



1.用圆柱铣刀铣平面
圆柱铣刀有直齿和螺旋齿两种,螺旋齿圆柱铣刀在切削时,刀齿是逐渐切入工件的,切削较平稳,因此应用较多。
以图4-19所示工件为例,介绍用圆柱铣刀在卧式铣床上铣削平面的方法。
(1)选择铣刀 根据图4-19所示,查机械设计手册选用80mm×80mm×32mm(外径×长度×孔径),齿数z=8的高速钢粗齿圆柱铣刀。
(2)装夹工件 在X6132型卧式铣床工作台面上安装机用平口虎钳,并用百分表找正,固定钳口与工作台纵向进给方向一致。
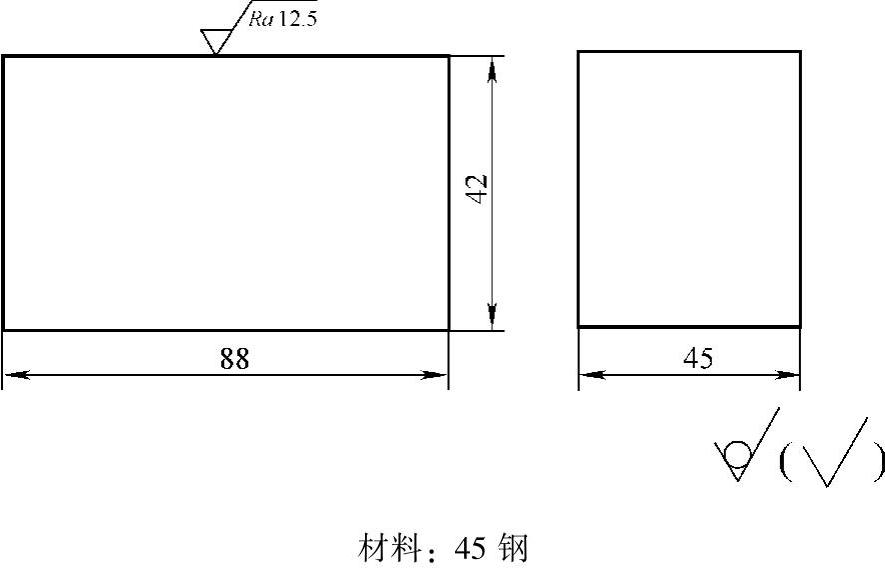
图4-19 用圆柱铣刀铣削平面工件
(3)确定切削用量 根据工件材料、铣刀材料及铣刀直径,铣削速度可选为vc=16~35m/min。粗铣时,选用较小的数值;精铣时,可选用较大的数值。每齿进给量可以选fz=0.06~0.2mm/z。粗铣时,选用较大进给量;精铣时,可选用较小进给量。
铣床的主轴转速,如铣削速度选取vc=25m/min,可算得

根据计算结果,把X6132型铣床主轴转速调整至95r/min。
(4)铣削过程
1)移动工作台使工件位于铣刀下面。(https://www.xing528.com)
2)起动主轴,再摇动升降台进给手柄,使工件慢慢上升,当铣刀微触工件后,在升降刻盘上作记号。
3)降下工作台。
4)纵向退出工件,在按毛坯实际尺寸,调整铣削层深度。
5)铣削。余量小时可一次进给铣削至尺寸要求;否则可分粗铣和精铣两次加工。
(5)检测工件 铣削后卸下工件,用金属直尺或游标卡尺测量工件各部分尺寸。
2.用面铣刀铣平面
仍以图4-19所示为例,介绍用面铣刀在X5032型立式铣床上铣平面的方法。
(1)选择刀具 根据工件的宽度,可选用ϕ80mm的高速钢面铣刀。
(2)装夹工件 在X5032型立式铣床工作台面上安装机用平口虎钳。机用虎钳安装、找正和装夹工件的方法与用圆柱铣刀铣平面时相同。
(3)确定切削用量 采用高速钢面铣刀铣平面时,切削用量的确定方法与用圆柱铣刀铣平面时基本相同。
(4)铣削过程 对刀方法与圆柱铣刀铣平面时的对刀方法基本相同。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。