



【摘要】:供料由电磁阀DT控制,电动机M1、M2、M3、M4分别用于驱动皮带运输线PD1、PD2、PD3、PD4。1)正常起动:空仓时或按起动按钮的起动顺序为M1、DT、M2、M3、M4,间隔时间5s。图8-31 带式输送线控制示意图2.技能操作指引根据控制要求进行I/O口分配。
1.控制要求
在建材、化工、机械、冶金、矿山等工业生产中广泛使用带式输送系统运送原料或物品。供料由电磁阀DT控制,电动机M1、M2、M3、M4分别用于驱动皮带运输线PD1、PD2、PD3、PD4。储料仓设有空仓和满仓信号。运输线动作如图8-31所示。
1)正常起动:空仓时或按起动按钮的起动顺序为M1、DT、M2、M3、M4,间隔时间5s。
2)正常停止:为使皮带上不留物料,要求顺物料流动方向按一定时间间隔顺序停止。即停止顺序为DT、M1、M2、M3、M4,间隔时间5s。
3)紧急停止时,无条件将所有电动机和电磁阀全部停止。
4)故障后的起动:为避免前段皮带上造成物料堆积,要求按物料流动相反方向按一定时间间隔顺序起动;故障后的顺序起动为M4、M3、M2、M1、DT,延时间隔10s。
5)具有点动功能。

图8-31 带式输送线控制示意图
2.技能操作指引(https://www.xing528.com)
(1)根据控制要求进行I/O口分配(见表8-2)。
表8-2 带式输送线控制I/O口分配表

(2)输入/输出控制接线(见图8-32)。
(3)状态转移图(见图8-33)。
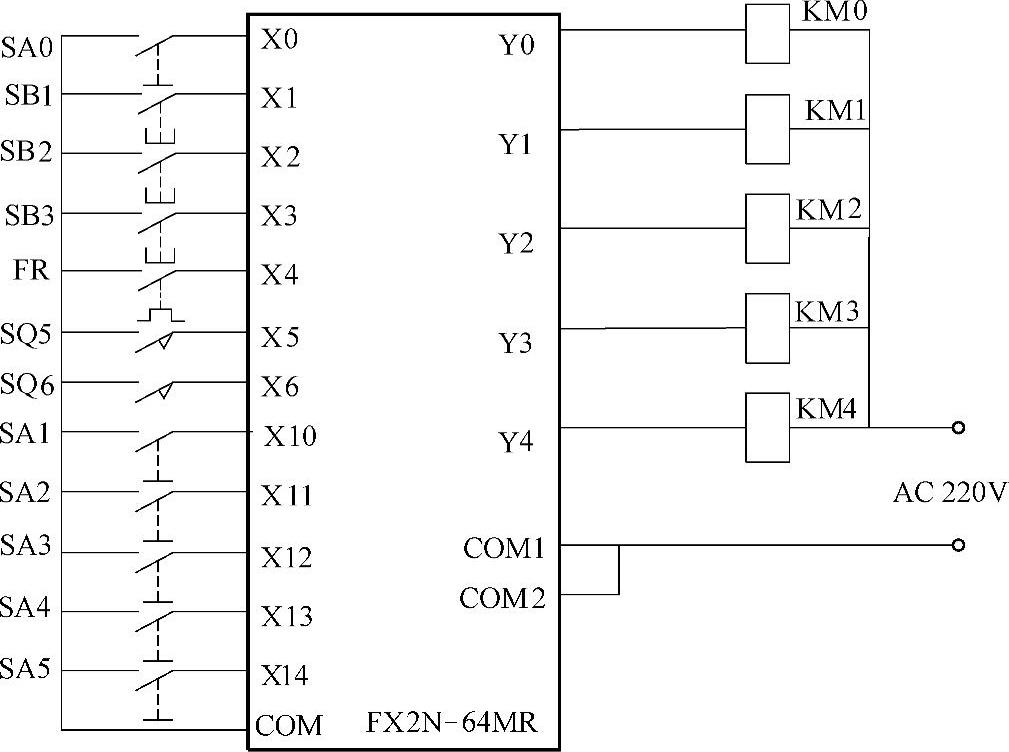
图8-32 皮带运输线控制接线图
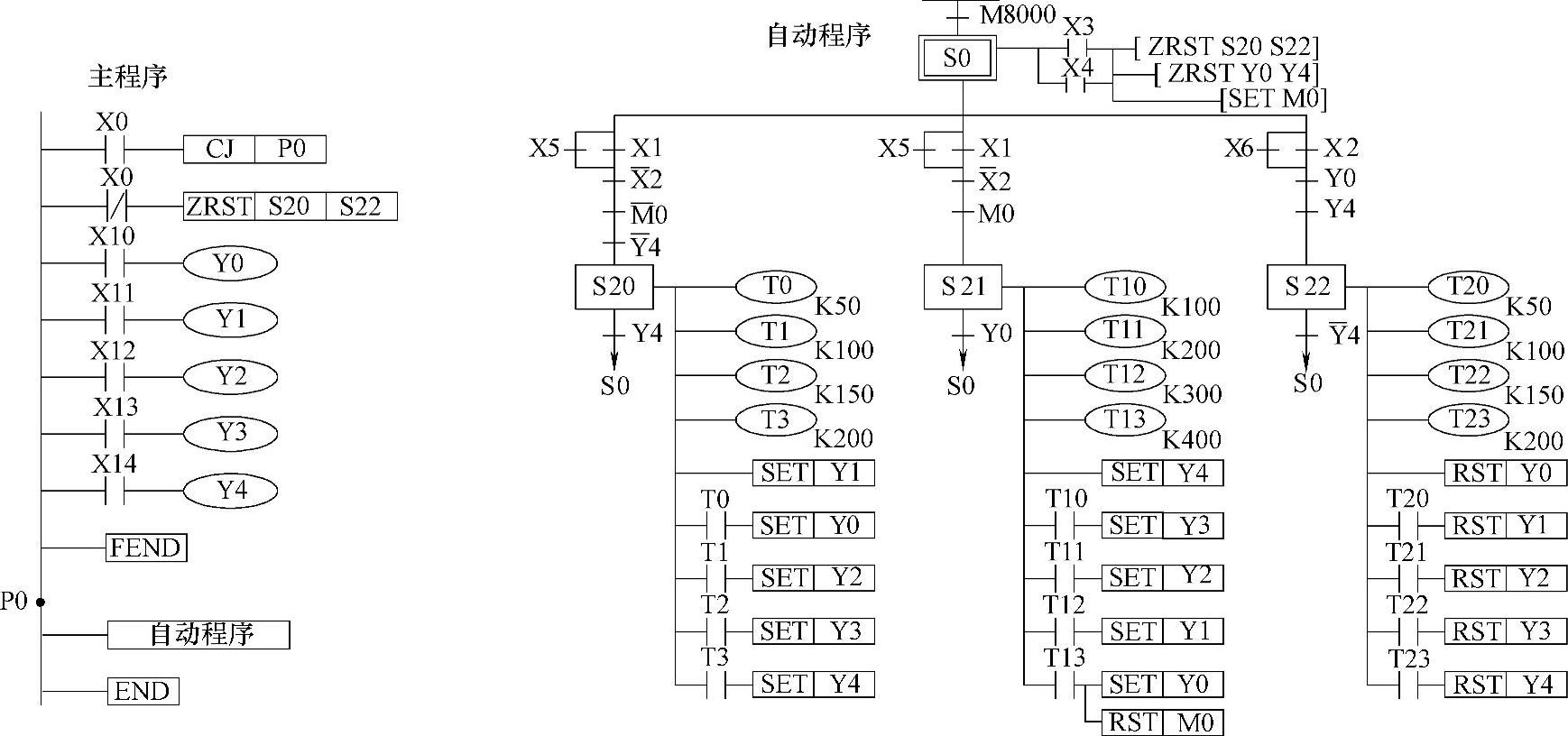
图8-33 皮带运输线控制参考状态转移图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。