



由于高压电动机一般都用来拖动较重要、运转比较平稳的大型设备,如果电动机发生故障将会对整个系统造成很大的损失,因此大型电动机的日常巡检、点检、保养非常重要。
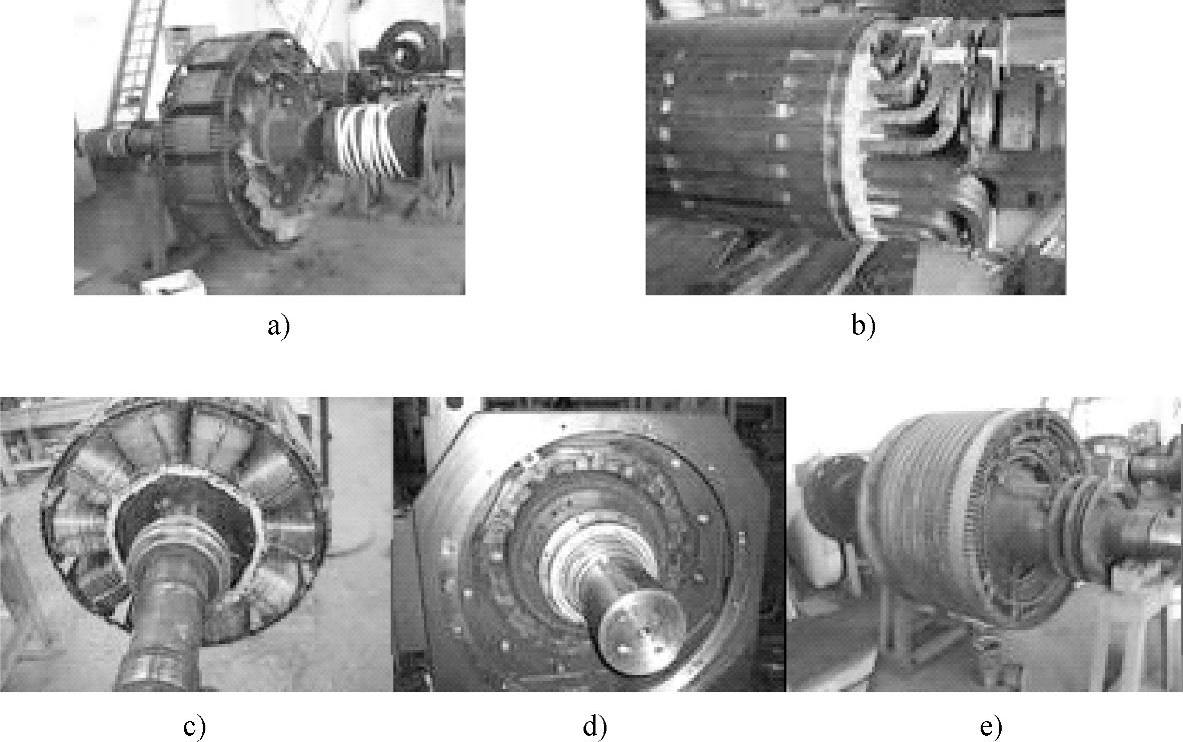
图3-15 电动机转子
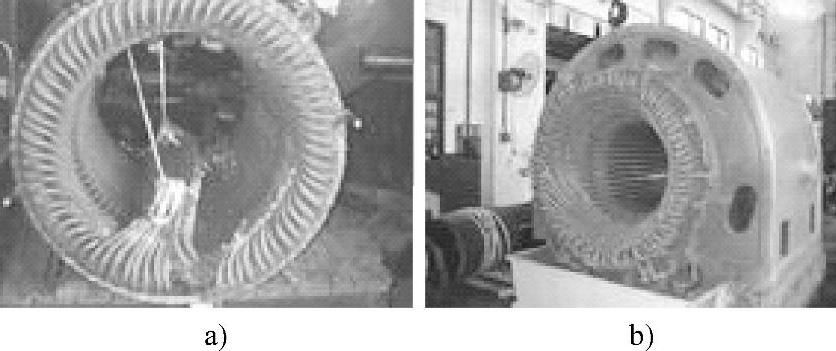
图3-16 电动机定子
(一)高压电动机的日常运行巡检
1)岗位人员按规程要求定时做好电动机电流、温度、油压、水压等各项记录,一旦出现异常马上汇报并采取措施。
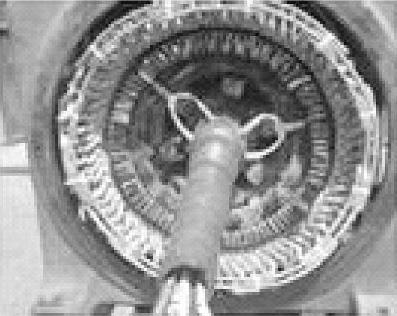
图3-17 组装在一起的定子和转子
2)认真细听电动机的运行声音,机房噪声较大,可借助于螺钉旋具或听棒等辅助工具,贴近电动机两端听,如果经常听,对设备的微小的异常声音都能捕捉到,就能及时发现设备的隐患。
3)除了检查记录电动机自动测温系统中的数据外,还要用测温枪检查电动机各部位的温度、温升。在环境、负载无大的变化的情况下,电动机各部位温度、温升不应有突变;在轴承状况较好情况下,一般两端的温度都会低于中间绕组段的温度。如果两端轴承处温度较高,就要结合所测的轴承声音情况检查轴承。如果电动机总体温度偏高,就要结合工作电流检查电动机的负载、装备和冷却系统,找出问题所在,进行相应处理。
4)电动机运行时,电动机及周围不能有漏水、漏油现象,带电刷装置的应检查集电环及电刷状态,不能有打火、发热现象。
5)检查电动机冷却器。冷却器的进出水温度应在正常范围内,一般电机厂家规定最高进水温度为33℃,最高出风温度为40℃。超过此值时应汇报有关人员进行分析、处理。
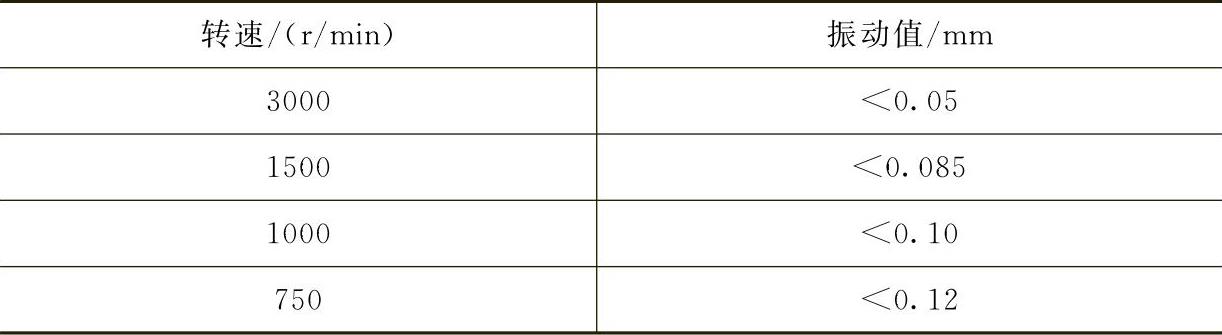
6)高压电动机运行振动规定值,见表3-1。
表3-1 电动机的转速与振动值
(二)高压电动机的维护周期及项目
为了保证电动机的安全稳定运行,除了平时对巡检、点检发现的问题进行处理以外,还要定期对电动机进行计划性的、预防性的维护和试验。
1.电动机的预防性试验
对较重要的、连续运行的电动机每年应进行一次预防性试验;对备用机较多、断续运行的电动机可两年进行一次。试验工作应有专业人员按试验规程进行。试验应在电动机停运冷却至室温的条件下进行。历年的试验结果不应有大的差别。试验应安排在干燥天气进行。电动机受潮时应先进行干燥,绝缘性能满足后方可进行试验。电动机试验结果由专人保存。高压电动机的绝缘电阻,一般的工具书中对电动机的绝缘要求大约是每1000V为1MΩ以上,例如额定电压为10000V的电动机的绝缘电阻应大于10MΩ。但是在实际生产中,在正常情况下,电动机的绝缘电阻都在千兆欧以上。即使是在比较潮湿的夏季只要电机处在运行状态,其绝缘电阻都应远远高于其最低值,否则在电动机做直流泄漏试验时泄漏电流会突变,甚至会击穿。在电动机试验前如果电动机绝缘性能和以往试验数据相比相差太大时,应先对电动机绕组进行烘干。
2.电动机绕组的维护
电动机绕组是电动机的心脏,应该定期对其进行保养、维护。对运行环境较好的电机,每两年对绕组进行吹扫一次,有油污时用带电清洗剂进行清洗;对运行环境较差、防护等级较低的电动机,应每年对电动机进行抽芯处理,用高压空气对电动机绕组、铁心通风道进行彻底吹扫。必要时运回电修厂房进行清洗、干燥、检查紧固电动机引出线。以上工作应由电动机修理专业人员完成。
3.电动机机械部件的维护、检修
大型电动机的机械检修主要是针对电动机轴承。
对于滚动轴承电动机,电动机在运行2000h左右即应补充相同牌号的润滑脂。运行中发现轴承过热或润滑脂变质时应更换,更换时要将旧润滑脂彻底清洗干净。一般情况下电动机滚动轴承运行满5年时应对轴承进行更换。
对于滑动轴承检修比较复杂,主要工作如下:
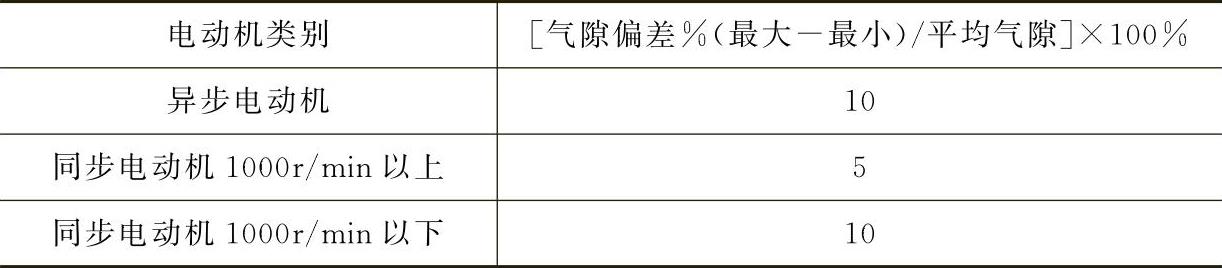
(1)气隙的测量 用探尺测量电机气隙时,应沿着电动机气隙圆周水平垂直位置进行,可测出三点至四点,重复三次或四次求平均值。每测一次要把转子转动120°或90°空间角度,探尺在气隙中的摩擦力要近似一致。气隙值见表3-2。(https://www.xing528.com)
表3-2 气隙值偏差规定
(2)轴瓦(滑动轴承)间隙的测量调整 轴瓦间隙:压铅测量法、用直径1~1.5mm的铅丝作辅助测量用具。
方法:如图3-18,取长约30~40mm的铅丝放置在轴颈与轴瓦的顶部之间,以及上下半轴瓦结合处,然后装上轴承盖,并拧紧螺栓压扁铅丝,然后拆除轴瓦盖,取出已压扁的铅丝,用千分尺测量压扁铅丝的厚度(使用前先校对千分尺)并进行计算。
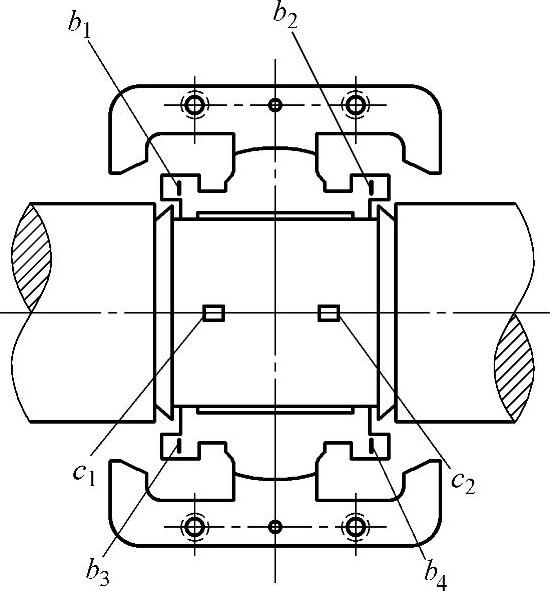
图3-18 轴瓦间隙的测量调整(压铅法)
轴瓦间隙:a1=c1-(b1+b3)/2
a2=c2-(b2+b4)/2
a1、a2是轴瓦两端的顶间隙,其他字母表示铅丝厚度。
轴瓦间隙标准见表3-3。
表3-3 轴瓦(滑动轴承)间隙标准
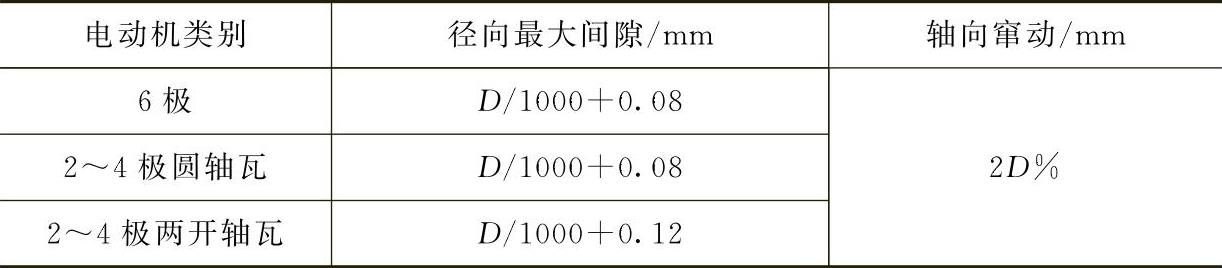
有时高速电动机轴瓦最大间隙可在2D/1000以内,有理想的接触点和接触角,刮刀花良好,不偏心运转,轴瓦不发热,大盖止口紧,轴瓦皮不松,轴颈表面粗糙度好。轴瓦接触面不理想时要对轴瓦进行刮研。刮研步骤如下:
1)轴瓦背的刮研。在轴瓦背上染色,放入轴瓦座中进行研磨,运动的轨迹不要太大,否则就不准确,取出后看亮点,刮去(锉去)亮点,再进行研磨,直到有良好的接触点或面为止。轴瓦口的侧间隙要保持0.01~0.02mm。
2)刮研瓦衬。轴瓦的瓦衬形成一定的几何形状,使轴瓦与轴颈间存在楔形缝隙,以保证轴颈旋转时,摩擦面间能形成楔形油膜,使轴颈上升离开瓦衬在油膜的浮力作用下运转,以减轻与瓦衬的摩擦,降低其磨损与动力的消耗。
3)研磨方法。着色法、干研法。
用着色法检查时,先清扫轴瓦,检查轴瓦应无脱壳、裂纹、硬点及密集的砂眼等缺陷;然后在轴颈上涂上一层薄而均匀的红丹或铅粉之类的显示剂,注意切勿涂的太浓,否则会影响检查的准确度。因为显示剂太浓时会使一些不需要刮研的地方染色。轴颈涂红丹后再放到轴瓦的表面上转动两三圈,这样轴瓦上的凸出部分将由涂料显示出来,然后提起轴,取出轴瓦,检查轴瓦表面染色的分布情况,要求在轴瓦中心60°~120°夹角内,每平方厘米有2~3点为合适,不宜过多或过少。
不合要求时,须刮轴瓦。刮轴瓦时用三角刮刀,先将大点刮碎,密点刮稀,然后沿着一个方向顺次普刮一遍,必要时刮两遍。两遍刀痕方向应相互成网格状、鱼鳞状。刮完后用白布沾酒精等洗瓦面或轴颈。重复上述动作,使轴瓦染色点越刮越细,越刮越多,直到符合为止。
(3)轴瓦的间隙与紧力测定(图3-19)紧力测量:测量轴瓦与轴承盖的间隙a3,也采用压铅法,放上铅丝在轴瓦与上瓦盖之间,以及轴瓦盖与轴承盖的接合面间,然后拧紧螺栓压扁铅丝,取出后量出各自位置的厚度(间隙值分别为c3、b5、b6、b7、b8),并记录下来,按公式计算a3。
a3=c3-(b5+b6+b7+b8)/4
当轴颈与轴瓦间隙过小时,为了增大间隙,可在上下瓦合缝处加上0.08~0.2mm厚的纯铜皮。注意垫片不能遮住纵向油槽,并且应开有缺口,以让开螺孔及进油孔。如间隙过大,则可更换轴瓦或刮低上轴瓦组合平面。
圆柱形轴瓦紧力间隙为-0.05~-0.15mm;球面轴瓦紧力间隙为±0.03mm。
(4)轴承座绝缘 当磁路不对称,励磁绕组发生两点接地,轴附近存在漏磁通等情况时,转子轴两端之间会出现感应交流电压。如果轴承的油膜被击穿,而又能形成电流通路时,轴瓦和轴颈将因流过轴电流而引起点状灼伤,发生电腐蚀,严重时甚至破坏轴承的正常运行。为了阻断轴电流的回路,通常在非传动端的轴承座下加绝缘垫,轴承座的固定螺钉也套上绝缘套,轴瓦座绝缘电阻大于1MΩ。
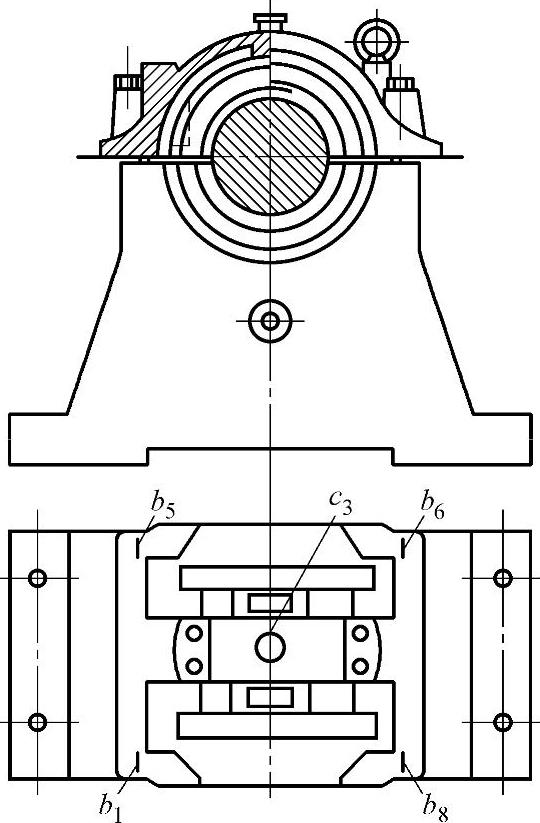
图3-19 轴瓦的间隙与紧力测定
(5)同心度 电动机整体检修完毕后还要根据系统同心度的要求进行同心度复查调整。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。