



目前X射线实时成像检测技术得到了快速的发展,在气瓶对接焊缝检测中实时成像技术代替了胶片照相方法得到广泛的认同。随着射线探测器的多样化发展和实际应用的不断深入,成像技术已经从单一的图像增强器技术发展为线阵列探测器技术和平板探测器技术,以其辐射接收范围广、动态范围宽、检测速度快、检测图像清晰等特点,在工业无损检测中具良好的发展前景。
X射线透过金属材料后,经射线探测器将隐含的X射线检测信号转换为数字信号为计算机所接收,形成数字图像,按照一定格式存储在计算机内并显示在显示屏上。通过观察检测图像和应用计算机程序按照有关标准进行缺陷评定,可达到无损检测的目的。检测图像可存储在计算机或数字存储媒体上。在检测结果上,X射线数字成像检测方法与X射线胶片检测方法具有相同的效果。
由于X射线数字成像探测器的不同,X射线数字成像检测技术形成了三种技术路线:平板探测器成像技术路线、线阵列探测器成像技术路线和图像增强器成像技术路线。不同的成像技术路线会有不同的成像设备配置、组成不同的X射线数字成像检测系统供使用单位选择。
气瓶对接焊缝X射线数字成像检测可按照GB/T17925—2011《气瓶对接焊缝X射线数字成像检测》进行。
1.检测人员
1)从事X射线数字成像检测的人员,取得相应项目和等级的特种设备无损检测人员资格后才可进行相应的工作。
2)检测人员应具有与本检测技术有关的技术知识和掌握相应的计算机基本操作方法。
3)按下述方法测试检测人员的视力适应能力,要求检测人员在1min内能识别灰度测试图像中的全部灰度级别。
2.X射线数字成像检测系统
(1)系统的组成
1)X射线机。根据被检气瓶的材质、母材厚度、透照方式和透照厚度选择X射线机的能量范围。射线管有效焦点应不大于3.0mm。
2)X射线探测器 根据不同的检测要求和检测条件,可选择以下X射线探测器:①平板探测器;②线阵列探测器;③图像增强器;④与上述具有类似功能的其他探测器。
3)计算机系统。①计算机基本配置:计算机基本配置应与所采用的射线探测器和成像系统的功能相适应,宜配置较大容量的内存和硬盘、较高清晰度黑白显示器或彩色显示器以及网卡、纸质打印机、光盘刻录机等;②计算机操作系统:计算机中文Windows操作系统应具有支持工件运动控制、图像采集、图像处理、图像辅助评定等功能;③计算机图像采集、图像处理系统:计算机系统软件应具有系统校正、图像采集、图像处理、缺陷几何尺寸测量、缺陷标注、图像存储、辅助评定和检测报告打印等功能。
4)图像存储格式。①尽量采用通用、标准的图像存储格式,也可根据需要采用专门的存储格式,专门存储格式应留有与其他格式交换信息的接口;②存储格式应具有保存图像数据功能,将保存工件名称、型号、执行标准、工件编号、母材厚度、工件主要尺寸、焊缝编号、透照方式、透照厚度、透照工艺参数、几何尺寸标定、缺陷定性、定位、定量、评定级别等相关信息写入图像存储格式中,存储格式应具有文件输出打印的功能;③存储图像的信息应具备不可更改性、连续性和可读性。
5)检测工装。①检测工装应至少具备一个运动自由度,气瓶在工装上能进行匀速运动和步进运动;②根据工件焊缝位置特征或规定的部位作为焊缝检测的起始位置和位移的方向,在检测图像上应有起始位置的标记影像;③根据一次透照有效检测长度控制焊缝位移,100%检测和扩大检测范围时,相邻检测图像上应有不小于5mm的焊缝搭接长度。
(2)X射线数字成像系统的分辨率
1)系统分辨率。①系统分辨率指标:系统分辨率指标宜控制在2.0~2.5LP/mm,系统分辨率低于2.0LP/mm的检测系统不得用于气瓶焊缝检测;②系统分辨率的校验:间隔30天或停用30天后重新启用时应校验系统分辨率,校验后的系统分辨率应不低于控制范围;③系统分辨率的测试:系统确定后或系统改变后应测试系统分辨率,采用射线透视检测用分辨力测试计(JB/T10815)测试系统分辨率。
2)图像分辨率与不清晰度测试方法。用射线检测图像分辨率测试计测量X射线数字成像系统分辨率和不清晰度,射线检测图像分辨率测试计样式如图7-53~图7-55所示。
①将射线检测图像分辨率测试计紧贴在射线探测器输入屏表面中心区域,按如下工艺条件进行透照:X射线管的焦点至射线探测器输入屏表面的距离不小于600mm;选择合适的管电压和管电流,保证图像具有合适的亮度和对比度。
②在显示屏上观察射线检测图像分辨率测试计的影像,观察到栅条刚好分离的一组线对,则该组线对所对应的值即为系统分辨率。
③在显示屏上观察射线检测图像分辨率测试计的影像,观察到栅条刚好重合的一组线对,则该组线对所对应的栅条宽度即为系统固有不清晰度。
④将射线检测图像分辨率测试计置于被检测焊缝位置,栅条垂直于焊缝,与被检焊缝同时成像。
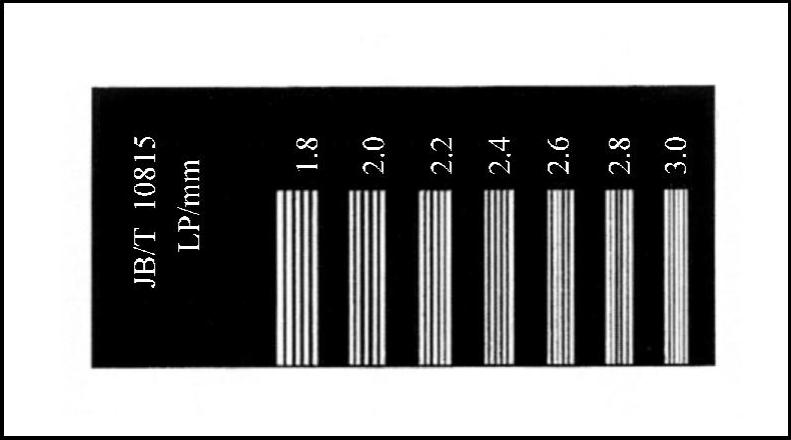
图7-53 1.8~3.0LP/mm等差数列分辨率测试计
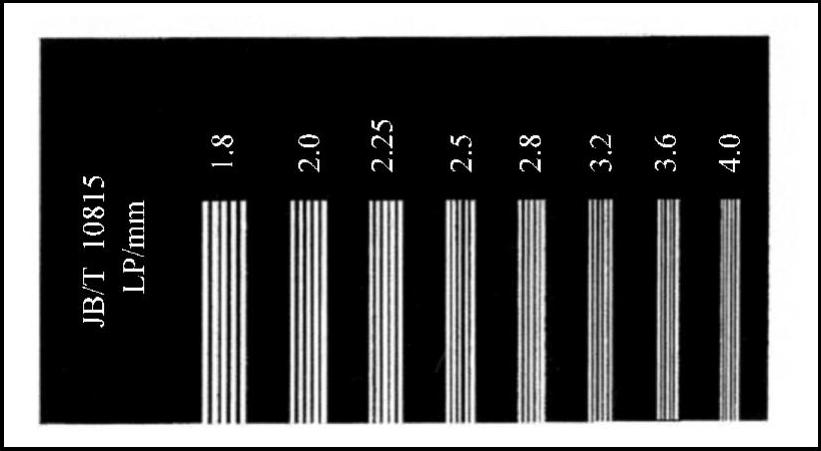
图7-54 1.8~4.0LP/mm等比数列分辨率测试计
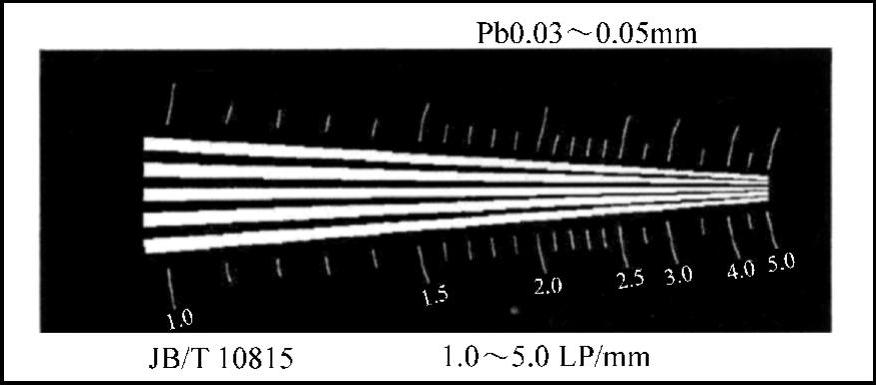
图7-55 1.0~5.0LP/mm扇形结构分辨率测试计
⑤在显示屏上观察射线检测图像分辨率测试计的影像,观察到栅条刚好分离的一组线对,则该组线对所对应的值即为图像分辨率。
⑥在显示屏上观察射线检测图像分辨率测试计的影像,观察到栅条刚好重合的一组线对,则该组线对所对应的栅条宽度即为图像不清晰度。
⑦系统分辨率是放大倍数等于或接近于1时的图像分辨率,它排除了工艺因素对图像质量的影响,纯粹反映了X射线数字成像设备本身的分辨能力。当放大倍数大于1时,如果射线源采用小焦点,图像分辨率一般高于系统分辨率;如果焦点尺寸较大,图像分辨率可能会由于几何不清晰度的影响反而低于系统分辨率。
⑧图像分辨率与图像不清晰度在量值上的换算关系为“互为倒数的1/2”。
3.检测环境
1)放射卫生防护应符合相关标准的规定。
2)操作室内温度为15~25℃,相对湿度≤80%。
3)X射线曝光室内温度为5~30℃,相对湿度≤80%,曝光室内应有抽风装置。
4)电源电压波动范围不大于±5%。
5)检测设备外壳应有良好的接地。
6)射线源高压发生器应有独立的地线,电阻≤4Ω。
4.检测技术要求
(1)X射线能量 选用较低的管电压,图7-56规定了不同材料、不同透照厚度允许采用的最高X射线管电压。
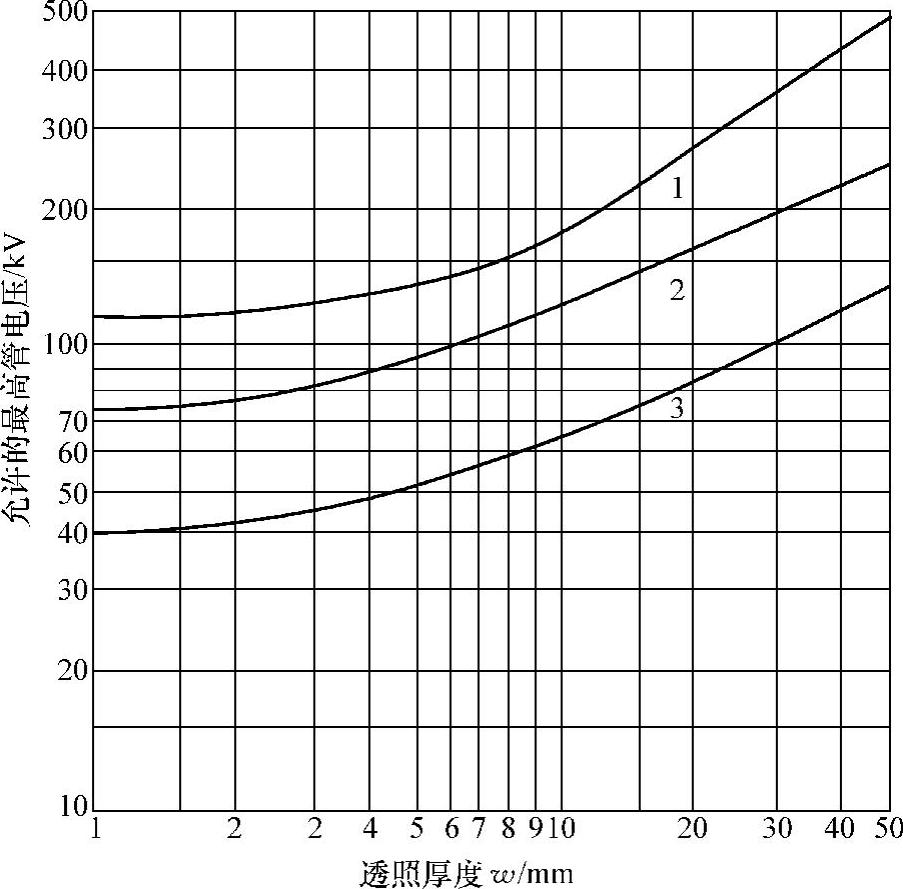
图7-56 不同材料、不同透照厚度允许采用的最高X射线管电压
1—钢 2—钛及钛合金 3—铝和铝合金
(2)气瓶检测的时机 气瓶对接焊缝X射线检测应在焊接后和热处理前进行。对于焊后有产生延迟裂纹倾向材料的产品,应在制造、焊接及热处理完成24h以后进行检测。
(3)被检气瓶焊缝表面要求 被检气瓶焊缝表面不得有油脂、铁锈、氧化皮或其他物质(如粗劣的焊波,多层焊焊道之间的表面沟槽,以及焊缝的表面凹坑、凿痕、飞溅、焊疤、焊渣等),表面的不规则状态不得影响检测结果的正确性和完整性,焊缝余高应不大于2mm,否则应修磨。
(4)透照布置
1)X射线机、气瓶和X射线探测器三者之间相互位置,如图7-57所示。
2)图像几何放大倍数M按下式计算:
3)为保护探测器、X射线管不受工件碰撞损伤,同时为控制一次透照长度范围内两侧环焊缝影像的不清晰度和投影变形量,图像几何放大倍数M宜控制在1.2左右。
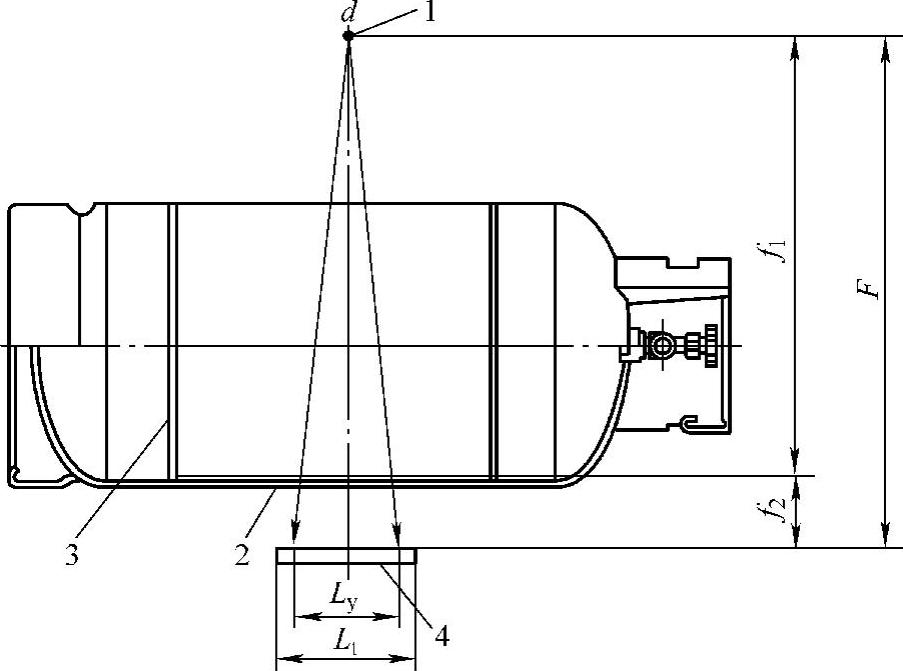
图7-57 X射线源、气瓶和X射线探测器相互位置
1—X射线管焦点 2—被检纵焊缝 3—被检环焊缝 4—X射线探测器 d——X射线管有效焦点尺寸
F—焦点至探测器输入屏表面的距离(mm) f1—焦点至靠近探测器侧气瓶被检焊缝表面的距离(mm) f2—靠近探测器侧气瓶被检焊缝表面至探测器输入屏表面的距离(mm) Lt—探测器有效长度(mm) Ly—焊缝一次透照长度的投影长度(mm)
(5)图像几何不清晰度控制 检测图像几何不清晰度值Ug应不大于0.3mm,可通过下式验证:
(6)图像灰度分布范围控制
1)检测图像有效评定区域内的灰度分布范围应控制在图像动态范围的40%~90%。
2)图像灰度分布宜呈正态分布,通过图像灰度直方图测量图像灰度分布范围。直方图可在图像采集程序中实时显示。
3)通过调节射线透照参数、几何参数、透照厚度差补偿等方法,以获得较佳的图像灰度分布范围。
(7)图像处理 对采集的图像数据可选用连续帧叠加、灰度增强、平均强度等图像处理方法优化图像的显示效果。任何处理方法不得改变采集的原始图像数据。
5.成像技术要求
(1)透照方式和透照方向 根据气瓶的结构,气瓶对接焊缝宜采取双壁单影透照方式,宜以靠近探测器一侧的焊缝为被检测焊缝。透照时射线束中心应垂直指向透照区域中心,需要时可选用有利于发现缺陷的方向透照。焊缝T形接头透照可同时包含环焊缝和纵焊缝,只要影像在一次透照有效长度范围内均视为有效评定区。
(2)成像方式(https://www.xing528.com)
1)数字成像。气瓶静止状态下,探测器吸收较大剂量后,产生的图像数据经过多帧叠加(或平均)处理获得的检测图像作为原始图像数据存储和焊缝质量评定的依据。
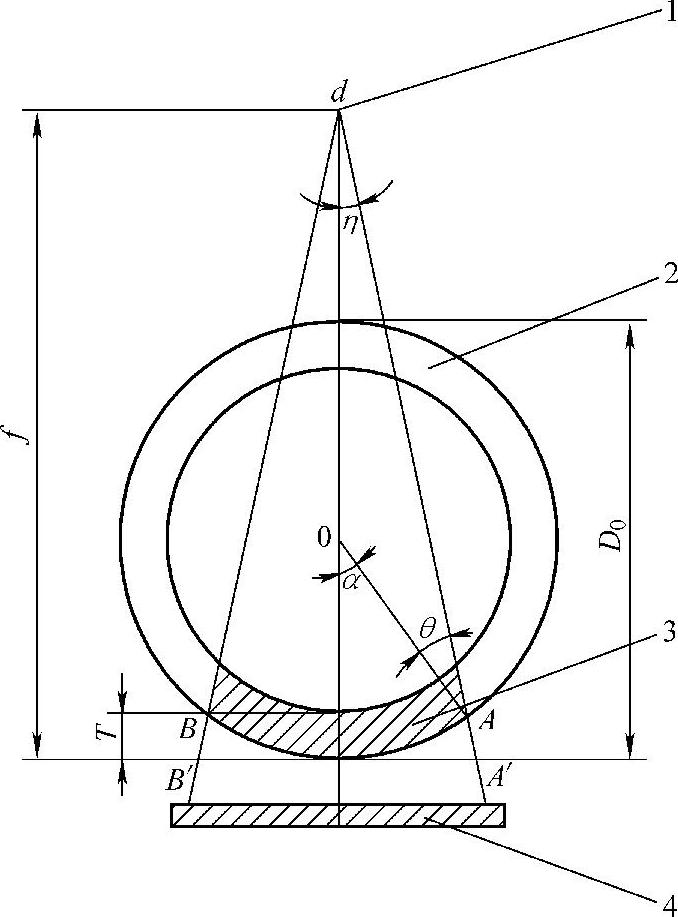
图7-58 确定整条环焊缝最少透照次数简图
1—X射线管焦点 2—被检环焊缝 3—被检环焊缝一次透照范围 4—X射线探测器 D0—被检测气瓶外直径 d—射线焦点尺寸 f—焦点至被检焊缝靠近探测器输入屏侧表面的距离 T—气瓶母材厚度 α—一次透照范围对应的圆心角的1/2 η—X射线透照角度的1/2 θ—根据K值、被检测
气瓶外直径和气瓶母材厚度计算的对应角度
2)实时普查。气瓶在匀速运动时动态观察检测图像,用于受检焊缝的一般性的普查。动态实时,图像由于探测器吸收剂量较小、噪声大、清晰度低不能作为焊缝质量的评级依据。
(3)一次透照长度
1)根据透照厚度比(K值)和透照几何尺寸确定一次透照长度。
2)透照厚度比(K值)的规定:①纵向对接焊接接头,K≤1.03;②外径D0>100~400mm的环向对接焊接接头,K≤1.2;③外径D0>400mm的环向对接焊接接头,K≤1.1。
3)整条环向对接焊接接头检测图像的最少幅数应下述方法确定:检测图像的最少幅数可按曲线图查找确定;若探测器长度不能覆盖一次透照长度的投影范围,需按比例增加图像幅数。
对于环向焊缝对接接头进行100%检测时,所需的最少透照次数与透照方式和透照厚度比K有关,确定整条环焊缝最少透照次数简图如图7-58所示。
相关计算公式为
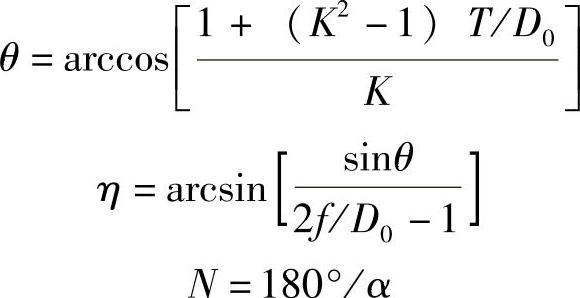
式中 N——整条环焊缝检测时的最少透照次数,N应向上取整数。
为简化计算,以T/D0为横坐标、D0/f为纵坐标,绘制气瓶整条环焊缝最少透照次数曲线图。图7-59所示为K=1.2、D0>100~400mm气瓶整条环焊缝透照次数曲线图,图7-60所示为K=1.1、D0>400mm气瓶整条环焊缝透照次数曲线图。
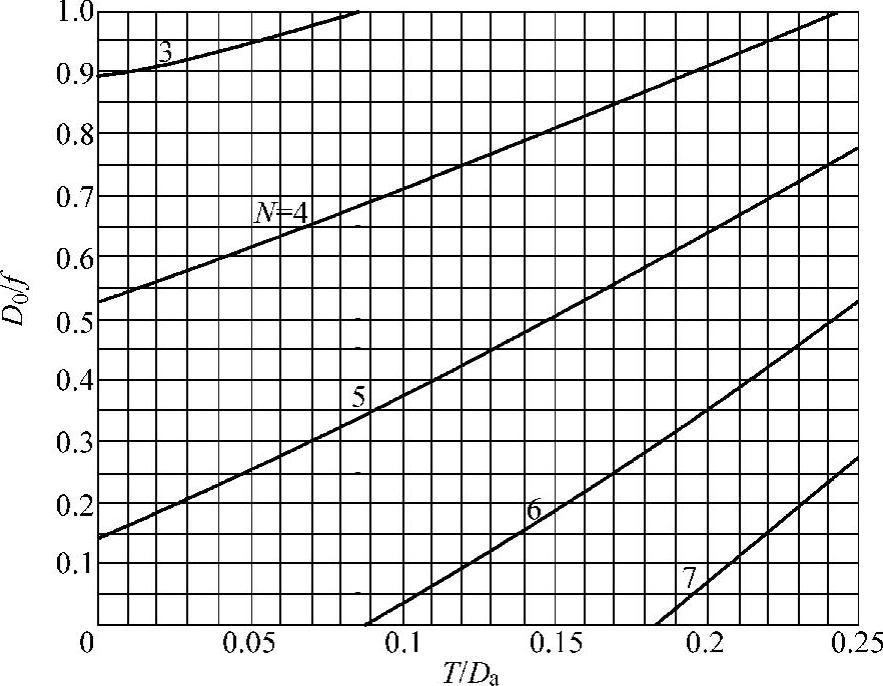
图7-59 K=1.2、D0>100~400mm气瓶整条环焊缝透照次数曲线图
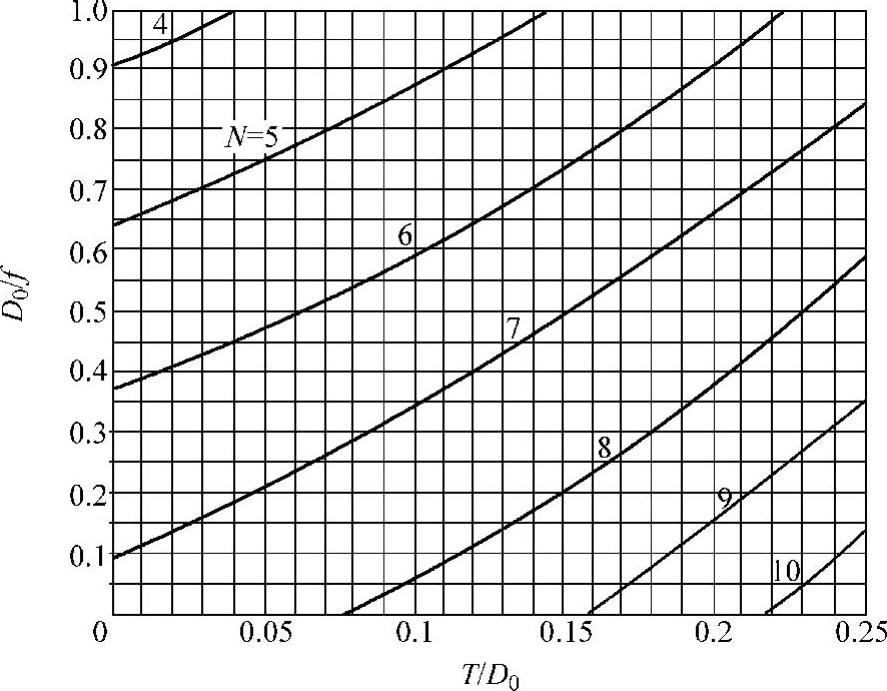
图7-60 K=1.1、D0>400mm气瓶整条环焊缝透照次数曲线图
(4)图像的信息标识
1)同一条焊缝连续检测时,每幅检测图像的编号应连续,可由系统软件自动设置编号。
2)通过系统软件对检测图像中心位置和一次透照长度范围进行定位指示。
3)每幅检测图像上应有工件编号、母材厚度、检测日期等必要的信息标识。信息标识在图像存储时直接由软件写入图像文件且不可更改。
4)必要时图像中可有图像的编号、中心标记、搭接标记的铅字影像。
(5)图像畸变率的测量 图像畸变率应≤10%,测量方法如下:
1)在厚度为0.1~0.2mm的铅箔上刻有若干个10mm×10mm的方格、斜线和刻度。线条加工宽度为0.1~0.2mm,深度为1/2箔厚。几何测试体结构如图7-61所示。
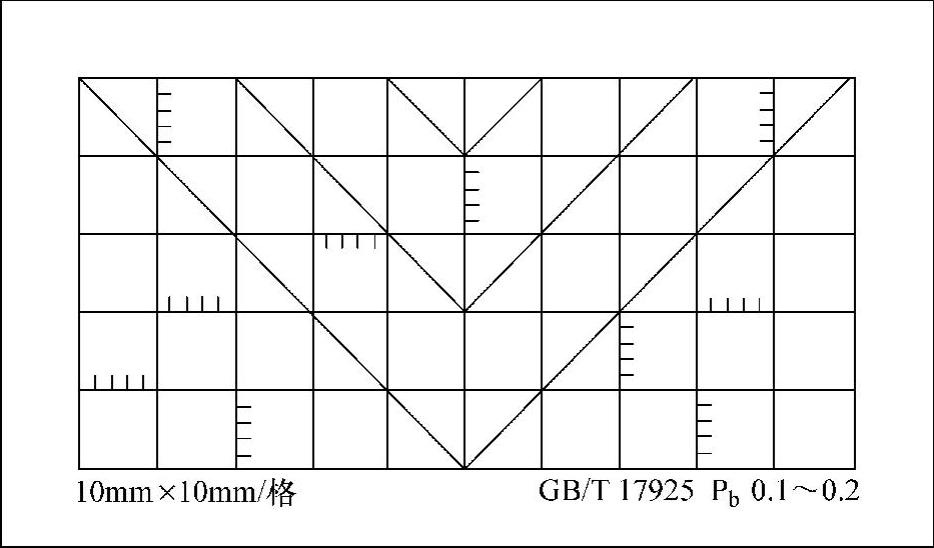
图7-61 几何测试体结构
几何测试体铅箔夹紧在两片透明有机玻璃板(或软体塑料)之间。
2)将几何测试体放置在被检焊缝的表面上,与焊缝同时成像;或者将几何测试体挂于被检焊缝的表面相同的几何空间,采用较低的曝光参数和适当的屏蔽条件进行成像。在显示器上观察几何测试体的影像。
3)用系统软件多次测量几何测试体影像各方位不同长度的像素数目,并输入对应的实际尺寸,然后计算出每个像素所表示的实物尺寸。当计算值相对稳定后,将该数值确定为图像几何标定结果,单位为mm/像素。几何测试体图像应与同型号钢瓶的同类型焊缝的检测图像同时存储。
4)成像几何条件确定后,每种型号气瓶的每种同类型焊缝首次检测时应标定几何尺寸。成像几何条件改变后,每种型号气瓶的每种同类型焊缝应重新校验几何尺寸。
5)利用评定程序测量各条直线、斜线的弯曲和变形量,计算几何畸变率。
式中 E——几何畸变率(%);
U——几何变形测量值,单位为mm;
S——几何测试体测量值,单位为mm。
(6)散射线和无用射线的屏蔽 无用射线和散射线应尽可能屏蔽,可采用铅板、铜滤波板、准直器(光栅)、限制照射场范围等适当措施屏蔽散射线和无用射线。
6.图像质量
(1)像质计灵敏度
1)选用JB/T7902线型像质计,金属丝的材质应与被检测气瓶的材质相同。
2)像质计应与被检焊缝同时成像,像质计的影像在检测图像中应清晰可见。
3)双壁单影透照时像质计应放在靠近探测器一侧被检焊缝约1/4处的表面上,金属丝细线朝外;金属丝应横跨焊缝并与焊缝垂直。
①同一规格、相同工艺制造的钢瓶非连续检测时,每只钢瓶的每条焊缝的第一幅图像位置应放置像质计。如果像质计影像完整,像质指数达到规定的要求,则该焊缝的其他幅图像可不放置像质计。
②同一规格、相同工艺、批量制造的钢瓶连续检测时,同一成像检测工艺条件下,首批(次)检测的前10个钢瓶的每条焊缝的第一幅图像位置应放置像质计;相应的图像中像质计影像应完整,像质指数应达到规定的要求。同一规格、相同工艺、批量连续制造的钢瓶,每班次设备开启时前一个钢瓶的每条焊缝上至少放置一个像质计;相应的图像中像质计影像应完整,像质指数应达到规定的要求。同一规格、相同工艺、批量连续制造的钢瓶,在产品质量和检测工艺稳定的条件下,每间隔4h应抽取一个气瓶在每条焊缝上分别放置一个像质计校验像质计灵敏度。
4)图像质量异常处置。若发现像质指数达不到规定要求时,应停止检测,查找原因,调整检测系统和检测参数将图像质量恢复到规定要求后才可继续检测,并对上一次校验后的所有已检气瓶逐个进行复检。
(2)图像评定的时机 检测图像质量满足规定的要求后,才可进行焊缝缺陷等级分级评定。
7.图像显示与观察
(1)图像显示 检测图像可以正像或负像的方式在黑白显示器或彩色显示器上显示,应能显示灰度测试图像中的全部灰度。
(2)图像观察 图像显示器屏幕应清洁、无明显的光线反射。在光线柔和的环境下观察检测图像。
(3)图像纸质打印输出 为方便现场核对缺陷位置和现场质量分析,可用高清晰度的打印机输出纸质检测图像。纸质检测图像不能作为图像评定的依据。
8.图像评定
(1)焊缝缺陷性质的认定 焊缝缺陷性质的认定应以取得相应资格的无损检测人员为准。
(2)计算机辅助评定
1)计算机辅助评定可使用计算机辅助评定程序对焊缝质量进行辅助评定。
2)计算机辅助评定程序应能具有缺陷评定框、长度测量、长度累计、点数换算和累计等辅助评定功能。
3)用几何测试体标定检测图像的几何尺寸。每30天或停用30天后应重新校验。
4)计算机辅助评定程序可将图像中焊缝缺陷的性质、位置、尺寸以及评定级别标注在对应的图像文件中一并保存。
9.图像存储
(1)图像存储要求
1)检测图像和原始图像数据应保存在数字存储媒体(例如光盘、硬盘)或其他专门的存储媒体中。
2)检测图像和原始图像数据应至少备份两份,由气瓶制造单位或相关方分开保存。保存期不少于8年。相应的原始记录和检测报告也应备份同期保存。
3)在有效保存期内,检测图像和原始图像数据不得发生丢失、更改或发生数据无法读取等状况,相关方应定期检查并采取有效措施确保图像存储良好。
(2)存储环境 数字存储媒体应防磁、防潮、防尘、防挤压、防划伤。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。