



【摘要】:滚珠丝杠由步进电动机驱动,每2000脉冲驱动步进电动机带动丝杠移动1mm。步进电动机控制机械手在原点的条件是:水平机械手处于缩回位,垂直机械手处于上端极限位,气动手指处于放松状态。2)按起动按钮,垂直机械手向下移动,下移到位,气动手指夹紧工件,延时1s,垂直机械手上移。图11-32 回原点程序图11-33 手动控制程序图11-34 自动程序图11-34 自动程序(续)
1.实训要求
有一机械手水平方向由步进电动机控制,垂直方向机械手由气缸控制。滚珠丝杠由步进电动机驱动,每2000脉冲驱动步进电动机带动丝杠移动1mm。
步进电动机控制机械手在原点的条件是:水平机械手处于缩回位,垂直机械手处于上端极限位,气动手指处于放松状态。按如下要求运行:
1)按回原点按钮,机械手回原点。
2)按起动按钮,垂直机械手向下移动,下移到位,气动手指夹紧工件,延时1s,垂直机械手上移。
3)当垂直机械手上移到位后,水平机械手沿水平方向伸出20cm,伸出到位。
4)垂直机械手下移,下移到位,释放工件,延时1s,开始上移。
5)垂直机械手上移到位后,水平机械手缩回20cm,缩回到位。
6)以上步骤为完成一个单循环。自动循环工作,重复上述工艺过程。
2.技能操作分析
(1)I/O口分配(见表11-9)
表11-9 I/O分配表
 (https://www.xing528.com)
(https://www.xing528.com)
(2)设计控制接线图(参照图11-26)
(3)程序编写
回原点程序如图11-32所示,手动控制程序如图11-33所示,自动程序如图11-34所示。

图11-32 回原点程序
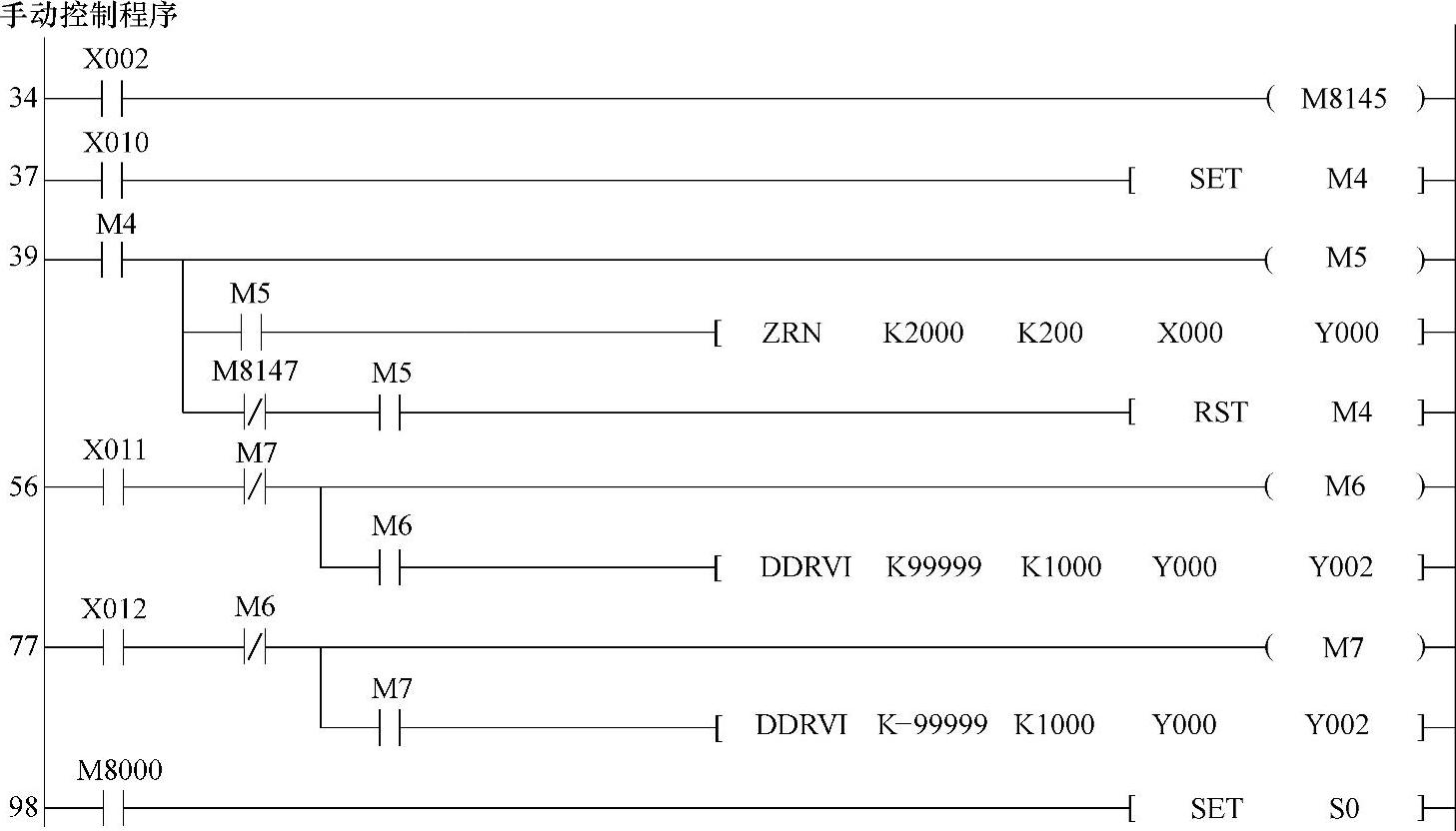
图11-33 手动控制程序
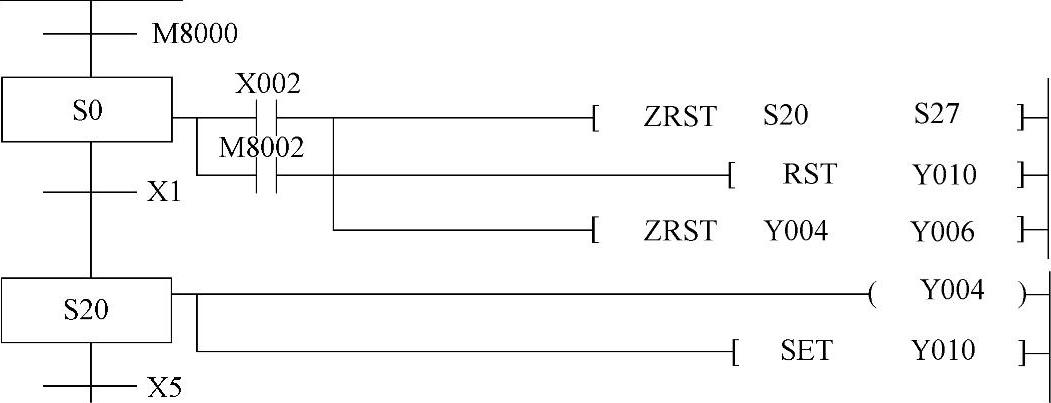
图11-34 自动程序
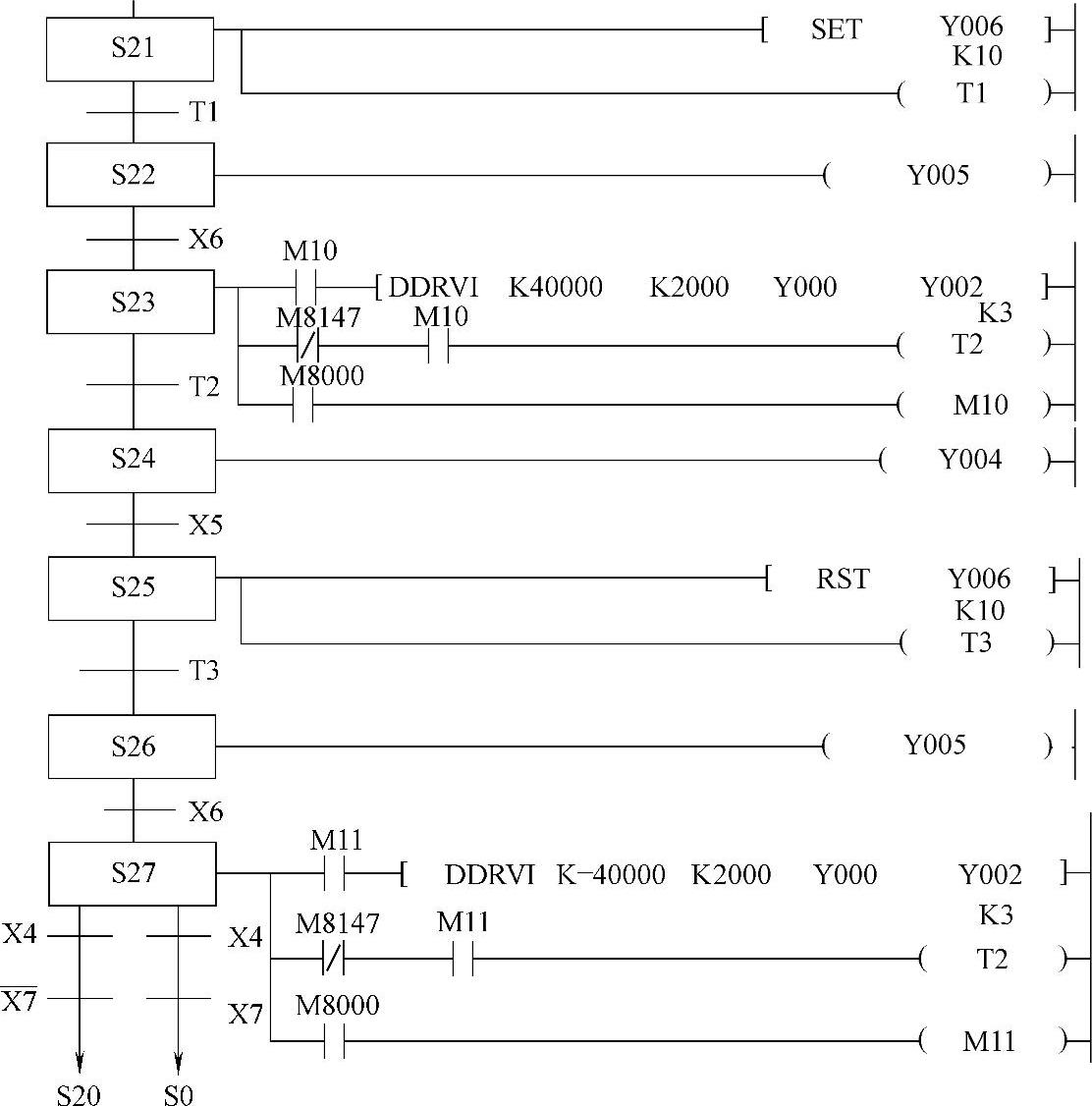
图11-34 自动程序(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。