



焊接检测贯穿于从图样设计到工程完工的整个生产过程,并包括安装和使用阶段。检测内容包括所使用的材料、工具、设备、工艺过程和工程综合质量等。所以,根据检测对象选择相应的检测方法是控制焊接工程质量的重要环节。焊接工程质量检测方法有以下分类。
1.按检测数量分类
(1)抽检 用抽查方法检测局部焊缝质量的方法称为抽检。在焊接质量比较稳定的情况下,可以对焊接接头质量进行抽查检测;但是不能排除如网路电压、送丝速度、焊丝摆动等偶然因素对焊接质量的影响。因此,抽查检测焊缝的质量,不能完全反映所有焊缝的质量,只能相对比较和评价焊接质量。就压力容器而言,抽检的焊缝中必须包括筒体纵、环焊缝的交叉部位。抽查检测的数量,一般用百分比表示,计算方法如下:
1)按焊缝长度计算,在单条焊缝较长的情况下(例如压力容器的纵缝和环缝),抽检比例=(抽检焊缝的长度/焊缝总长度)×100%。
2)按焊缝条数计算,在单条焊缝较短且同类型焊缝数量较多的情况下(例如成批生产的小口径钢管对接焊缝),抽检比例=(抽检焊缝的条数/焊缝总条数)×100%。
(2)全检 对所有的焊缝或者产品进行100%检查称为全检,全检常用于以下场合:
1)产品价值高,出现一个废品会带来很大的经济损失。
2)产品质量好坏会给人们生命和财产安全带来很大危害,如压力容器的焊缝常常被规定为全检。
3)条件允许的检测,如焊接的表面缺欠检测等。
4)抽检后发现不合格品较多或整批不合格时。
2.按检测方法分类(https://www.xing528.com)
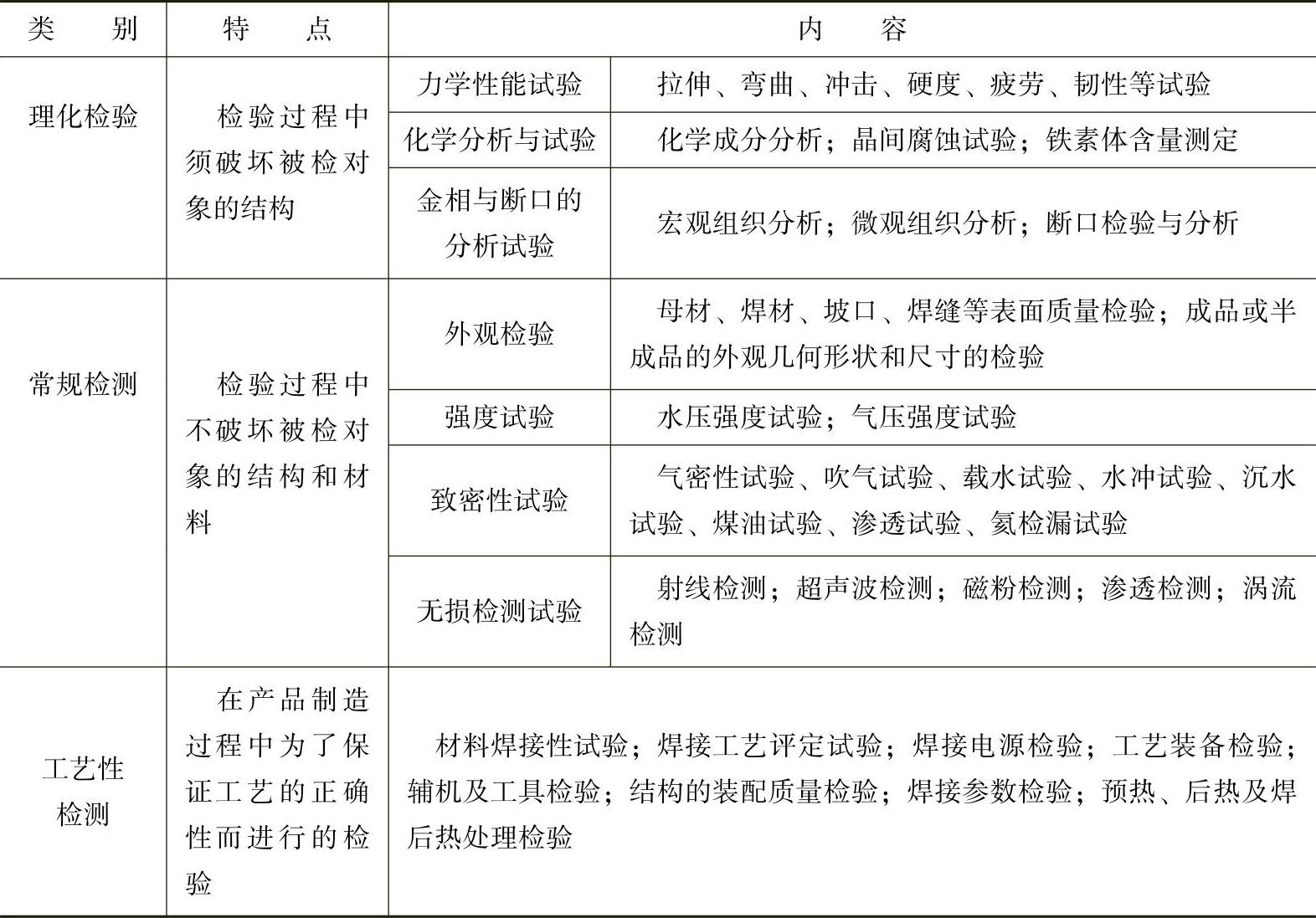
焊接检测按检测方法可分为理化检验、常规检测和工艺性检测三类,每类方法中根据检测项目的不同又可分为若干小类,每小类又有若干具体的检测方法,见表4-1。
表4-1 焊接检测方法分类
3.按焊接检测过程分类
按焊接检测进行的过程,焊接检测分为焊前检测、焊接过程检测、焊后质量检测、安装调试质量检测和焊接产品服役期间检测五个环节。
4.按检测制度分类
按检测制度分,焊接检测分以下三类:
(1)自行检测 检测由生产操作人员在工序完成后自行的检测。
(2)专人检测 由质检部门派出专职检测人员进行的检测,通常是检测手段或技术比较复杂的检测。(3)监督检测 由制造、订货以外的第三方监督部门进行的检测。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。