



气密性试验是用来检测焊接容器致密性缺欠的一种常用方法。试验的主要目的是保证容器在工作压力状态下,任何部位都没有自内向外的泄漏现象。气密性试验应安排在液压试验等焊接工程质量检测项目合格后进行。对于介质毒性程度极高,高度危害或设计上不允许有微量泄漏的压力容器,必须进行气密性试验。
1.气密性试验要求
压力容器在下列条件下需要进行气密性试验。
1)当压力容器盛装的介质其毒性为极度危害和高度危害,或不允许有微量泄漏,设计时应提出压力容器气密性试验要求。
2)对于移动式压力容器,必须在制造单位完成罐体安全附件的安装,并经压力试验合格后方可进行气密性试验。
3)气密性试验应在液压试验合格后进行。对设计图样有气压试验要求的压力容器,应在设计图样上明确规定是否需进行气密性试验。
4)压力容器进行气密性试验时,一般应将安全附件装配齐全。如果需使用前在现场装配安全附件,应在压力容器质量证明书的气密性试验报告中注明,装配安全附件后需再次进行现场气密性试验。
2.气密性试验条件
(1)试验压力 压力容器气密性试验压力为压力容器的设计压力。
(2)试验气体 试验所用气体应为干燥洁净的空气、氮气或其他惰性气体。
(3)试验温度 碳素钢和低合金钢制压力容器,其试验用气体的温度应不低于5℃,其他材料制压力容器按设计图样规定。(https://www.xing528.com)
3.试验步骤
气密性试验应按图样上注明的试验压力、试验介质和检测要求进行,容器需经液压试验合格后方可进行气密性试验。
容器进行气密性试验时,将容器密封,通入压缩空气等试验介质后进行加压。加压时压力应缓慢上升,达到规定试验压力后关闭进气阀门,进行保压;然后对所有焊接接头和连接部位进行泄漏检查。检测方法是用肥皂液或其他检漏液涂满焊接接头和连接部位,检测这些部位是否有气泡形成,以及压力表的数值有无下降。小型容器也可浸入水中检查。若有泄漏或压力表读数下降,应找出漏气部位,卸压后进行返修补焊等处理,再重新进行试验。若无泄漏,且保压不少于30min后压力表读数未下降,即为合格。
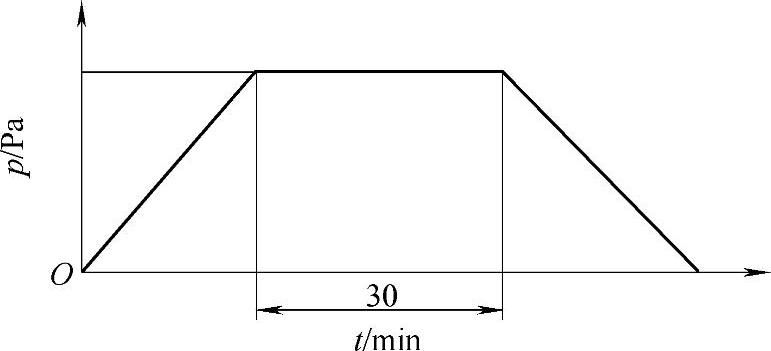
图6-15 气密性试验升、降压曲线图
气密性试验过程中的升、降压曲线见图6-15。
4.气密性试验报告
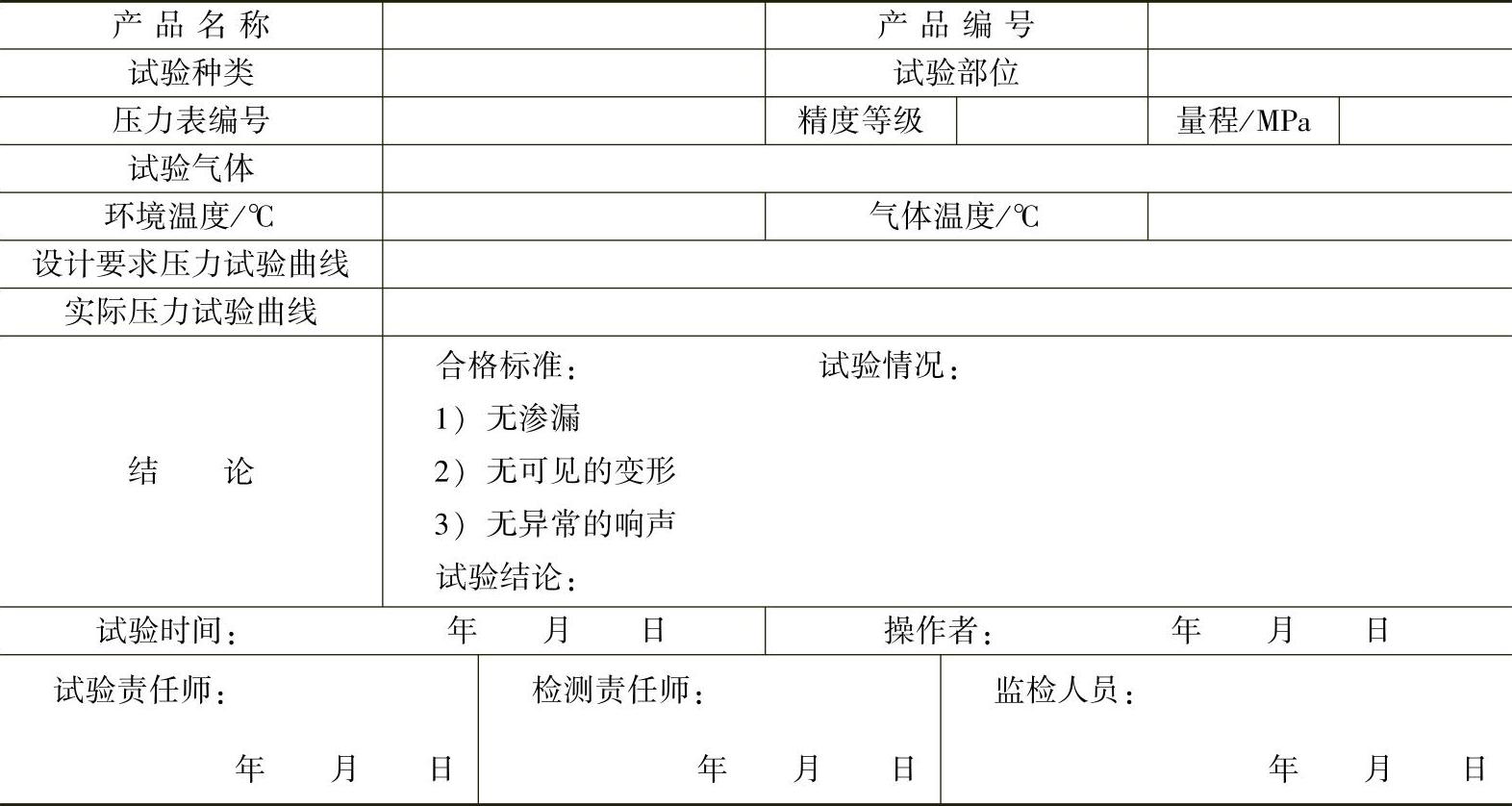
气密性试验结束后,应根据试验情况编制和填写试验报告(见表6-6)。
表6-6 气密性试验报告
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。