



1.控制要求
1)采用步进电动机控制系统控制滚珠丝杆。
2)PLC上电,系统进入初始状态。起动步进电动机控制系统,移动机构自动复位到原点位置;延时10s运动机构向右运动;运行到右限位限位开关处后,延时1s向左运动;运行到左限位限位开关处后,延时1s向右运动;运行到右限位限位开关处后,延时1s向左运动;运行到原点位置后,延时1s向右运动;运行到右限位限位开关后,延时1s向左运动;运行到左限位限位开关处后,延时1s向右运动;运行到原点位置后,延时1s向左运动;运行到左限位限位开关处后,延时1s向右运动;运行到原点位置后停止。延时10s后重复以上运动轨迹。系统控制流程如图11-25所示。
3)能进行手动控制和自动控制切换,手动控制要求在触摸屏画面上直接输入移动位移量,及选择移动方向,并且位移量任意可调。
4)在自动控制模式下能选择手动控制,完成一周期后进入手动控制模式状态。
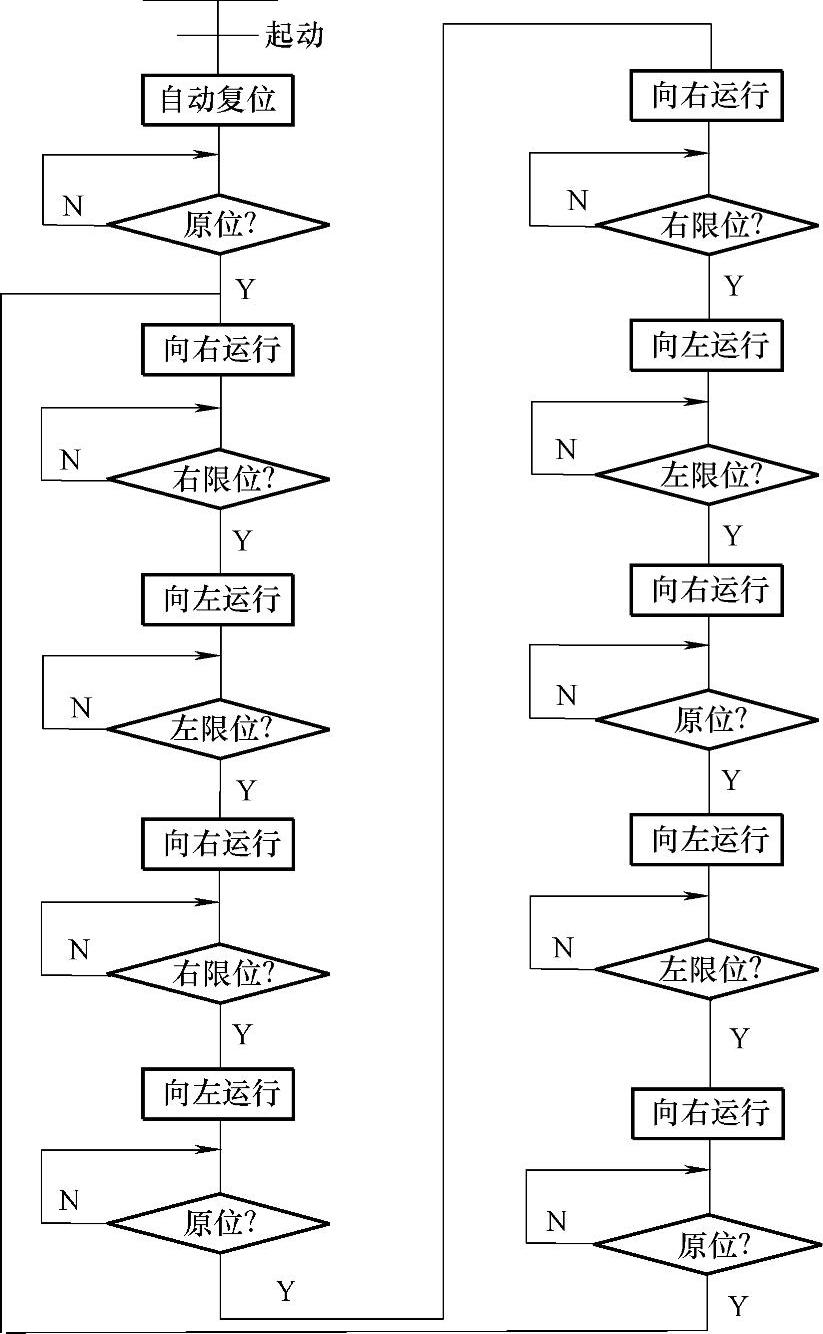
图11-25 系统控制流程图
2.操作技能分析
(1)I/O分配(见表11-6)
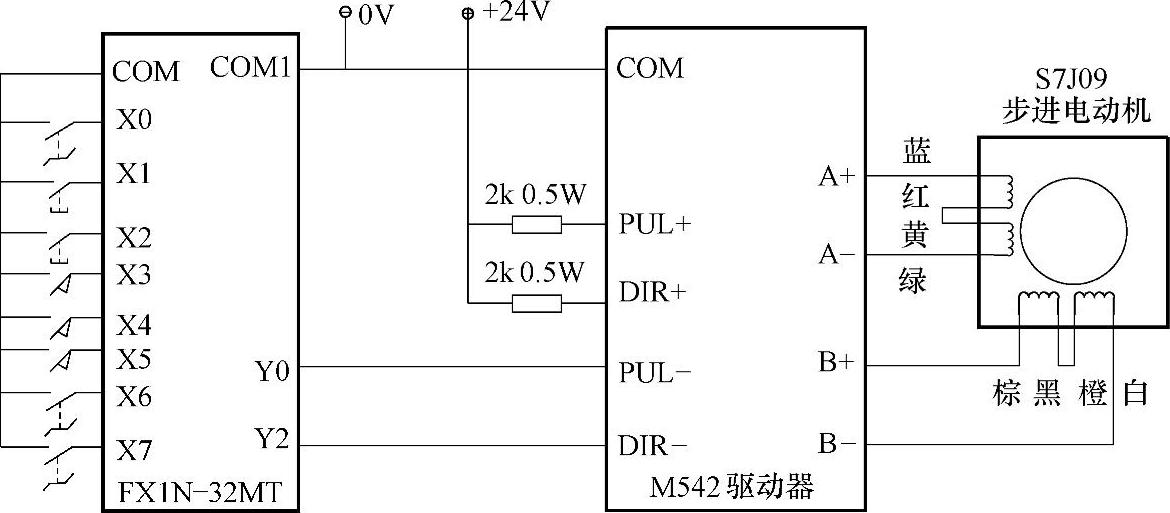
(2)PLC控制步进电动机参考原理接线(见图11-26)
(3)参考程序
按控制要求编写参考程序1如图11-27所示。参考程序2如图11-28所示(注:参考程序1适用FX全系列PLC,参考程序2不适用FX2N系列PLC)。
表11-6 I/O分配表

 (https://www.xing528.com)
(https://www.xing528.com)
图11-26 PLC控制步进电机原理接线图
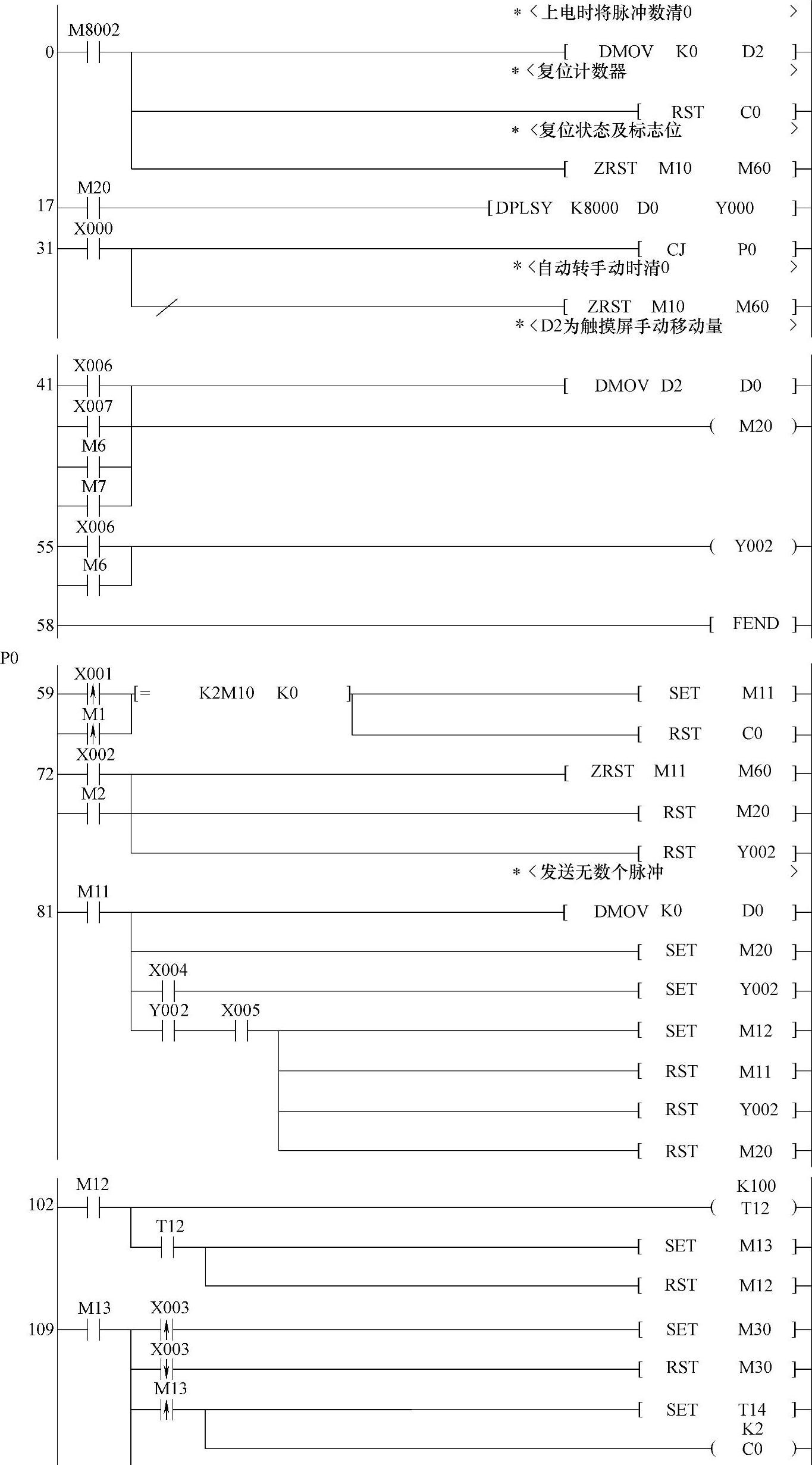
图11-27 参考程序1
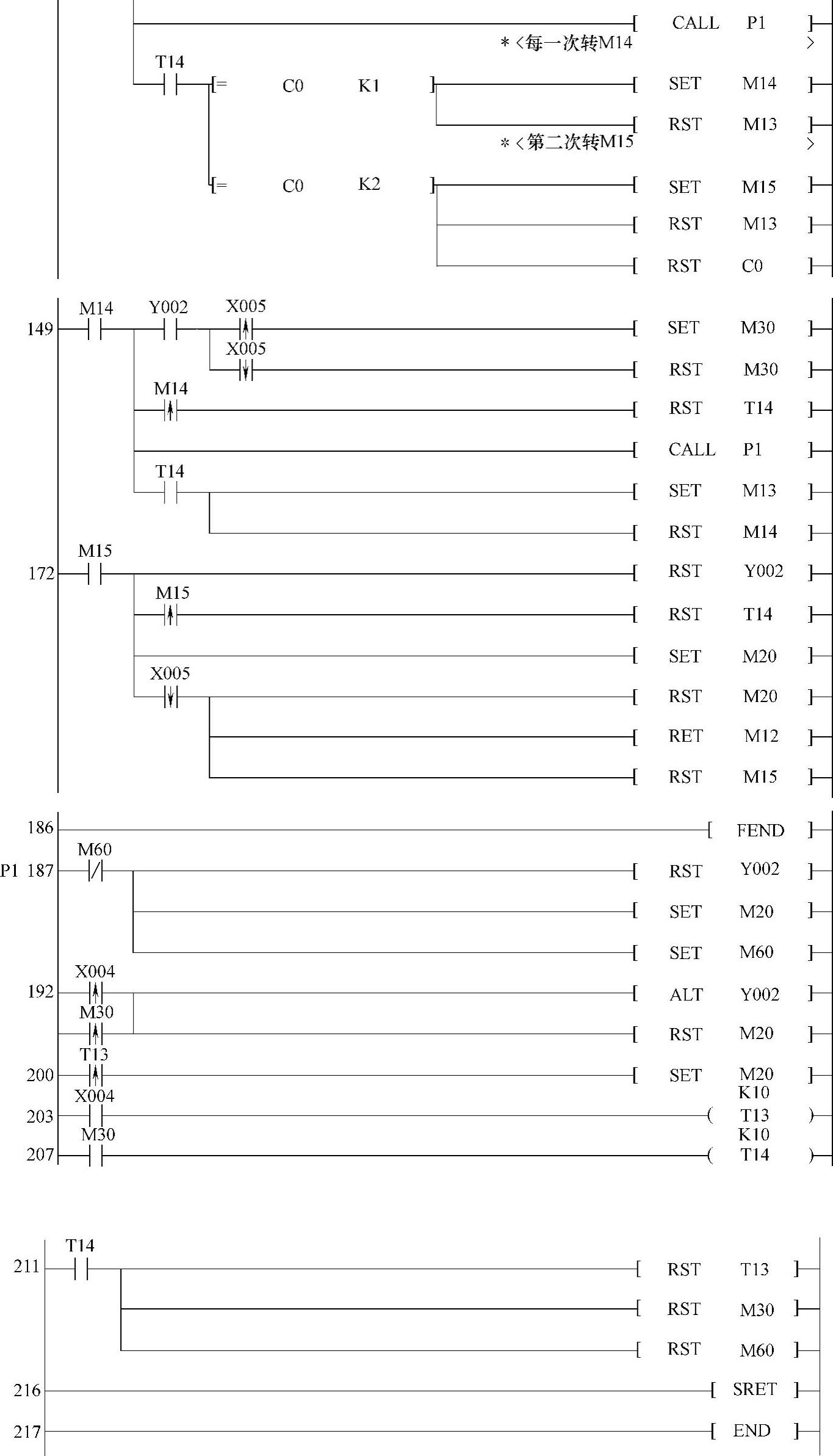
图11-27 参考程序1(续)

图11-28 参考程序2
(4)设计触摸屏画面(见图11-29)
(5)操作步骤
1)设置步进驱动器参数:按照接线原理图及端子接线图完成接线,打开电源,设置步进电动机参数;
2)程序下载:用通信编程电缆连接计算机串口与PLC通信口,在编程软件中打开样例程序,将程序下载到PLC中;
3)系统运行:当主机由“SOTP”拨置“URN”的状态时,步进电动机复位至原点,按下起动按钮,观察指针的运动。按下停止按钮系统停止运行,停止到原点(标尺20cm处),等待下一步操作。

图11-29 触摸屏参考画面
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。