



零件图中的尺寸是加工和检验零件的重要依据。除了要符合前面所述的尺寸正确、完整、清晰外,还应尽量标注得合理。尺寸的合理性是指既符合设计要求,又便于加工、测量和检验。
1.尺寸基准的选择
尺寸基准是指零件在设计、制造和检验时,计量尺寸的起点。尺寸基准分为设计基准和工艺基准。下面以图3-63所示的轴承座为例加以说明。
(1)设计基准 设计基准是在设计零件时,为保证其功能,确定零件结构形状和各部分相对位置时所选用的基准。
用来作为设计基准的,大多是工作时确定零件在机器或部件中位置的面或线,如零件的重要端面、底面、对称面、回转面的轴线等。图3-63中,分别选择底面为高度方向的设计基准,对称平面为长度方向的设计基准。

图3-63 轴承座
(2)工艺基准 工艺基准是指在加工或测量时,确定零件相对机床、工装或量具位置的面或线。有时工艺基准和设计基准是重合的。图3-63中,底面既是设计基准,又是工艺基准。对于顶部的螺纹孔来说,顶面既是螺纹孔深度的设计基准,又是加工和测量时的工艺基准。
在标注尺寸时,最好能把设计基准和工艺基准统一起来,这样,既能满足设计要求,又能满足工艺要求。当设计基准和工艺基准不能统一时,重要尺寸应从设计基准出发直接注出,以保证加工时达到设计要求,避免尺寸之间的换算。一般尺寸考虑到测量方便,应从工艺基准出发标注。
2.标注尺寸的合理原则
(1)重要的尺寸应直接注出 重要尺寸是指直接影响机器装配精度和工作性能的尺寸。例如零件之间的配合尺寸、重要的安装定位尺寸等,一般都有公差要求。一般尺寸包括外形轮廓尺寸、无配合要求的尺寸、工艺尺寸(如退刀槽、凸台、凹坑、倒角等),一般都不注公差。(https://www.xing528.com)
(2)避免注成封闭尺寸链 零件上某一方向尺寸首尾相接,形成封闭尺寸链,在图3-64a所示的标注中,长度方向的尺寸L1、L2、L3、L4首尾相连,绕成一个整圈,称为封闭尺寸链。由于加工误差的存在,很难保证L4=L1+L2+L3,所以在标注时应该避免出现封闭尺寸链。为了保证每个尺寸的精度要求,通常对尺寸精度要求最低的一环不注尺寸(如L1),使尺寸误差都累积到这个尺寸上,从而保证重要尺寸的精度,又可降低加工成本,如图3-64b所示。
(3)便于加工与测量 标注尺寸应考虑零件便于加工、便于测量。例如在加工阶梯孔时,一般先加工小孔,然后依次加工出大孔。因此,在标注轴向尺寸时,应从端面注出大孔的深度,以便于测量,如图3-65所示。
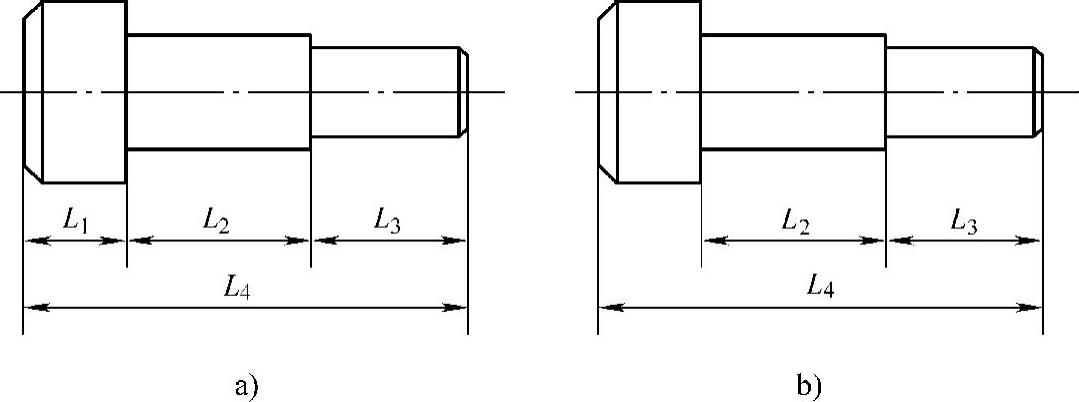
图3-64 不能注成封闭尺寸链
a)封闭尺寸链 b)正确注法
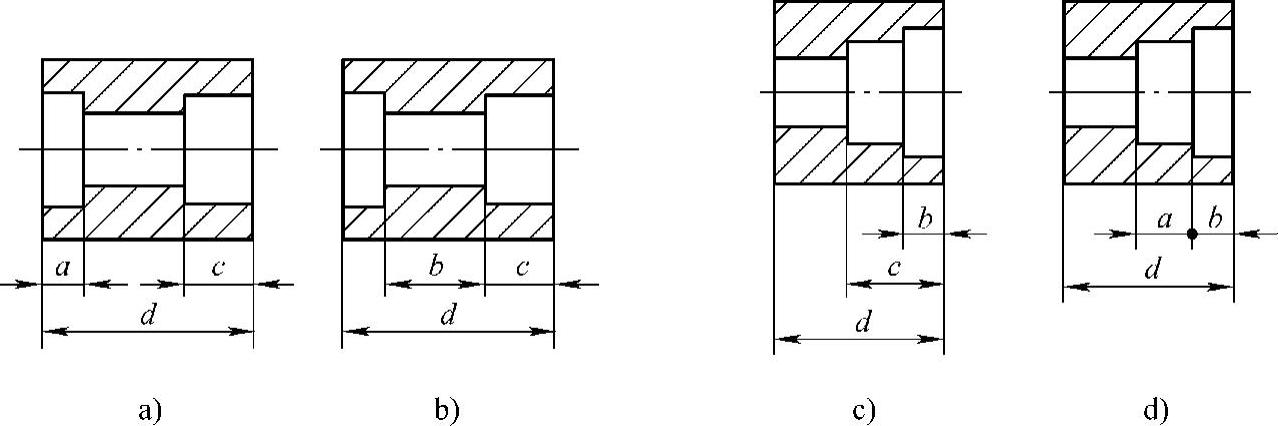
图3-65 尺寸标注要便于测量
a)便于测量 b)不便于测量 c)便于测量 d)不便于测量
(4)应符合加工顺序 图3-66a中的阶梯轴,其加工顺序一般是:先车外圆ϕ14mm、长50mm(图3-66b);其次车ϕ10mm、长36mm一段(图3-66c);再车离右端面20mm、宽2mm、ϕ6mm的退刀槽(图3-66d);最后车螺纹和倒角,(图3-66e)。因此,它的尺寸应按图3-66a所示的方式标注。
图3-67所示是按加工顺序标注轴向尺寸,是合理的。图3-68所示的尺寸注法不符合加工顺序,是不合理的。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。