



【摘要】:下面以小滑板刻度盘零件为例说明车削加工各零件的内容及方法。每个学生应独立完成本组分配的车削零件加工任务。根据工件加工余量和切削条件确定进给量。
车削加工的零件图见附录D。
下面以小滑板刻度盘零件(附录D图18)为例说明车削加工各零件的内容及方法。每个学生应独立完成本组分配的车削零件加工任务。
1.分析零件图
1)认真分析零件图,弄清楚零件的结构形状。
2)明确零件各部位的尺寸、精度和表面粗糙度要求。
2.零件的工艺分析及毛坯的选择
(1)零件的加工工艺分析 根据工件各加工表面的尺寸、精度及表面粗糙度等要求,确定合理的加工方法。
(2)选择毛坯 根据零件外形尺寸及确保加工精度所必需的加工余量,确定合理的毛坯尺寸。由于是单件加工,毛坯选用棒料即可,选用直径ϕ12mm的H62铜棒。
3.车削加工工艺的编制及机床和刀具、夹具、量具、辅具的选择
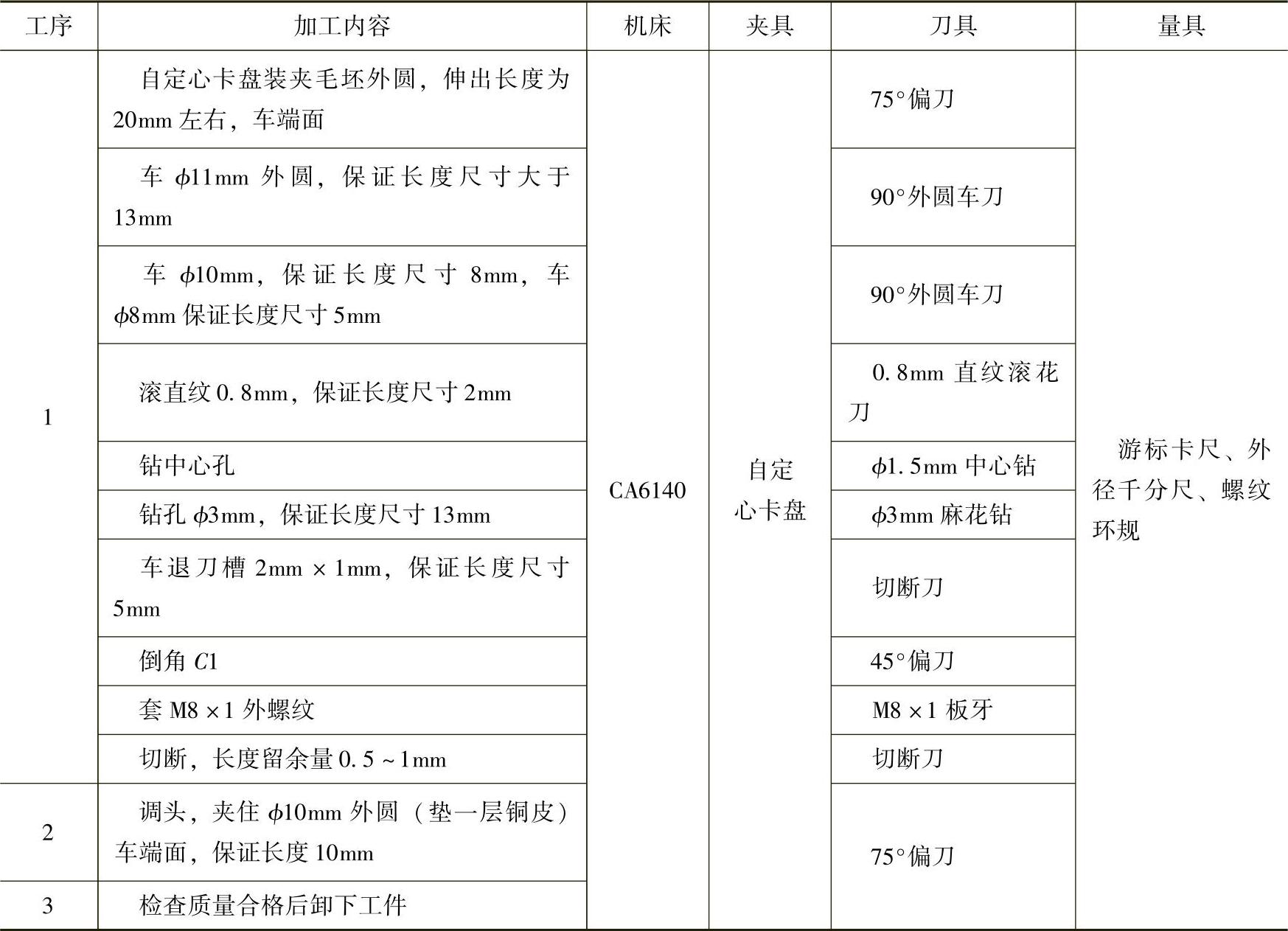
小滑板刻度盘零件加工工艺及选用的机床及刀具、夹具、量具、辅具参见表4-33。
表4-33 小滑板刻度盘零件加工工艺
4.选择切削用量
1)选择背吃刀量ap。粗车ap=0.5~1mm,精车ap=0.1~0.5mm。(https://www.xing528.com)
2)选择进给量f(单位:mm/r)。根据工件加工余量和切削条件确定进给量。
3)选择车削速度vc及车床主轴转速n,依据下列公式
vc=πdwn/1000
式中 vc———车削速度(m/min);
dw———工件待加工表面直径(mm);
n———车床主轴转速(r/min)。
5.按加工工艺进行切削加工
1)详阅加工零件图,并按确定的毛坯尺寸检查坯料尺寸。
2)按所确定的切削用量调整机床。
3)按加工工艺安装车刀。
4)将工件安装在卡盘上。
5)按加工工艺进行切削加工。
6.检测及评价
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。