



水压试验是最常用的压力试验方法。常温下的水基本上不可压缩,用加压装置给水加压时,不需要消耗太多机械功即可升到较高压力,水泄压膨胀甚至设备爆破使水迅速降压释放的能量也很小。用水作试压介质既安全又廉价,操作起来也十分方便,目前得到了广泛的应用。对于极少数不宜装水的焊接结构,例如容器内不允许有微量残留液体,或由于结构原因不能充满液体的容器,则可采用不会导致发生危险的其他液体;但试验时液体的温度应低于其闪点或沸点。
1.试验压力
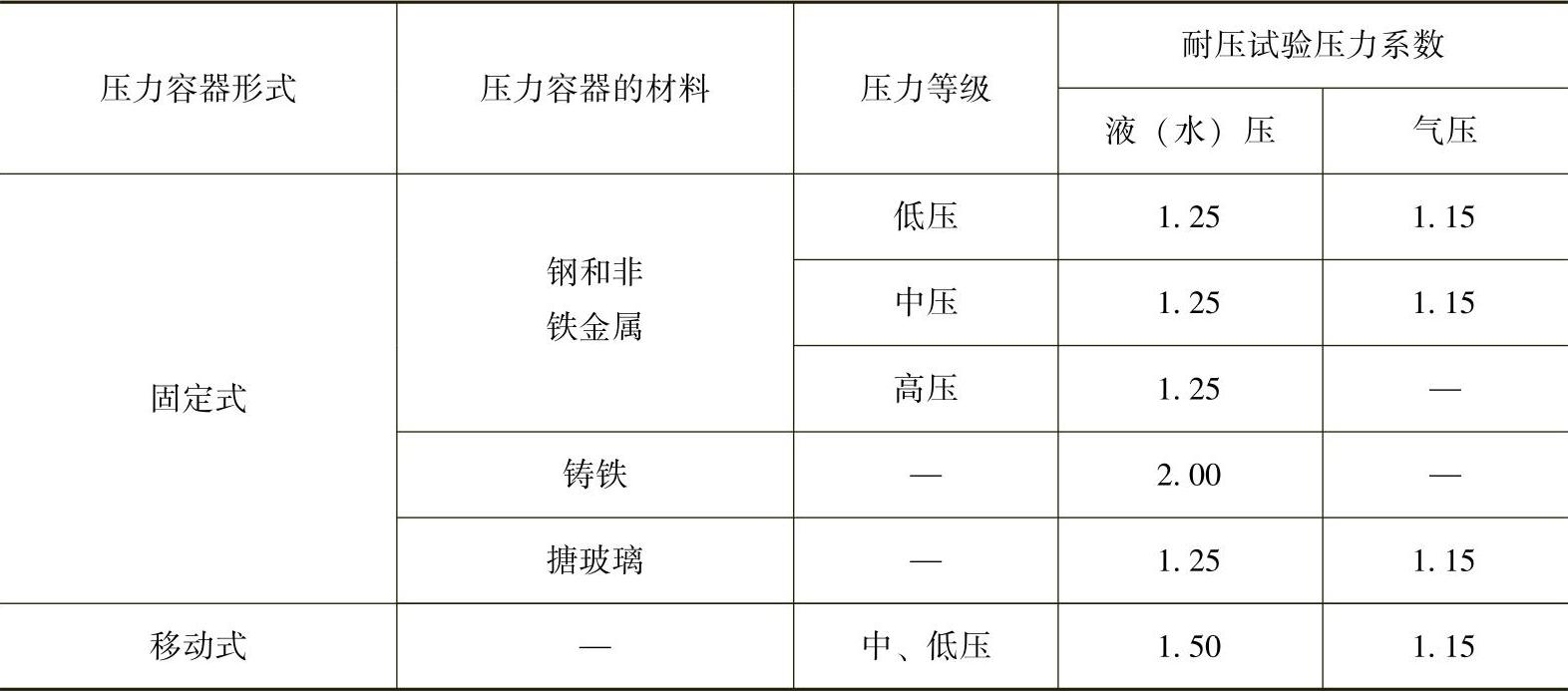
内压容器的水压试验中,压力计算公式为pT=ηp[σ]/[σ]t,式中,pT是试验压力,单位为MPa;p是设计压力,单位为MPa;η是耐压试验压力系数,见表6-2;[σ]是容器部件材料在试验温度下的许用应力,单位为MPa;[σ]t是容器部件材料在设计温度下的许用应力,单位为MPa。
对于内压容器,铭牌上规定有最大允许工作压力时,应以最大允许工作压力代替设计压力p。容器各部件(圆筒、封头、接管、法兰及紧固件等)所用材料不同时,应取各材料[σ]/[σ]t值中最小者。
表6-2 耐压试验压力系数η
2.试验水温和保压时间
TSGR0003—2007规定:碳素钢、Q345(16MnR)和正火Q390R(15MnVR)钢容器液压试验时,液体温度不得低于5℃;其他低合金钢容器,液压试验时液体温度不得低于15℃。如果由于板厚等因素造成材料无延性转变温度升高,则需相应提高试验液体温度;其他钢种容器液压试验温度一般按图样规定。
TSGR0003—2007规定:保压时间一般不少于30min。
3.试验要求
进行水压试验的产品,焊缝的返修、焊后热处理、力学性能检测及无损检测必须全部合格。受压部件充灌水之前,药皮、焊渣等杂物必须清理干净。
水压试验的系统中,至少有两块压力表,一块作为工作压力表,另一块作为监视压力表。选用的压力表,必须与压力容器内的介质相适应。低压容器使用的压力表精度不应低于2.5级;中压及高压容器使用的压力表精度不应低于1.5级。压力表盘刻度限值应为最高工作压力的1.5~3.0倍,表盘直径应不小于100mm。压力表必须经计量部门校核过,并有铅封才能使用。
耐压试验前,对于容器的开孔补强圈,应通入0.4~0.5MPa的压缩空气检查焊接接头质量。压力容器各连接部位要紧固妥当,耐压试验场地应有可靠的安全防护设施。
4.试验步骤
1)试验时容器顶部应设排气口,充液时应将容器内充满液体,使滞留在压力容器内的气体排尽。试验过程中,要保持容器观察表面的干燥,以便于观察。
2)加压前应等待容器壁温上升,当压力容器壁温与液体温度接近时,才能缓慢升压。当压力达到设计值时,确认无泄漏后继续升压到规定的试验压力,保压时间一般不少于30min;然后降到规定试验压力的80%,保压足够时间后进行检查,同时对焊缝仔细检测。当发现焊缝有水珠、细水流或潮湿时就表明该焊缝处不致密,应将其标示出来,并将该工程评为不合格,经返修处理后重新试验。如果在试验压力下,关闭了所有进、出水的阀门,其压力值保持一定时间不变,未发现任何缺欠,则评为合格。检查期间压力应保持不变,但不能采用连续加压的办法维持试验压力不变。压力容器液压试验过程中不准在加压状态下,对紧固螺栓或受压部件施加外力。
3)对于夹套容器,先进行内筒液压试验,合格后再焊夹套,然后进行夹套内的液压试验。(https://www.xing528.com)
4)对管道进行检查时,可用闸阀将它们分成若干段,并且依次对各段进行检查。
5)液压试验完毕后,应缓慢泄压,将液体排尽,并用压缩空气将内部吹干。
试验过程中的升、降压曲线见图6-13。此外,对于奥氏体不锈钢制容器等有防腐要求的容器,用水进行液压试验后应将水渍清除干净,并控制水的氯离子含量不超过25mg/L。
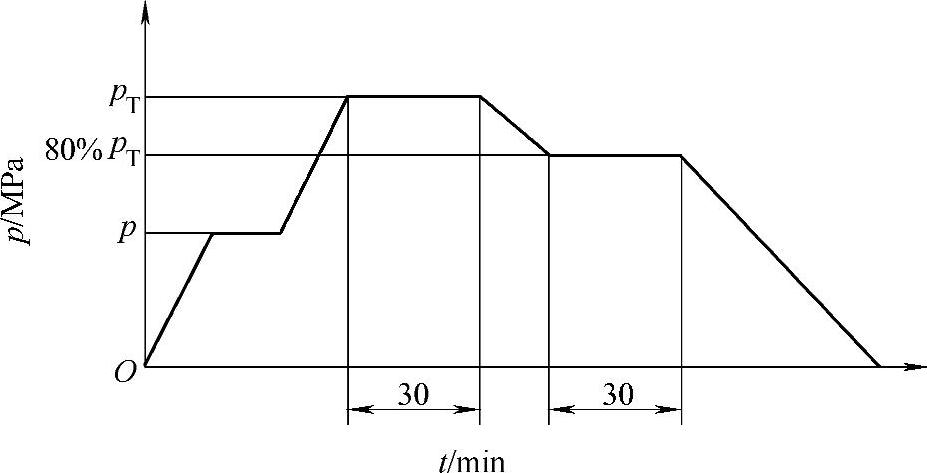
图6-13 水压试验升、降压曲线图
5.产品合格标准
根据TSGR0003—2007规定,液压试验后的压力容器,符合下列条件者判为合格。
1)无渗漏。
2)无可见的变形。
3)试验过程中无异常的响声。
4)大于等于抗拉强度规定值下限540MPa的材料,表面经无损检测抽查未发现裂纹。
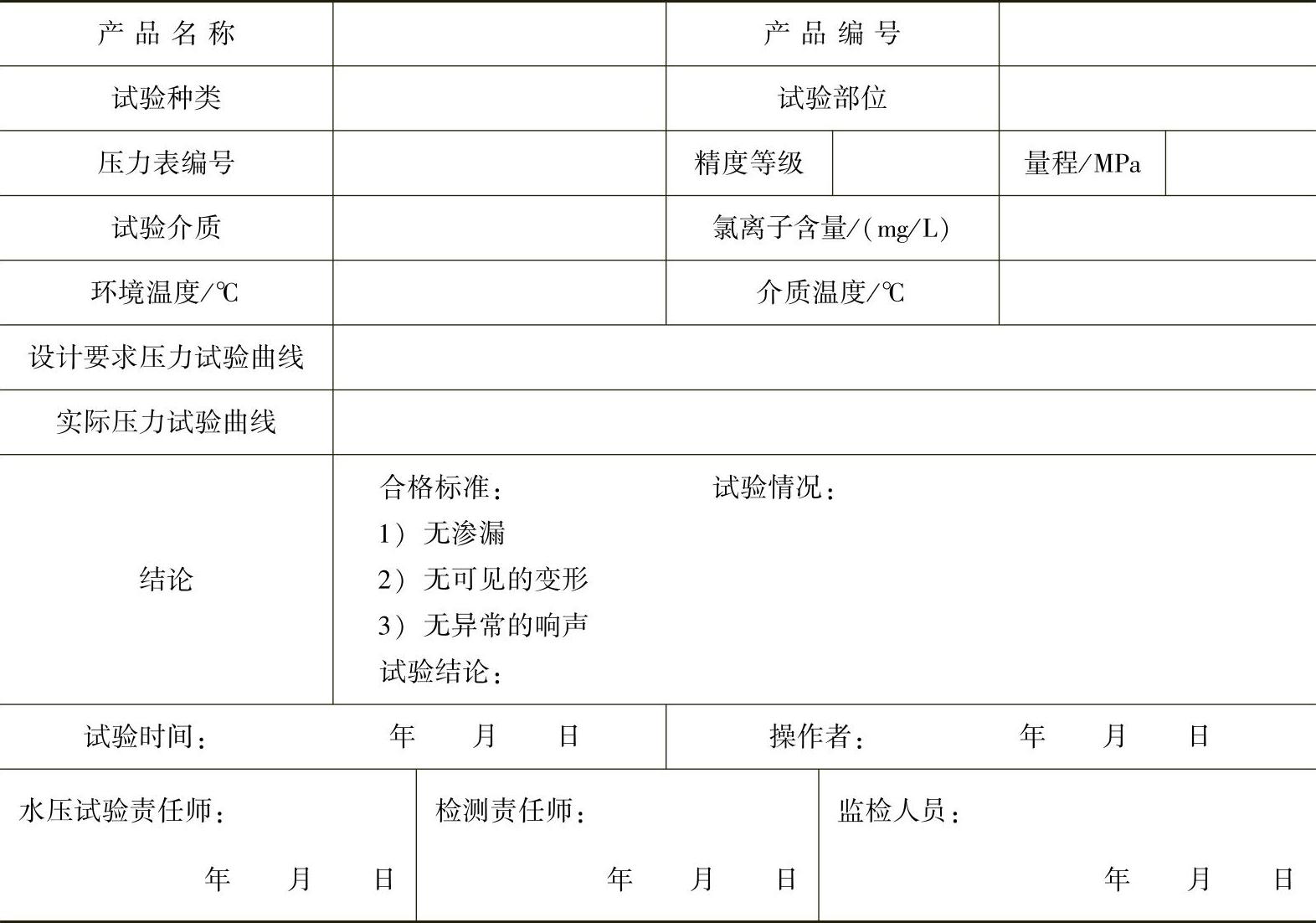
6.水压试验报告
水压试验结束后,应根据试验情况编制和填写试验报告(见表6-3)。在结论一栏中,应对产品的焊接质量做出合格或不合格的结论,并注明原因。
表6-3 水压试验报告
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。