



焊缝外形尺寸是保证焊接接头强度和性能的重要因素,检查的目的是检测焊缝的外形尺寸是否符合产品技术标准和设计图样的规定要求。检查的内容一般包括焊缝的外观成形、焊缝宽度、余高、错边、焊趾角度、焊缝边缘的直线度、角焊缝的焊脚尺寸等内容。
1.焊缝的外观成形
通常检查焊缝的外形和焊波过渡的平滑程度。若焊缝高低宽窄很均匀,焊道与焊道、焊道与母材之间的焊波过渡平滑,则焊缝成形好。若焊缝高低宽窄不均,焊波粗乱,甚至有超标的表面缺欠,则判为外观成形差。
2.焊缝尺寸
(1)焊缝的宽度 对接焊时,焊接操作不可能保证焊缝表面与母材完全平齐,坡口边缘必然要产生一定的熔化宽度,一般要求焊缝的宽度比坡口每边增宽不小于2mm。
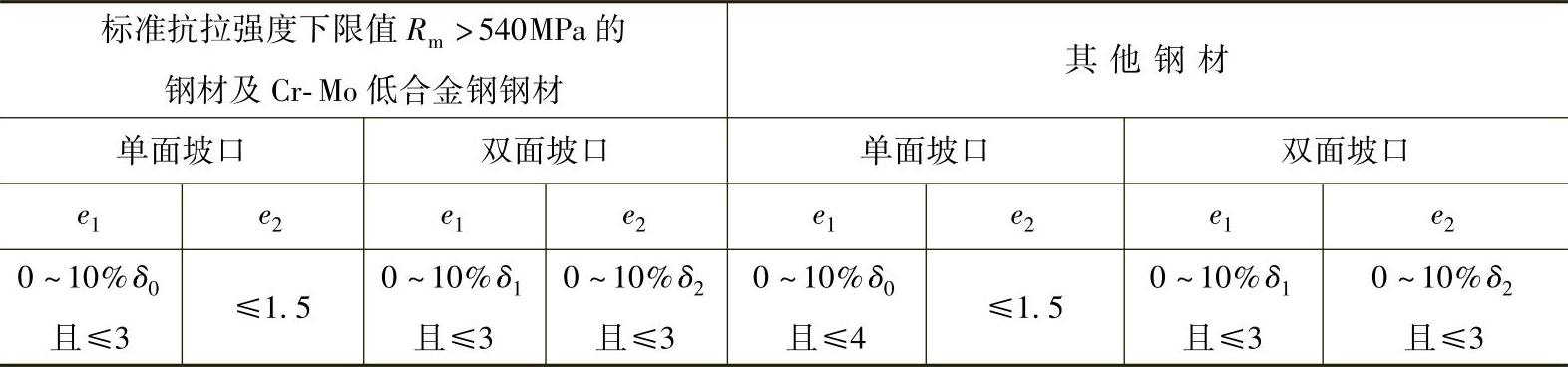
(2)焊缝的余高 母材金属上形成的焊缝金属的最大高度称为焊缝的余高。对于左右板材高度不一致的情况,其余高以最大高度为准。根据GB150.1~4—2011《压力容器》要求,A、B类接头焊缝的余高e1、e2(见图6-10)应符合表6-1的规定。
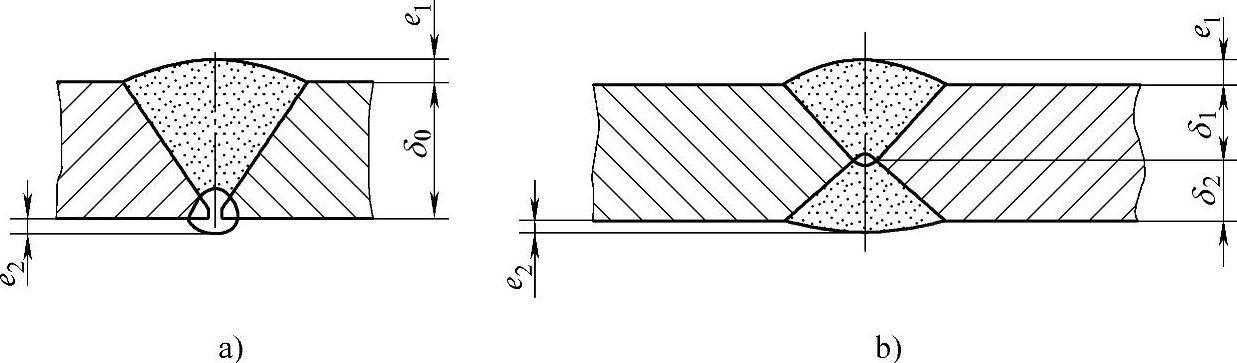
图6-10 焊缝余高e1和e2
a)A类接头 b)B类接头
表6-1 A、B类接头焊缝的余高允许偏差(单位:mm)
 (https://www.xing528.com)
(https://www.xing528.com)
(3)焊趾角度 焊趾角度是指在接头横剖面上,经过焊趾的焊缝表面切线与母材表面之间的夹角,见图6-11中的θ。根据CB1220—2005的规定,对接接头的焊趾角θ应不小于140°,T形接头的焊趾角θ应不小于130°。
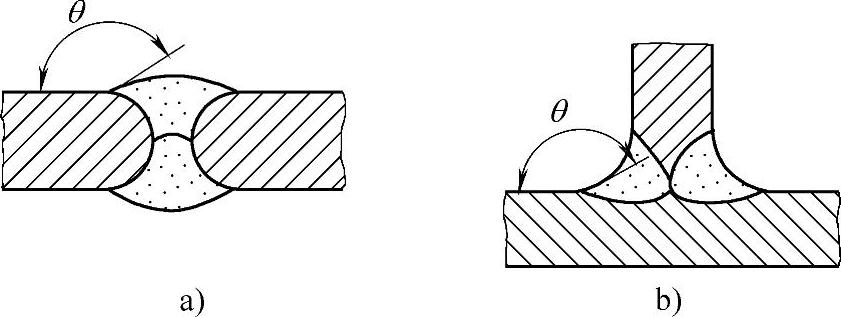
图6-11 焊趾角度示意图
a)对接接头 b)T形接头
(4)角焊缝的焊脚尺寸 角焊缝的焊脚尺寸K值由设计或有关技术文件注明。根据GB50205—2001的规定,T形接头、十字接头、角接接头等要求熔透的对接和角对接组合焊缝,其焊脚尺寸不应小于T/4(T为母材厚度)。设计有疲劳验算要求的起重机梁或类似构件,其腹板与上翼缘连接焊缝的焊脚尺寸为T/2,且不应大于10mm。焊脚尺寸的允许偏差为0~4mm。
(5)焊缝边缘直线度f 焊缝边缘沿焊缝轴向的直线度f见图6-12。在任意300mm连续焊缝长度内,埋弧焊的f值应不大于2mm,焊条电弧焊、埋弧半自动焊的f值应不大于3mm。
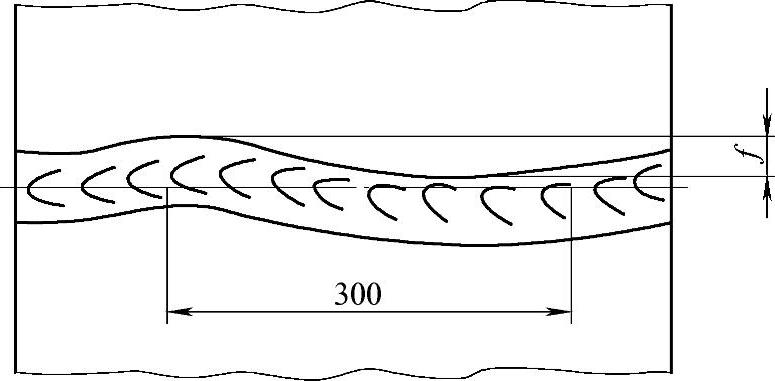
图6-12 焊缝边缘直线度
(6)焊缝的宽度差 焊缝的宽度差即焊缝最大宽度和最小宽度的差值,在任意500mm焊缝长度范围内不得大于4mm,整个焊缝长度内不得大于5mm。
(7)焊缝表面凹凸差 焊缝表面凹凸差即焊缝余高的差值,在焊缝任意25mm长度范围内,不得大于2mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。