



氦泄漏试验是通过被检容器充入氦气或用氦气包围容器后,检测容器是否漏氦或渗氦,以此来检测焊缝致密性。因为氦气具有密度小,能穿过微小孔隙的特点,所以氦泄漏检测是一种灵敏度较高的致密性试验方法,通常应用于整体防漏等级较高的场合。
GB/T15823—2009《无损检测 氦泄漏检测方法》中明确规定了氦泄漏检测的具体方法和要求,可用来确定泄漏位置或测量泄漏率。
1.氦泄漏检测原理
氦泄漏试验时,将氦质谱检漏仪与嗅吸探头连接形成泄漏探测器,用来检测被检测容器泄漏出的微量氦气。嗅吸探头将氦气吸入,送到泄漏探测器系统中,并将其转变为电信号;泄漏探测器再将电信号以光或声的形式显示出来。氦质谱检漏仪可根据要求调整检测灵敏度,按照氦气的泄漏量决定是否报警。
氦质谱检漏仪是根据质谱学原理,用氦做探索气体而制成的仪器。试验时当氦气从漏孔中泄出后,随同其他气体一起被吸入质谱检漏仪中,质谱检漏仪内的灯丝发射出的电子把分子电离,正离子在加速场的作用下作加速运动,形成离子束。当离子束射入与它垂直的磁场后作圆周运动,不同质量的离子有不同的偏转角度。改变加速电压可以使不同质量的离子通过接收缝接受检测。在仪器分析器的某一特定位置上设置收集极,就可以把氦离子从产生的离子残余物中隔离出来。然后通过静电计管的检波和放大装置,进入音频发生器和电流计,使氦离子产生的电流推动音频发生器发出声响,同时电流计可显示电流变化过程的读数,从而反映出容器是否致密或渗漏的程度。
2.氦泄漏检测方法
常用的氦泄漏检测方法有加压法和真空法两种。
(1)加压法 加压法又称吸枪法。此法是将被检容器抽真空后,充入一定氦气,再充氮气或压缩空气(或直接充入氦气),并达到规定压力。氦气通过漏点漏出,被嗅吸探头(吸枪)吸入。超过设定的泄漏率时,氦质谱检漏仪报警,并确定漏点的位置。加压法检漏见示意图6-16。
(2)真空法 真空法是将被检容器与氦质谱仪连接,将容器内抽真空,用氦气喷枪对被检容器的焊接接头和其他可疑部位喷吹氦气。如果有泄漏,氦气会被吸入抽真空的容器内,并进入氦质谱仪内,超过规定的泄漏量时,氦质谱仪报警。真空法按氦气的存放形式又分为喷枪技术和护罩技术两种。图6-17为采用喷枪技术的真空法检漏示意图。
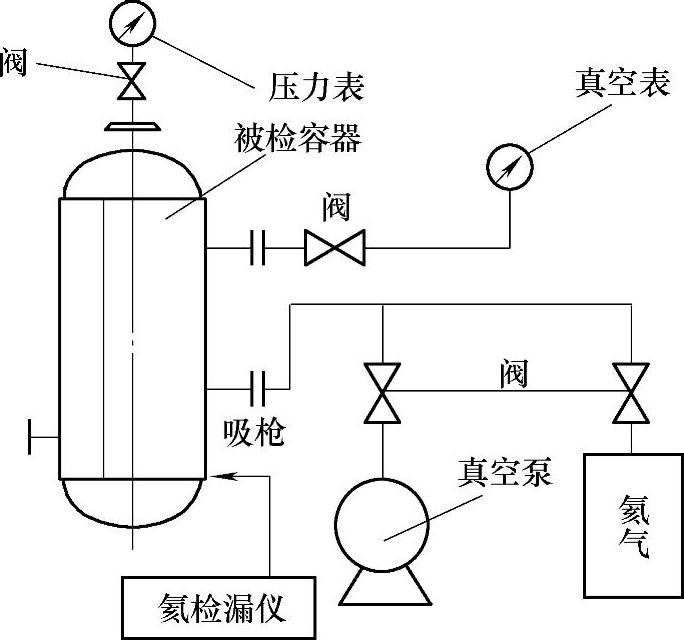
图6-16 加压法检漏示意图
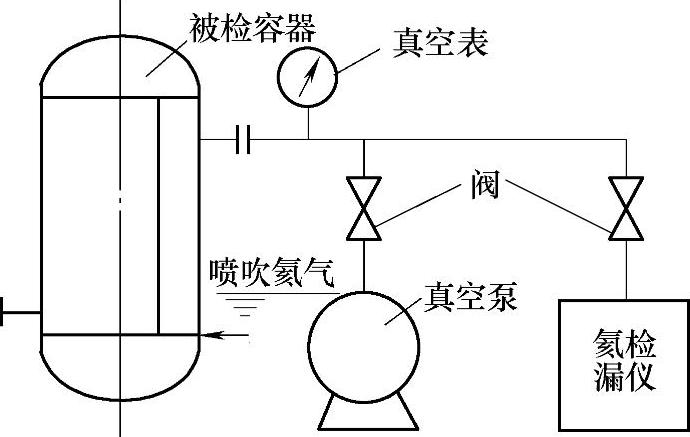
图6-17 真空法检漏示意图
3.氦泄漏检测过程
氦泄漏检测应在其他检测均已完成后进行。试验前设备表面及内部需保持清洁、干燥,否则将会影响试验结果,造成错误判断。
(1)试验物品及场地 试验所需物品和设备有氦质谱检漏仪、吸枪、氦气瓶、热风装置、压力表、塑料薄膜及胶带等。
(2)设备表面处理及干燥 由于氦检是通过氦气穿过漏孔来达到检测目的,所以焊缝表面的油污、焊渣以及设备内部的积水、污垢等,都会使泄漏孔暂时阻塞而影响检测结果。因此,试验前必须彻底清理设备内部及焊缝表面,并用热风装置将设备内部彻底干燥。在检测前,用塞子、盖板、密封脂、胶粘剂或其他能在检测后易于全部除去的合适材料,把所有的孔洞加以密封。
(3)质谱检漏仪的校验 吸枪与质谱检漏仪之间使用金属软管连接后,将吸枪移至正压校准漏气孔出口侧,校验仪器的读数。质谱检漏仪必须在校验后使用,并在试验期间每隔1~2h校验一次。质谱检漏仪的检漏率应高于设备所允许漏率1~2个数量级。(https://www.xing528.com)
(4)内部加压 首先将设备置于明亮、透风良好的场所,连接好试验用管路及压力表。至少采用两个量程相同且经校验的压力表,并将其安装在试验容器的顶部便于观察的位置。先用氮气或其他惰性气体将设备压力升高,然后用纯氦气把试验设备的内压增加至试验压力,并使设备内部至少含有10%~20%(体积分数)的氦气。试验压力不得高于设备设计压力的25%,但不低于0.103MPa。所有部件在检测期间,金属的最低或最高温度不应超过所采用氦检测方法所允许的规定温度。
(5)检查 设备保压30min后,用扫描率不大于25mm/s的速度,在距离焊缝表面不大于3.2mm的范围内用吸枪吮吸。检查时应从焊缝底部最低点开始,依照由下而上、由近而远的顺序进行。检漏过程中,如发现大量氦气进入质谱检漏仪,应立即移开吸枪。
4.检测评定
若检测的泄漏率不超过1×10-5Pa·m3/s,则该被检区域判为合格。当探测到不能验收的泄漏时,应对泄漏位置做出标记,然后将部件减压,并对泄漏处按有关规定进行返修。
5.检测报告
检测报告应包括下述内容。
1)检测日期。
2)操作者的证书等级和姓名。
3)检测工艺编号或修订号。
4)检测的方法或技术。
5)检测结果。
6)部件标记。
7)检测仪器、标准漏孔和材料标记。
8)检测条件、检测压力和气体浓度。
9)压力表制造厂、型号、量程和编号。
10)所用方法或技术装备的草图。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。