



1.控制要求
(1)自动分拣线的组成与功能
某公司新开发了一条10m自动分拣线,主要由间歇式送料装置、输送带、不合格品处理装置(推杆)、合格品转送装置(机械手,两工位)等功能单元以及配套的电气控制系统、气动回路组成。自动分拣线的结构简图如12-12所示。
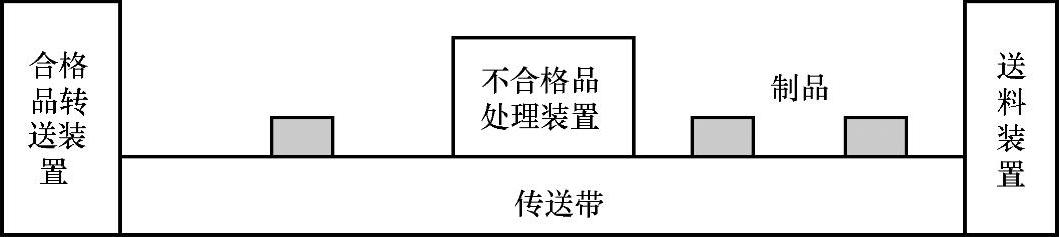
图12-12 自动分拣线的结构简图
工作过程中,制品经间歇式送料装置依次放置在输送带上,输送带在电动机的驱动下将制品向前输送。制品经传感器检测后,合格制品通过机械手放置于指定工位供下道工序加工,不合格制品经推杆装置推入指定的回收箱。
(2)自动分拣线控制系统功能要求
自动分拣线要求具有自动和手动两种工作模式。
自动工作模式:生产线按自动工作流程实现对合格(金属制品代)/不合格(非金属制品代)制品的分拣。
手动工作模式:分别控制各执行机构的动作。
(3)系统要求有人机界面监控功能,并要求有不低于两幅控制画面
画面功能如下:
1)可自动计算并显示分拣制品的总数、不合格品数、合格率等信息;
2)能对传送带驱动变频器的工作频率、加减速时间参数进行设定调整,并对其运行频率、负载电流以及工作状态(包括起、停、故障)进行监视;
(4)安全保护功能
1)运动机构不能发生碰撞;
2)故障自动停机并起动声光报警;
3)能在线显示故障信息(无法自动复位;料架无料;变频器故障等)。
4)具有紧急停机功能。
5)有开、停机指示灯。
(5)设定PLC与变频器485通信参数。
根据以上要求,请考生自行分配I/O分配,画出控制电路接线图,编制PLC程序,设定变频器参数,设计人机界面画面,进行系统调试达到上述控制功能。
2.技能操作指引(https://www.xing528.com)
(1)I/O分配
据控制要求分配I/O见表12-2(同实训项目38)。
(2)变频器参数设置(同实训38)
(3)程序编写
程序编写时分成三大块,通信和参数读写程序如图12-13所示,自动分拣程序如图12-14所示,合格品与非合格品计算程序如图12-15所示。
(4)触摸屏画设计
制作触摸屏画面时,先进行软元件分配并各程序对应,见表12-7所示。制作的触摸屏画面如图12-16所示。
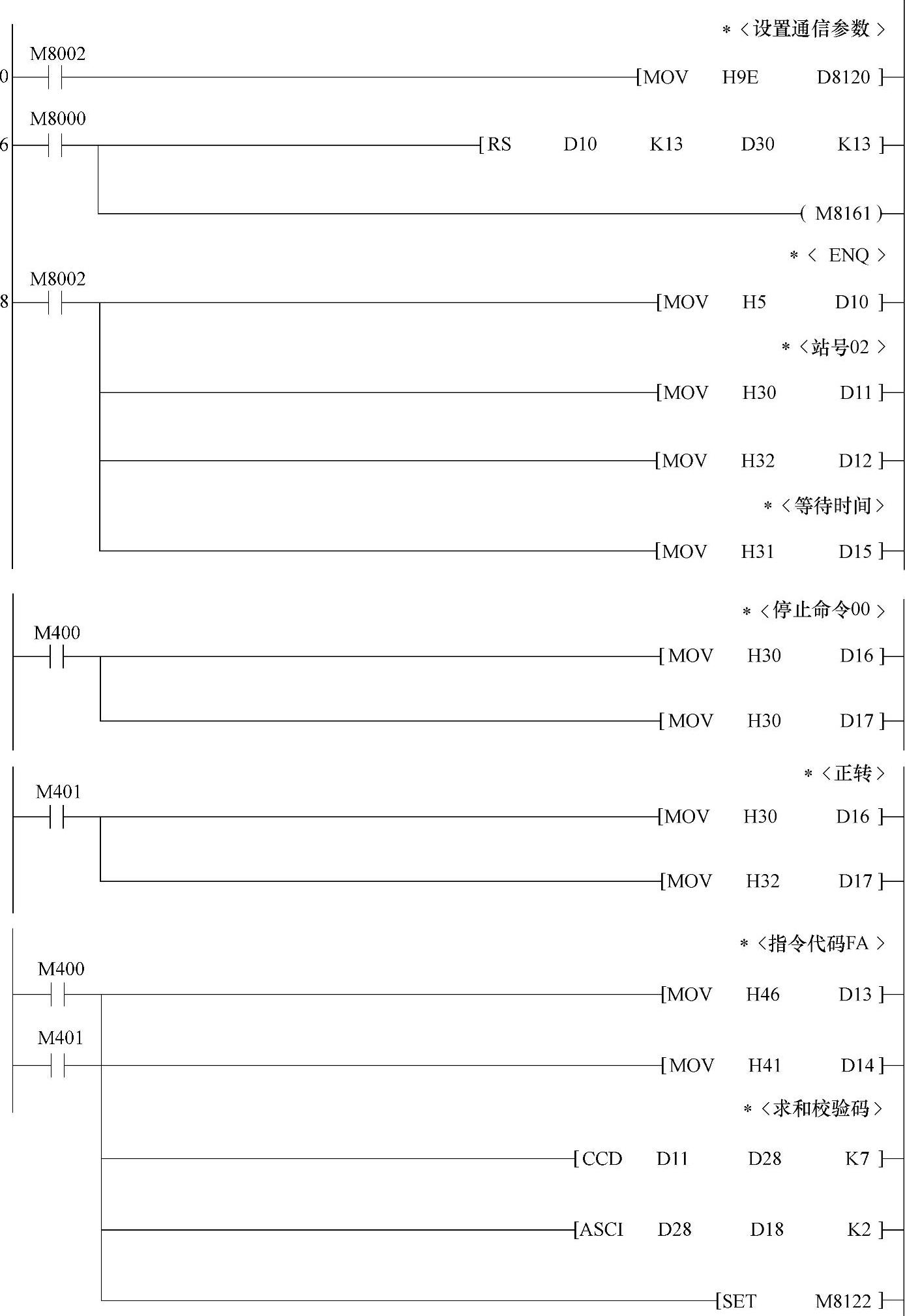
图12-13 通信和参数读写程序
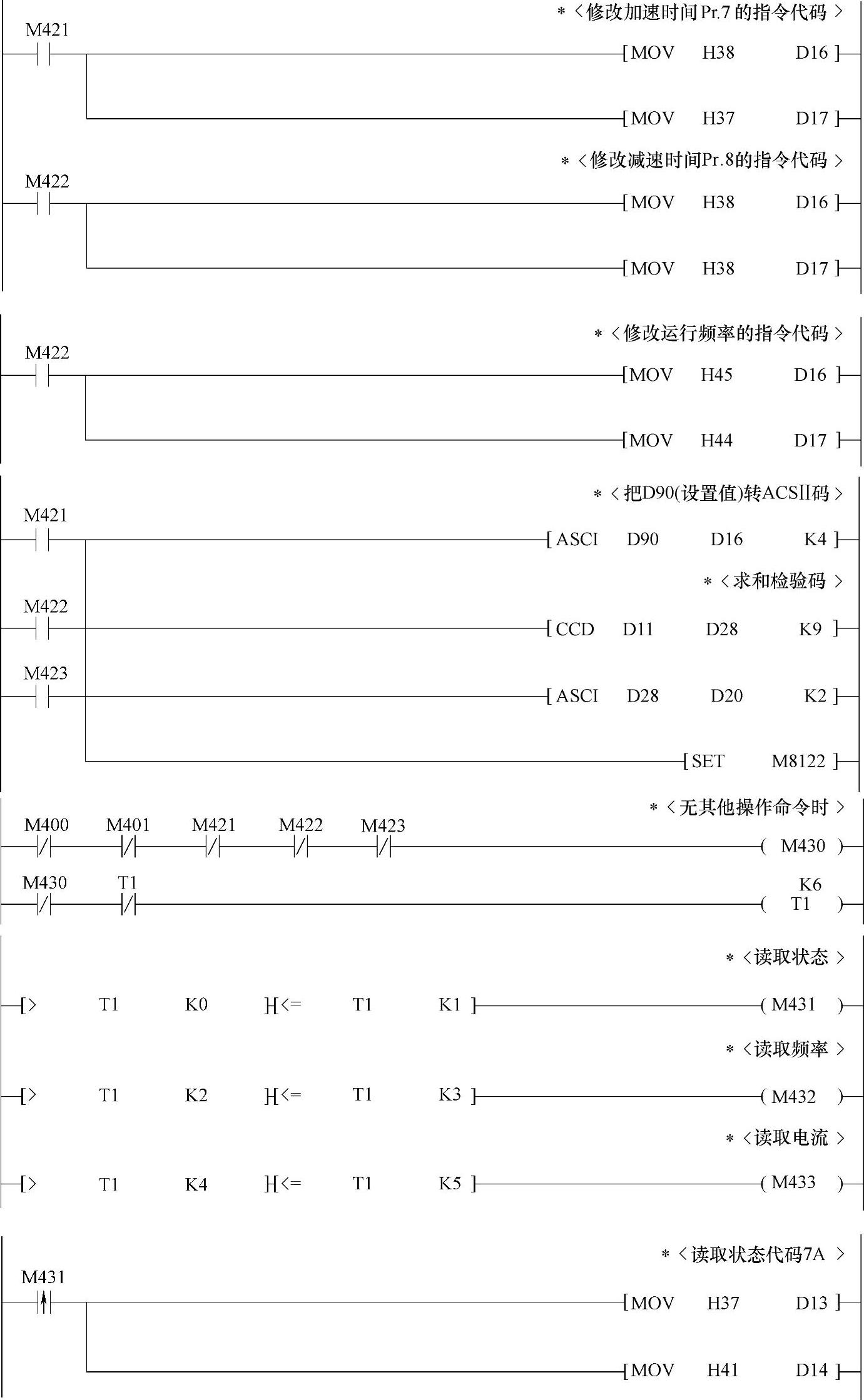
图12-13 通信和参数读写程序(续)
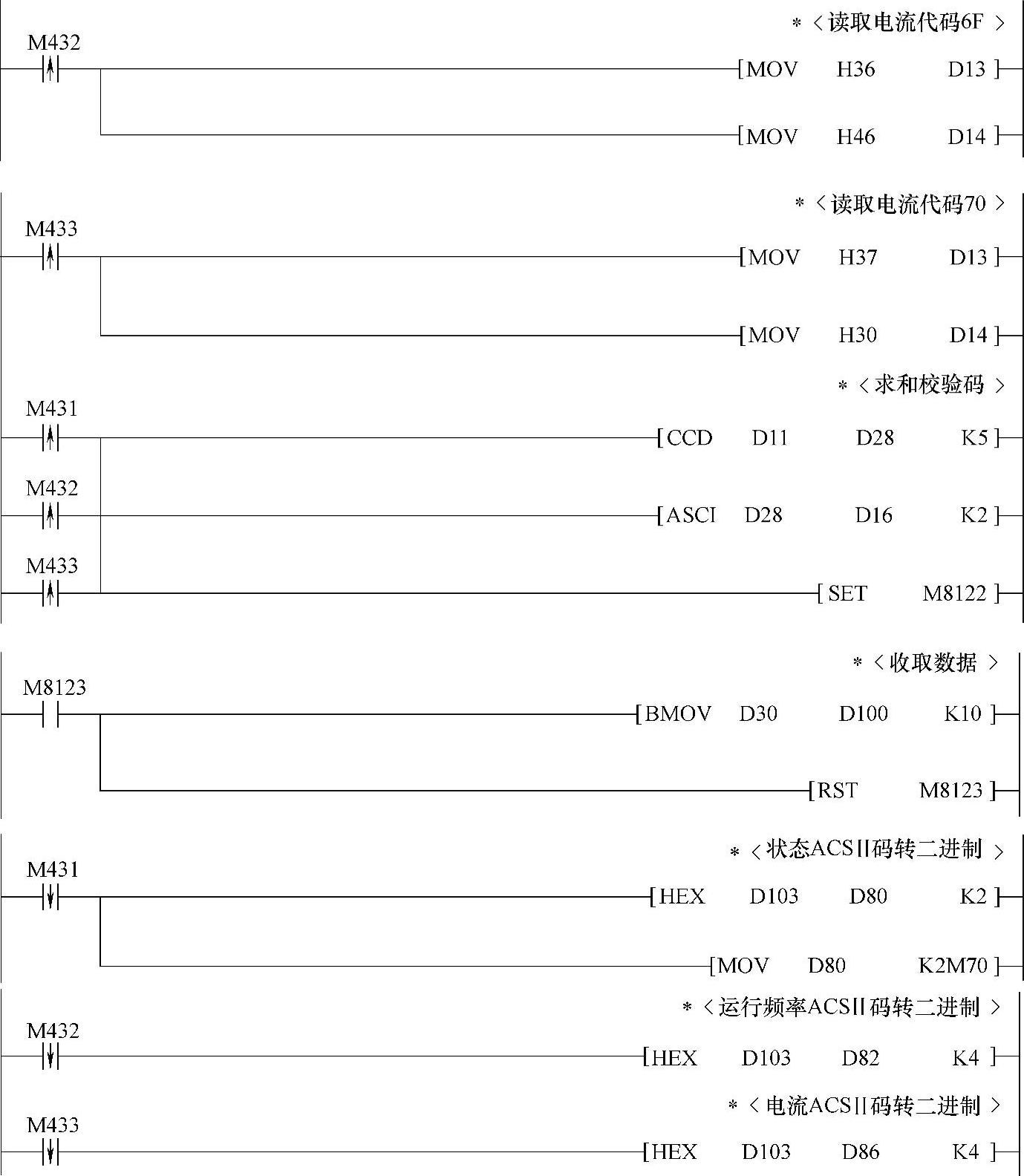
图12-13 通信和参数读写程序(续)
表12-7 触摸屏软元件分配表
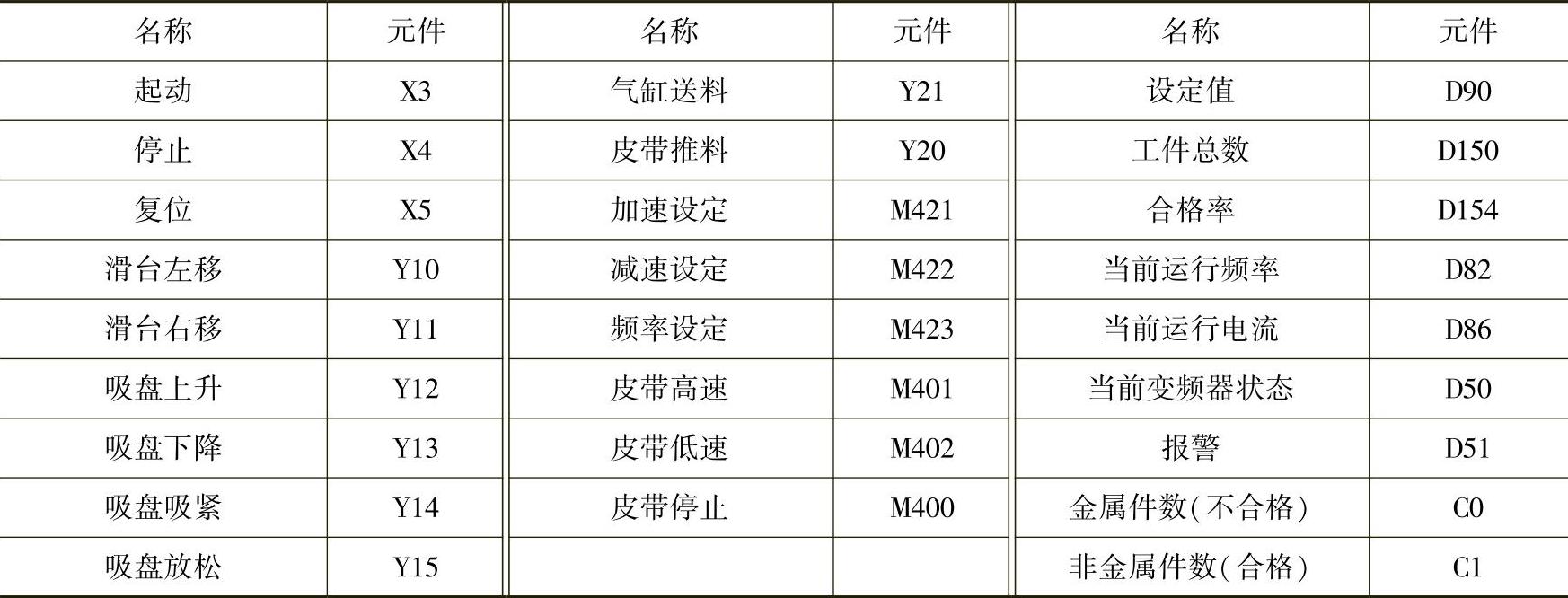
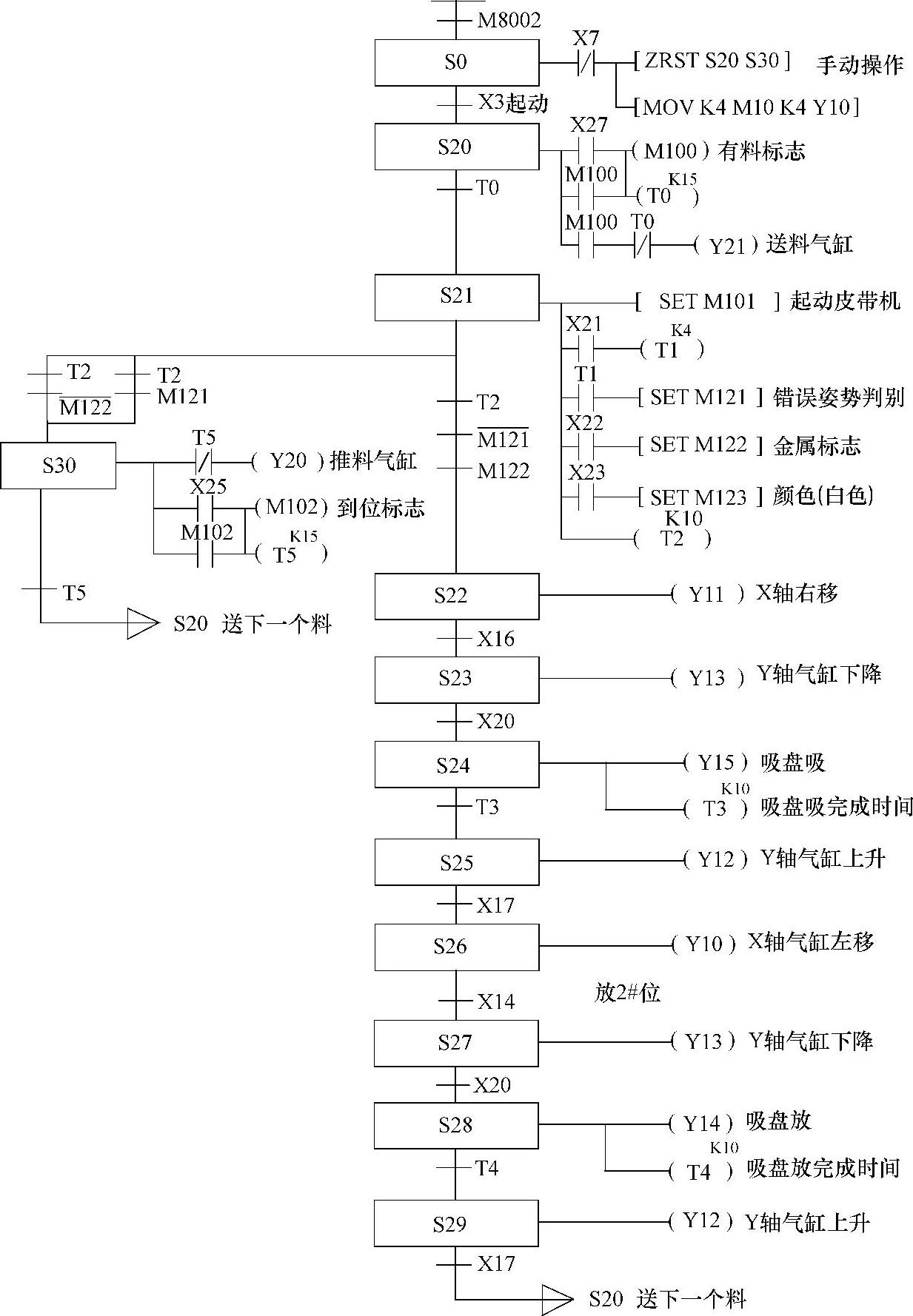
图12-14 自动分拣程序
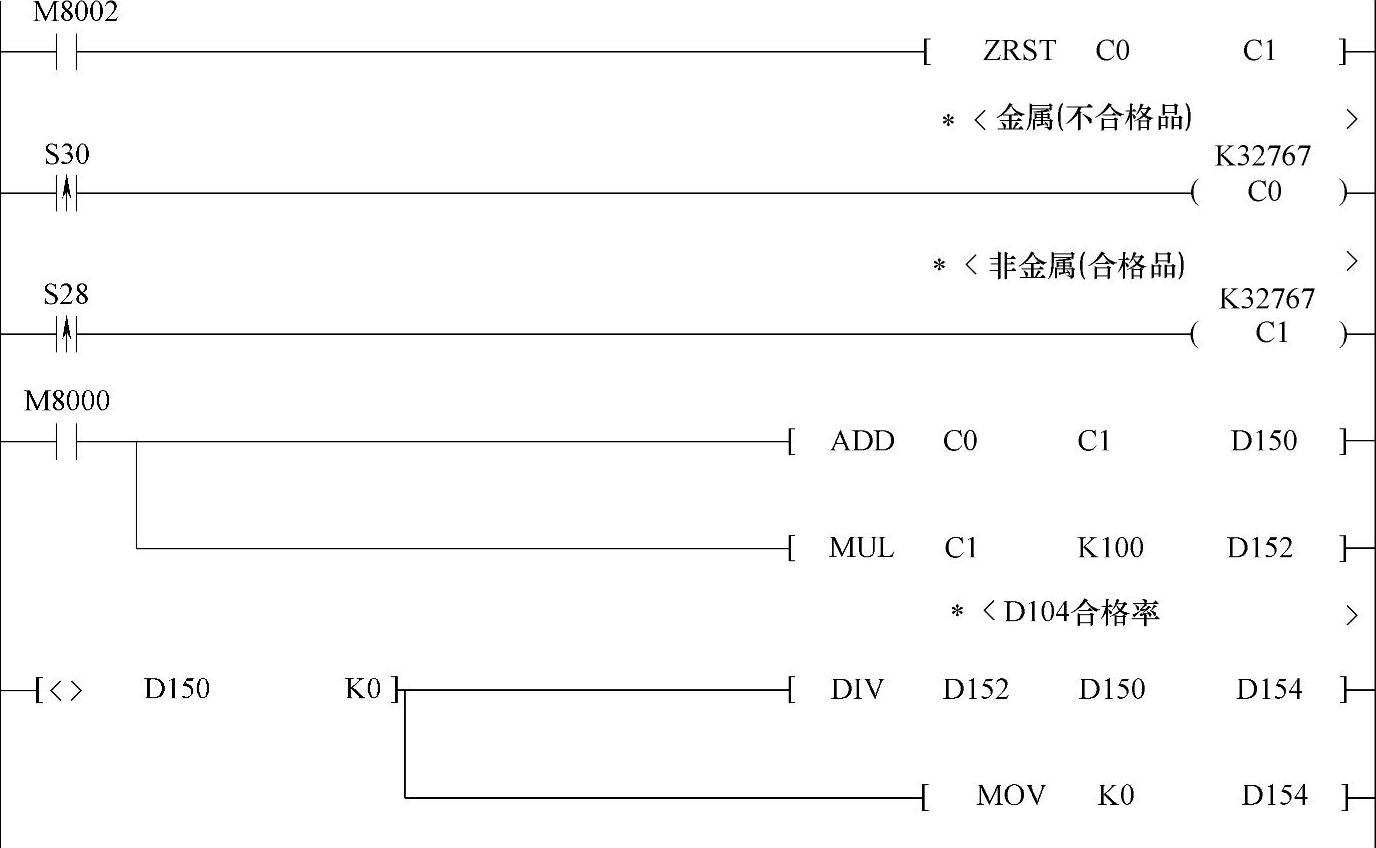
图12-15 合格品与非合格品计算程序
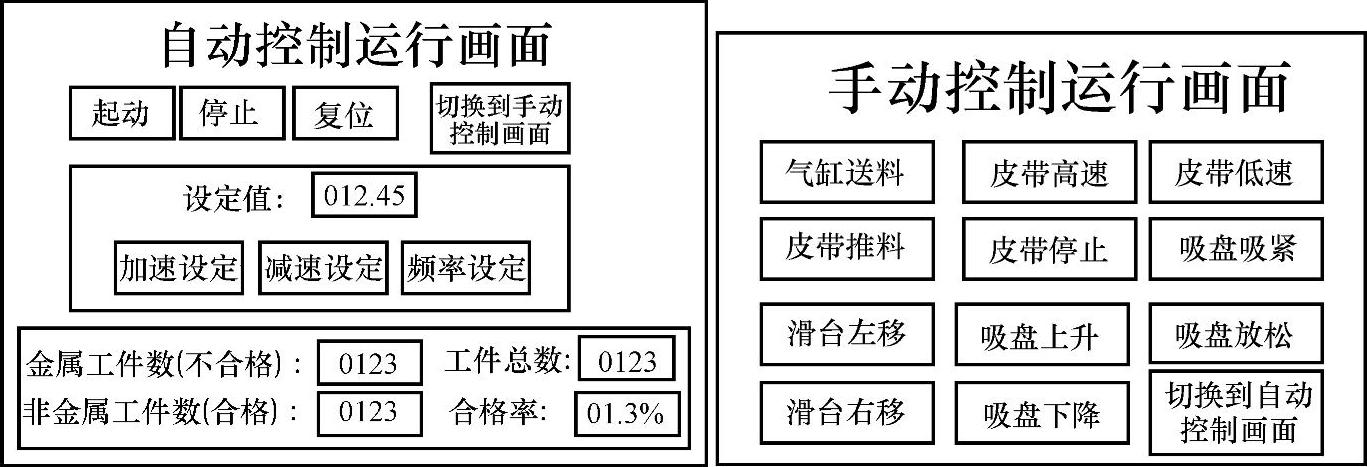
图12-16 触摸屏画面
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。