



钢制管道环向对接焊接接头的超声波检测可参照GB/T15830—2008进行。其检测方法和质量分级适用于壁厚为15~120mm,标称直径大于或等于159mm的钢制承压管道环向对接焊接接头超声检测,不适用于铸钢、奥氏体型不锈钢的管道环向对接焊接接头超声检测。
1.检测系统
(1)仪器 仪器应符合下列要求。
1)检测仪性能指标应按JB/T9214规定的方法进行测试,其工作频率范围至少为1~5MHz。
2)仪器和斜探头的组合灵敏度,在达到所检测工件最大检测声程处,有效灵敏度余量不小于10dB。
3)组合分辨力:应能将CSK-IA试块上ϕ50mm与ϕ44mm两孔的反射信号分开,当两孔反射波福相同时,其波峰与波谷的差值不小于6dB。
(2)探头 探头性能应按规定进行测试。单斜探头声束轴线水平偏离角不应大于2°,斜探头主声束在垂直方向不应有明显的双峰或多峰。仪器和探头的组合频率与公称频率误差不得大于±10%。
(3)试块 试块主要用于仪器探头系统性能校准和检测校准的测定。标准试块采用CSK-IA试块,对比试块采用与被检管材声学性能相同或近似的钢材制成,被检管材的曲率半径应为对比试块曲率半径的0.9~1.5倍。锯齿槽对比试块的形状和尺寸如图7-124所示。该试块用被探管材制作,用作对接焊接接头根部缺欠的对比测定。
被检管材曲率半径R≤W2/4时(W为探头宽度),采用与被检曲率相同的对比试块,反射孔的位置可参照对比试块确定,试块宽度b一般应满足:
b≥2λs/D0
式中 b——试块宽度,单位为mm;
λ——超声波波长,单位为mm;
s——声程,单位为mm;
D0——声源有效直径,单位为mm。
2.工艺要求及检测准备
1)检测前应了解焊件名称、材质、规格、焊接工艺、热处理情况、坡口形式(内坡口单侧长度不小于0.6T,T为管壁厚度),以及焊接接头中心位置。
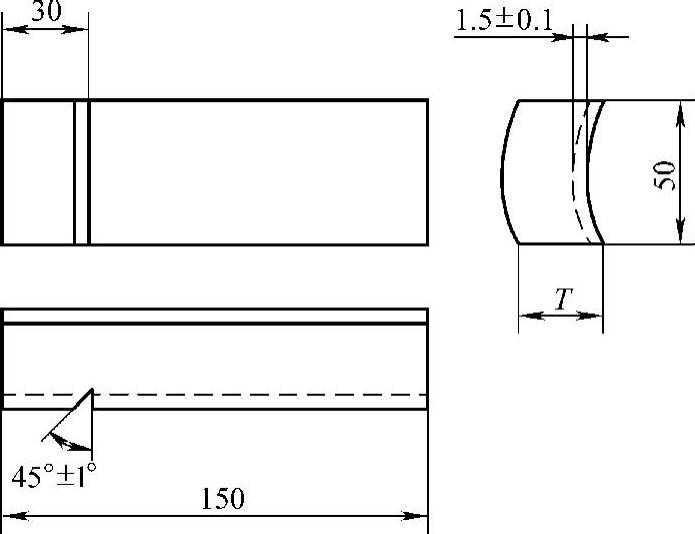
图7-124 锯齿槽对比试块
2)被检测管道焊接接头应满足以下要求:①焊接接头表面质量及外形尺寸需经检查合格;②焊接接头两侧应清除飞溅、锈蚀、氧化物油垢及其他杂质,检测表面应平整,便于探头的扫查,其表面粗糙度Ra应小于等于6.3μm,一般应进行打磨,打磨宽度至少为探头移动范围,如图7-125所示;③检测区的宽度应是焊缝本身,再加上焊缝两侧各相当于母材厚度30%的一段区域,这个区域最小为5mm,最大为10mm;④去除余高的焊缝,应将余高打磨到与邻近母材平齐,保留余高的焊缝,如果焊缝表面有咬边、较大的隆起和凹陷等,也应进行适当的修磨,并做圆滑过渡以免影响检测结果的评定。
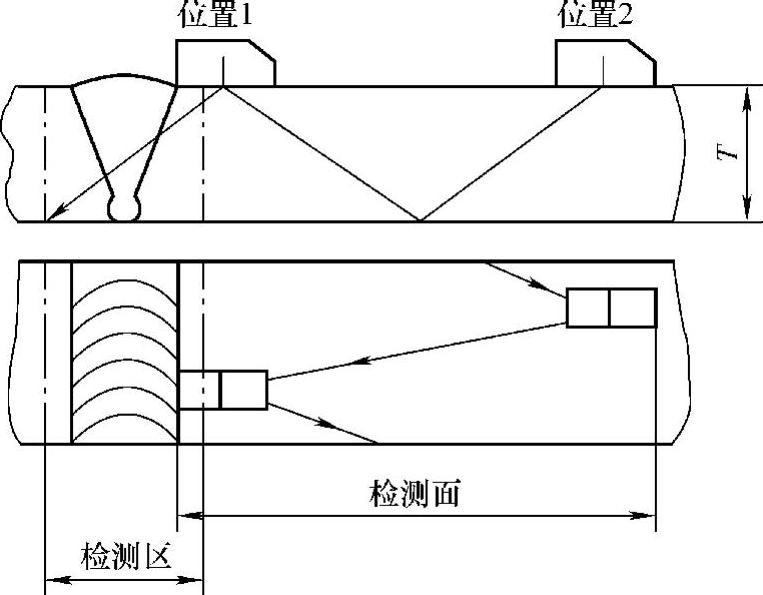
图7-125 检测和探头移动区
3)耦合剂应具有良好的润湿能力和透声性能,且无毒、无腐蚀性、易清除。常用的耦合剂为全损耗系统用油、甘油和糨糊。
4)探头的工作面与管道外表面应紧密接触,必要时应进行修磨。修磨后的探头应重新测量入射点及折射角。
5)焊后需热处理的焊接接头,应在热处理后检测。
3.检测
(1)探头选择
1)斜探头折射角的选择以直射波声束中心线至少能扫查焊接接头厚度的2/5为原则,可参考表7-73。检测根部缺欠时,不宜使用折射角为60°的探头。
表7-73 斜探头折射角的选择

2)探头频率一般采用2.5MHz。当管壁厚度较薄时,采用5MHz探头。
(2)检测位置及探头移动范围
1)一般要求从焊接接头两侧检测。因条件限制只能从焊接接头一侧检测时,应采用两种角度的探头进行检测,两种探头的折射角相差应不小于10°。
2)采用一次反射法检测时,探头移动区大于或等于1.25P:
P=2Ttanβ
式中 P——跨距,单位为mm;
T——母材厚度,单位为mm;
β——探头折射角,单位为(°)。
3)当管壁较厚(壁厚>50mm)时,采用直射法检测,但还需增加一个折射角度大的探头检测,探头移动区应大于0.75P。
4)如需检测横向缺欠,一般应在去除余高的焊接接头上检测。
(3)母材的检查 斜探头扫查声束通过的母材区域应用直探头检查,以便确定是否有影响斜角检测结果解释的分层性或其他类型的缺欠存在。该项检查仅做记录,不属于对母材的验收检测。检查的要点如下:①接触式脉冲反射法,采用频率为2~5MHz的直探头,晶片直径10~25mm;②将无缺欠处第二次底波调节到荧光屏满刻度;③凡缺欠信号超过荧光屏满刻度20%幅度的部位,应在工作表面做出标记,并记录;④检测管壁较薄的管材或近表面缺欠时,若单晶探头达不到所要求的近表面分辨力,可选用双晶探头。
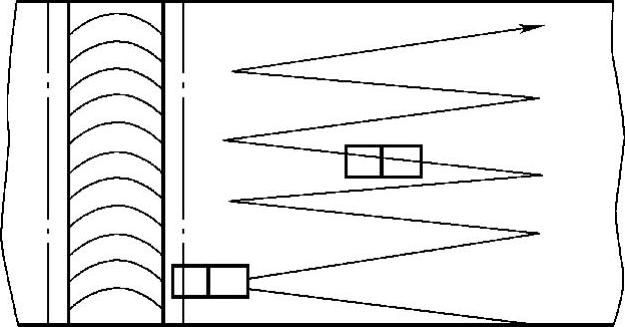
(4)扫查方式 一般采用探头沿焊接接头做锯齿形的基本扫查方式。扫查时,为确保检测时超声波声束能扫查到工件的整个被检区域,探头的每次扫查覆盖率应大于探头直径的15%。在保持探头移动方向与焊缝中心线垂直的同时,根据管径曲率大小,还要做小角度的摆动,如图7-126所示。
为了确定缺欠的位置、方向、形状、观察缺欠动态波形或区分缺欠信号与伪信号,可采用前后、左右、转角和环绕四种基本扫查方式,如图7-127所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图7-126 锯齿形扫查
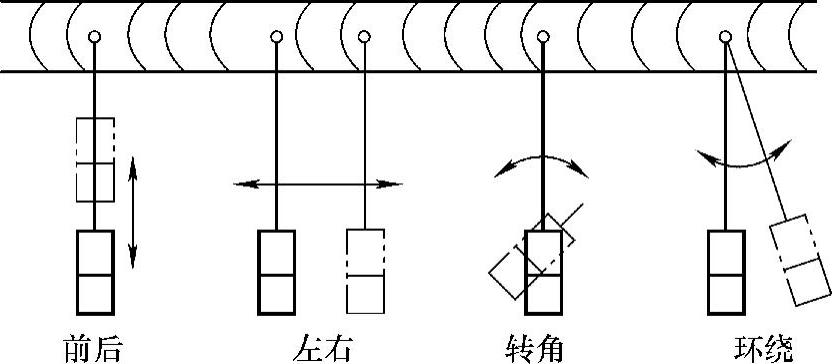
图7-127 四种基本扫查方式
(5)距离-波幅曲线的绘制 距离-波幅曲线以所用检测仪和探头在对比试块上实测的数据绘制,也可根据实测数据在智能型检测仪上自绘。该曲线族图由评定线(EL)、定量线(SL)和判废线(RL)组成。评定线与定量线之间(包括评定线)为Ⅰ区,定量线与判废线之间(包括定量线)为Ⅱ区,判废线及其以上区域为Ⅲ区,如图7-128所示。
不同管壁厚度的距离-波幅曲线灵敏度按表7-74规定。
距离-波幅曲线的校验以所用检测仪和探头在对比试块上进行,检测应不少于两点。
(6)扫描速度的调节 扫描速度的调节可在标准试块或对比试块上进行,扫描速度比例依据工件厚度和选用探头角度来确定,探头移动速度应小于150mm/s。
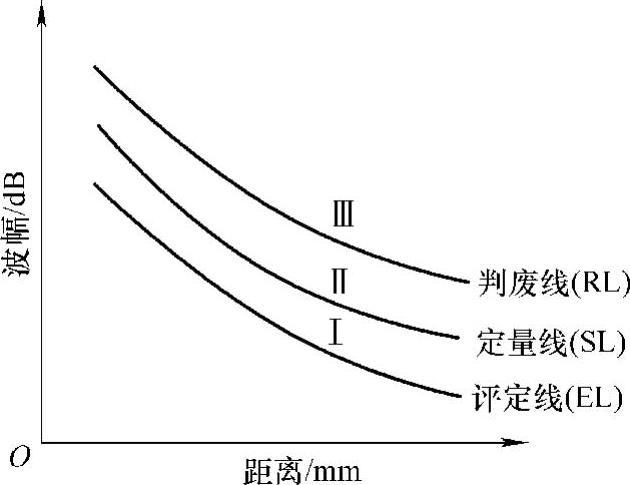
图7-128 距离-波幅曲线示意图
(7)检测灵敏度 检测时,由于管件表面耦合损失、材料衰减以及内外曲率的影响,应对检测灵敏度进行综合补偿。综合补偿过必须计入距离-波幅曲线。检测灵敏度不得低于评定线,检测过程中应每隔2h对检测灵敏度进行校准一次。
表7-74 距离-波幅曲线的灵敏度 (单位:mm)

(8)缺欠性质判断 焊接接头缺欠的性质,可根据缺欠反射信号的特征、部位、采用动态包络线波形分析法,改变探头角度或扫查方式,并结合焊接工艺等进行综合分析。
(9)缺欠的定量 出现在定量线或定量线以上的缺欠反射信号,应进行波幅和缺欠指示长度的测定。将探头移至缺欠出现最大反射信号的位置,根据波幅确定它在距离-波幅曲线图中的区域。
缺欠指示长度的测定:缺欠反射波只有一个高点,且位于定量线或定量线以上时,用6dB法测其指示长度,如图7-129所示。缺欠反射信号起伏变化有多个高点,且缺欠端部反射波幅位于定量线或定量线以上时,用端点6dB法测量其指示长度,如图7-130所示。当缺欠反射波峰位于评定线到定量线,如认为有必要记录时,将探头左右移动,将波幅降到评定线,以此测量缺欠指示长度。
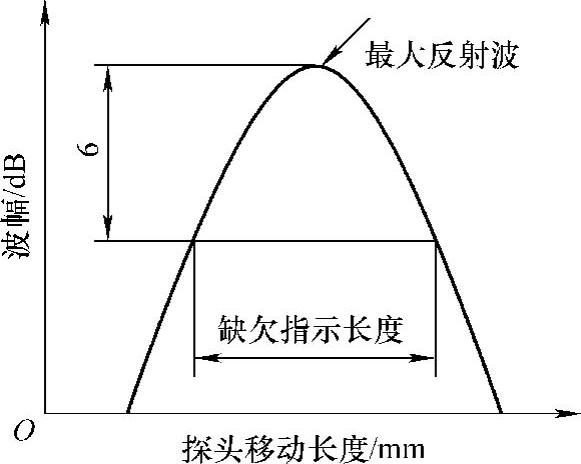
图7-129 6dB测长法
(10)缺欠定位
1)检测时发现缺欠反射波信号时,宜精确测量该处的管壁厚度。
2)缺欠位置以荧光屏上显示的缺欠最大反射信号的位置表示。根据探头的相应位置和反射信号在荧光屏上的位置,来确定缺欠沿焊接接头方向的位置。
3)缺欠的深度和水平距离两数值中的一个可由缺欠最大反射信号在荧光屏上的位置直接读出,另一数值可用计算法、曲线法、做图法求出。
(11)缺欠评定
1)最大反射信号位于Ⅱ区的缺欠,其指示长度小于10mm,按5mm计。
2)相邻两缺欠间距小于8mm时,两缺欠指示长度之和作为单个缺欠的指示长度。
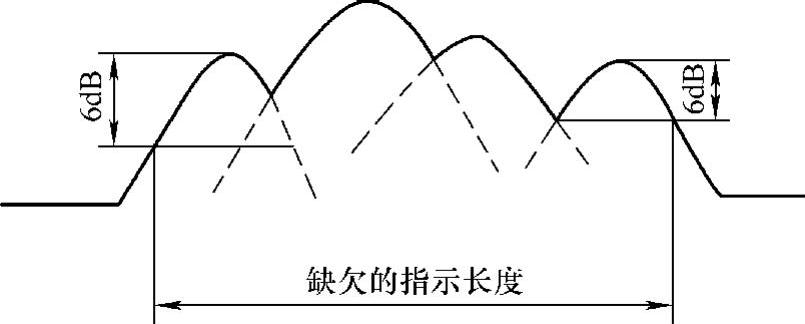
图7-130 端点6dB测长法
3)根部未焊透的对比测定:检测时当发现根部缺欠,经综合分析确认为未焊透时,改用折射角为45°~50°、频率为5MHz的斜探头,以锯齿槽对比试块上深1.5mm通槽的反射波幅调至荧光屏满刻度的50%作为对比灵敏度进行对比测定。
4.质量分级
1)管道焊接接头质量以每个焊接接头为评定单位,其质量分为三级。
2)非裂纹类等缺欠反射波幅位于Ⅰ区时,评为Ⅰ级。
3)焊接接头中存在下列情况之一的缺欠时,该焊接接头评为Ⅲ级:①当缺欠反射波幅位于Ⅲ区时;②当缺欠反射波幅位于Ⅱ区时,且缺欠的指示长度(经修正后的圆周方向的弧长)超过表7-75中Ⅱ级的规定时;③当缺欠累计指示长度经修正后超过表7-76中Ⅱ级规定时;④当非氢弧焊打底的焊接接头根部未焊透缺欠幅度或长度超过表7-77中Ⅱ级的规定时。
表7-75 允许存在的缺欠指示长度 (单位:mm)

注:管壁厚度不等的焊接接头,T取薄壁管厚度。
表7-76 允许存在缺欠的累计指示长度
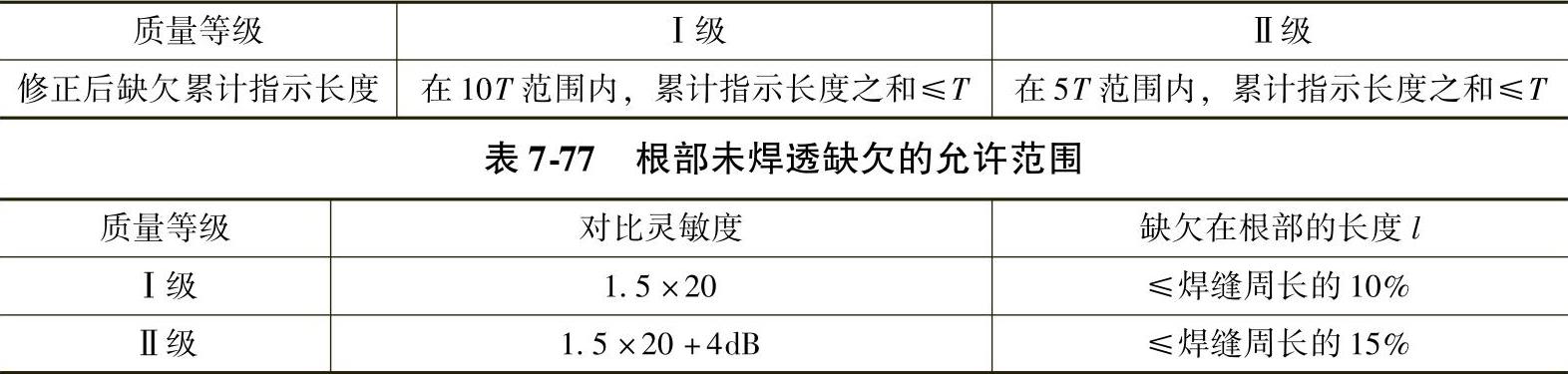
注:1.当缺欠反射波幅≥用锯齿槽试块调节的对比灵敏度反射波幅时,应以缺欠反射波幅度评定。
2.当缺欠反射波幅<用锯齿槽试块调节的对比灵敏度反射波幅时,用端点14dB法测量缺欠指示长度L,并按下式换算成未焊透在根部的长度l,l=L(D-2T)/D(D为管道外径)。
3.氩弧焊打底的焊接接头,不允许存在未焊透缺欠。
4.表中焊缝周长以内径计算。
4)检测中如检测人员能判定缺欠性质为裂纹、未熔合等危险性缺欠时,不受3)的限制,该焊接接头应评为Ⅲ级。
5)不合格的焊缝应返修,返修部位及返修时受影响的部位均应复检。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。