得到一个剩磁强度低于原剩磁的新剩磁,这样多次换向、减弱磁场,达到退磁的目的。
(1)退磁一般要求 规定检测后加热至700℃以上进行热处理的工件,一般可不进行退磁。有些场合,磁粉检测前必须进行退磁。这是因为初始剩磁引起的铁屑吸附、反向磁场或虚假显示可能会限制检测的有效性。在下列情况下工件应进行退磁。
1)当检测需要多次磁化时,如认定上一次磁化将会给下一次磁化带来不良影响。
2)工件的剩磁会对以后的机械加工产生不良影响。
3)工件的剩磁会对测试或计量装置产生不良影响。
4)工件的剩磁会对焊接产生不良影响。
(2)退磁方法 退磁要求采用交变磁场,其强度由大于等于磁化强度的初始场强开始逐渐变小。退磁可分为交流退磁法和直流退磁法两种。
1)交流退磁法是指将需退磁的工件从通电的磁化线圈中缓慢抽出,直至工件离开线圈1m以上时,再切断电源;或将工件放入通电的磁化线圈内,将线圈中的电流逐渐减小至零;或将交流电直接通过工件并逐步将电流减到零。
2)直流退磁法是指将需退磁的工件放入直流电磁场中,不断改变电流方向,并逐渐减小电流至零。当工件采用直流技术磁化时,完全退磁通常很难达到,应采用低频或反向的直流电。
3)大型工件可使用交流电磁轭进行局部退磁,或采用缠绕电缆线圈分段退磁。
(3)剩磁测定 工件的退磁效果一般可用剩磁检查仪或磁场强度计测定,剩磁应不大于0.3mT。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。