



由于计算机数字图像处理技术的发展,X射线实时成像检验(简称RTR)已能用于对接焊缝的无损检验。使用射线接收转换装置将不可见的X射线转换为数字或模拟信号,经过图像处理后显示在显示器上,图像的产生会有短暂的延迟,这种延迟取决于计算机的图像处理速度。显示的图像能提供有关焊缝缺陷性质、大小、位置等信息,从而可按相关标准对焊缝质量进行评定。RTR的缺陷检出能力与中速胶片拍片法的缺陷检出能力相当。
对接焊缝X射线实时成像检测可按GB/T19293—2003《对接焊缝X射线实时成像检测法》进行。
1.人员要求
1)从事X射线实时成像检验的人员,应根据相应标准通过考核,取得射线中级或高级资格,并需通过技术培训后,才可进行相应的工作。
2)图像评定人员应能辨别距离为400mm远的一组高为0.5mm、间距为0.5mm的印刷字母。评定人员的视力每年检查一次。
3)图像评定人员在评定前应进行图像灰度(图像中黑白程度的分级值)分辨能力的适应训练,要求在36个灰度块中能分辨出4个连续变化的灰度块。
2.设备
(1)构成 X射线实时成像系统设备主要由X射线机、X射线接收转换装置、数字图像处理单元、图像显示单元、图像存储单元及检测工装等组成。
(2)X射线机 根据被检焊缝的材质和厚度范围选择X射线机的能量范围,不宜用高能量的机器透照相对较薄的工件。X射线管的焦点尺寸对检测图像质量有重要影响。焦点尺寸越小,图像分辨率和灵敏度越高。
(3)X射线接收转换装置 X射线接收转换装置应符合下列要求。
1)X射线接收转换装置可以是图像增强器、成像面板、线性扫描器等射线敏感器件。
2)X射线接收转换装置的空间分辨率要求小于0.2mm。
3)图像动态范围应大于256∶1。
(4)图像处理单元 图像处理单元应符合下列要求。
1)图像处理单元完成检测图像数据采集和处理功能。
2)图像数据采集方式可以是视频图像帧采集卡或其他数字图像合成装置。
3)图像采集分辨率应不低于768×576像素,且保证水平方向分辨率与垂直方向分辨率之比为4∶3。
4)灰度等级应不小于256级。
5)图像处理软件至少应包括图像降噪、亮度/对比度增强、边缘增强等基本功能。
6)具有图像几何尺寸标定和测量功能。
7)具有缺陷定位的信息。在检测图像中标定的缺陷位置与焊缝中缺陷的实际位置误差不能超过正负5mm。
8)针对不同的焊缝母材厚度,能定义不同大小的评定区域,以保证图像评定时的准确性。
(5)图像显示单元 图像显示单元应符合下列要求。
1)采用高分辨率黑白显示器显示图像。
2)显示方式为逐行扫描,以消除隔行扫描方式图像闪烁和由此引起的图像不清晰。刷新频率为60帧/s以上。
3)显示器点距不大于0.26mm。
(6)图像存储单元 图像存储单元应符合下列要求。
1)存储的数字图像中应包括工件编号、焊缝编号、图像名称、透照厚度、工艺参数和时间等有效信息,且不可修改。数字能连同图像一并显示出来。
2)图像存储后应不可修改和删除,建议采用刻录光盘。
3)图像存储应保存原始、未经处理的数据(除图像降噪之外)。
(7)系统分辨率 X射线实时成像系统分辨率不小于3.0LP/mm。系统分辨率是以实时成像系统识别栅条图像来表征识别图像细节的能力。
1)图像测试卡的样式如图7-52所示。
在一定宽度内,均匀地排列着若干条宽度相等、厚度为0.1mm的铅质栅条,栅条间的距离等于栅条的宽度。一条栅条和与它相邻的一个间距构成一个线对。
每毫米宽度内所排列的线对数称为毫米线对数,用LP/mm表示。
分辨率(线对数,LP)按下式计算:
线对数=1/2a
式中 a——图像测试卡中的栅条宽度。
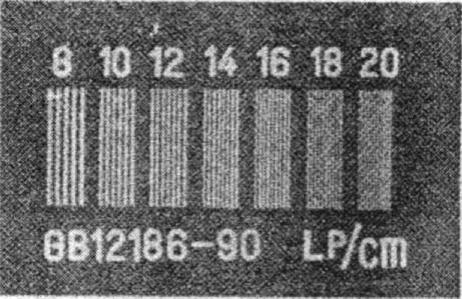
图7-52 图像测试卡的样式
分辨率与图像不清晰度Uf的关系由下式确定:
Uf=1/线对数
图像测试卡的结构和对应关系如表7-53所示。
表7-53 线对测试卡的线对值 (单位:LP/mm)

① 标记为线对测试卡中线对上方的方块,标记号按图中从左→右顺序为1,2,3等。
线对测试卡的使用:图7-52所示的线对测试卡,应按线对上方的方块标记数出刚刚不能区分线对的顺序位置,然后查表得到相应的分辨率值,表7-53列出了对应的分辨率值。例如,测定时刚刚不能区分线对的位置为第3标记后的第5线对,则从表7-53中查得对应分辨率值为1.6LP/mm。
2)X射线实时成像系统分辨率的测试方法。将图像测试卡紧贴在X射线接收转换装置输入屏表面中心区域,线对栅条与水平位置垂直,按如下工艺条件进行透照,并在显示屏上成像:①X射线机焦点至X射线接收转换装置输入屏表面的距离不小于700mm;②在X射线管窗口前放置0.3mm厚的铜滤板;③管电压不大于50kV;④管电流不大于2.0mA;⑤图像对比度适中。
在显示屏上观察测试卡的影像,观察到两根分离的线条刚好重合成一根线条时的一组线对,该组线对所对应的线对数即为系统的分辨率。
(8)检测工装 检测连续焊缝,当需要记录多个位置的透照图像时,焊缝搭接长度不低于10mm。(https://www.xing528.com)
3.环境
1)工作室环境温度范围:15~25℃。
2)X射线室环境温度范围:5~35℃,相对湿度不大于80%。
4.图像处理方法
1)成像系统至少应进行以下方法处理:①连续帧叠加;②勾边处理;③对比度增强。任何处理方法都不得改变图像的原始数据。
2)图像处理可在整个屏幕上进行,也可在屏幕局部部位的焊缝区域进行。
5.图像质量
(1)测定方法 采用金属丝像质计来测定图像质量。
(2)像质计灵敏度 用等比式金属丝像质计最小可识别线径中ϕmin(mm)来评价检测灵敏度,像质指数应达到A、B级的规定。
6.成像技术
(1)几何放大 根据X射线机头、被检焊缝和射线接收转换装置三者之间相互位置的关系,几何放大倍数M为
M=1+L2/L1
式中 L1——X射线机焦点至被检焊缝表面的距离;
L2——被检焊缝表面至射线接收转换装置表面的距离。
(2)放大倍数M的选取 最佳放大倍数为
Mopt=1+(Uf/d)3/2
式中 Uf——系统固有不清晰度;
d——焦点尺寸。
(3)透照方式 按照X射线源、焊缝和射线接收转换装置三者之间的相互位置关系,透照方式可分为纵缝透照法、环缝外透法、环缝内透法、双壁单影法和双壁双影法。
(4)像质计的使用
1)像质计应放在被检焊缝的射源侧表面,金属丝应横跨焊缝并与焊缝方向垂直。
2)在图像焊缝位置上直接观察像质计的影像,如能清楚地看到长度不小于10mm的像质计钢丝影像,则认为是可以识别的。
(5)焊缝检测标记 一条焊缝内检测图像的编号应连续。连续检测时,每道焊缝至少放置一组下列铅字识别标记:产品编号、焊缝编号、部位编号和透照日期(管子透照除外)。
(6)改善图像质量所采用的方法
1)用铅屏蔽板屏蔽散射线。
2)用铅光阑限制X射线束辐射至被检测区域。
3)用滤波板减弱低能散射。
(7)性能测量的间隔时间及灵敏度的标定 每次开机前校验一次灵敏度,当条件改变时,应重新校验灵敏度;在相同条件下,连续开机4h应校对一次灵敏度。系统分辨率每三个月校验一次。
7.图像观察
1)图像观察分为动态观察和静态观察,静态观察时按相关标准进行图像处理。
2)应在光线柔和的环境下观察检验图像,图像显示器屏幕应清洁、无斑痕、无明显的光线反射。观察距离为显示屏高度的3~5倍。
3)图像可以正像或负像方式显示。
8.图像尺寸测量
(1)标定方法 将经过计量的或已知精确尺寸的试体紧贴在被检焊缝的一侧与焊缝同时成像。用计算机提供的测量方法多次测量图像上试体放大或缩小比例,当测量值趋近于某一定值时,表示图像评定尺的标定结果已准确。
(2)评定前的标定 每次评定前,应做一次标定。连续检验时,在透照工艺一致的条件下,每一条同类型的需评定的焊缝检验图像中,应至少有一幅图像是具有校验图像标定尺的。
(3)测量误差 图像尺寸测量误差应小于0.3mm。
9.图像存储及检验报告
1)检验图像原始数据不可更改,应储存在数据流磁带或光盘等保存媒体中,保存在防磁、防潮、防尘、防挤压的环境中。
2)检验图像应备案,妥善保存7年以上,以备核查。有效保存期内,图像数据应不可更改。相应的原始记录和检验报告也应同期保存。
3)检验报告的主要内容应包括:产品名称、检验部位、缺陷名称、评定等级、返修情况和检验日期等。检验报告必须有操作人员和评定人员的书写签名。
10.应用实例(直管熔化焊对接接头实时成像检验)
(1)适用范围 适用于外径小于等于89mm的管子对接焊缝和缺陷等级评定。对于外径大于89mm的管子对接焊缝,可采用双壁单投影进行检验,管子焊缝质量的评定方法相同。
(2)表面要求 焊缝表面质量应符合目视检验的有关要求,管子表面应无脱层氧化皮及油垢等污物,焊缝应向母材平滑过渡。焊缝上的不规则状态,不应掩盖缺陷影像和与缺陷的影像混淆,否则应做适当的修整。
(3)焦点尺寸与放大倍数 焦点尺寸与放大倍数如表7-54所示。
(4)透照方式 在进行直管对接接头实时成像检验中,被检管焊缝在固定位置做圆周运动,射线束中心一般与被检焊缝平面倾斜15°~20°,采用双壁双投影照相法。焊缝在屏幕上呈椭圆形图像显示,其间距以3~10mm乘以放大倍数为宜。
表7-54 焦点尺寸与放大倍数

(5)评定区与图像处理 屏幕上显示的椭圆图像一般分为两个评定区:靠近图像增强器输入侧的焊缝区段为主评定区;靠近射线源侧焊缝区段为次评定区。每道焊口应进行旋转一周的100%的检测,当发现缺陷时,应将其置于主评区内进行观察,在必要时应使用图像处理器进行图像处理。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。