



机械手换刀需要在刀具预选完成后执行,它一般通过CNC加工程序中的M06代码控制。机械手换刀的动作主要包括刀库换刀位刀套的90°翻转、主轴上刀具的松开/夹紧及机械手伸缩、回转等。当机械手采用机械凸轮驱动时,其伸缩和回转动作可由机械凸轮联动机构实现,PLC程序只需要根据要求控制机械手驱动电动机的起停。
SIEMENS子程序库和模板程序未提供机械手换刀子程序,以下SBR25是用于自动换刀控制的子程序例。自动换刀时的电磁元件动作要求可参见9.3.1节。
1.局部变量定义
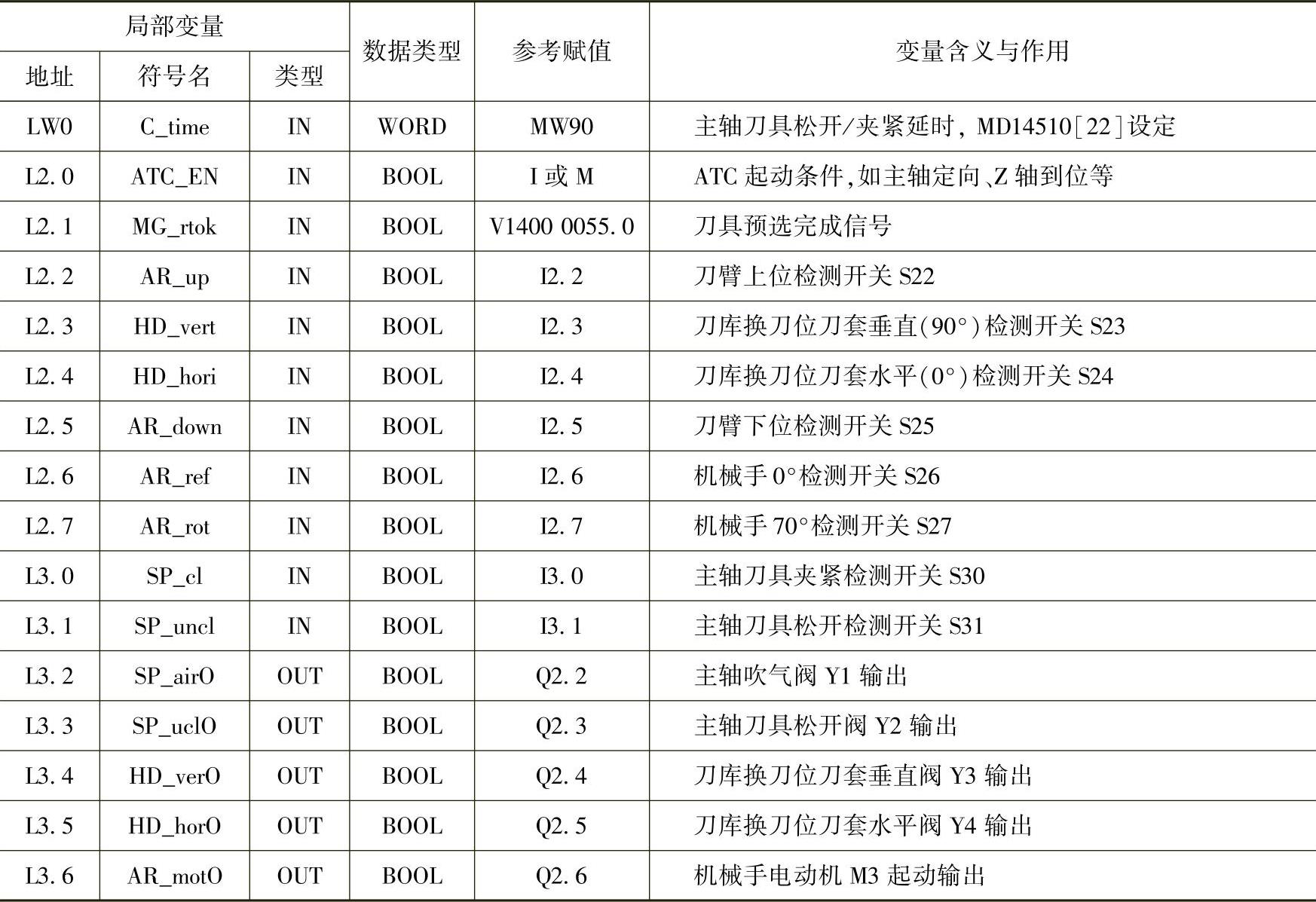
子程序SBR25的局部变量定义及调用时的赋值要求如表9.3-7所示,程序中的主轴刀具夹紧/松开延时LW0,可通过CNC用户数据MD14510[22]设定。
表9.3-7 SBR25局部变量定义表
2.PLC程序
机械手换刀控制的PLC子程序一般由换刀起动与卸刀、机械手装刀、换刀完成与输出处理等部分组成,程序实例说明如下。
1)换刀起动与卸刀。换刀起动与卸刀程序如图9.3-11所示,程序Network1用于换刀起动、Network2用于卸刀控制。
在Network1中,当CNC执行换刀指令M06,输出M06信号V25001000.6及MF信号V25000000.0时,如T代码指令刀号和当前主轴刀号不一致,则刀具预选子程序的状态信号M30.0=0,程序中的换刀开始信号M21.0将置1。同时,CNC的通道进给使能禁止信号V32000006.0和读入使能禁止信号V32000006.1置1,CNC进入辅助功能执行等待状态。
换刀开始信号M21.0为1后,如主轴定向准停等自动换刀开始条件已具备(L0.0=1),刀库的刀具预选已完成(L0.1=1),则换刀起动信号M21.1输出1,以起动后述的机械手换刀动作;否则,将等待自动换刀条件L0.0或刀具预选完成信号L0.1。
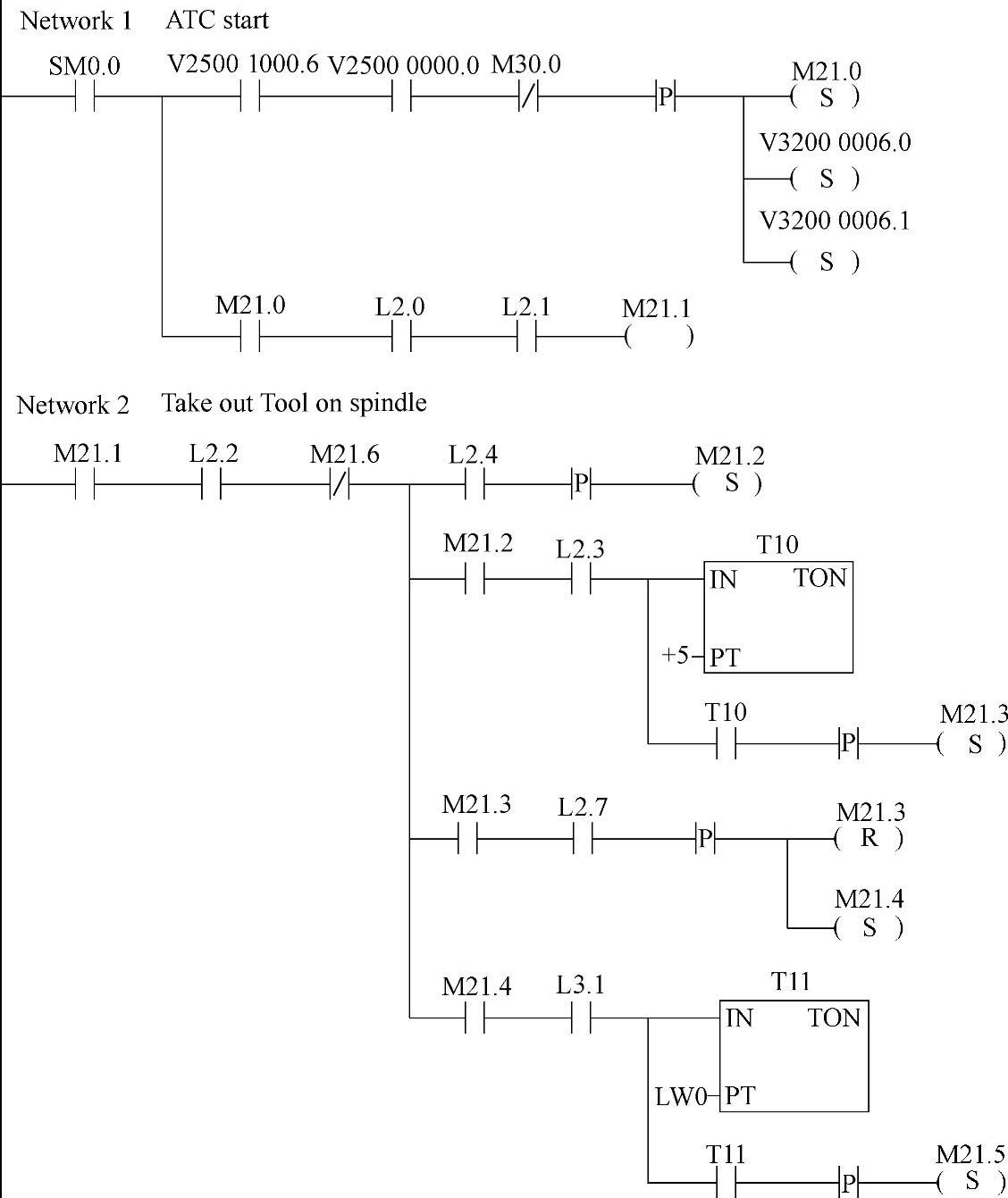
图9.3-11 换刀起动与卸刀程序
Network2用于卸刀控制,程序在换刀起动信号M21.1=1,机械手上位检测信号L2.2=1,机械手动作记忆信号M21.6=0时执行。
如果机械手未进行换刀动作,当自动换刀信号M21.1为1时,Network2可产生刀库换刀位刀套90°翻转信号M21.2,使刀套成为垂直状态。90°翻转到位后,刀套垂直检测开关输入信号L2.3=1,该信号经T10延时0.5s后,将产生机械手70°回转信号M21.3,起动机械手驱动电动机,使机械手回转70°,完成抓刀(扣刀)动作。(https://www.xing528.com)
机械手70°回转到位后,检测开关输入L2.7=1,此时,将立即复位回转信号M21.3,停止机械手驱动电动机,并输出主轴刀具松开信号M21.4,接通主轴松开和吹气电磁阀,松开主轴上的刀具。
主轴上的刀具松开后,检测开关输入L3.1=1,该信号经T11延时后,将产生刀具交换信号M21.5,再次起动机械手驱动电动机,控制机械手连续进行刀臂伸出、机械手180°回转、刀臂缩回动作,完成刀具交换。2)装刀控制。机械手装刀控制程序如图9.3-12所示。
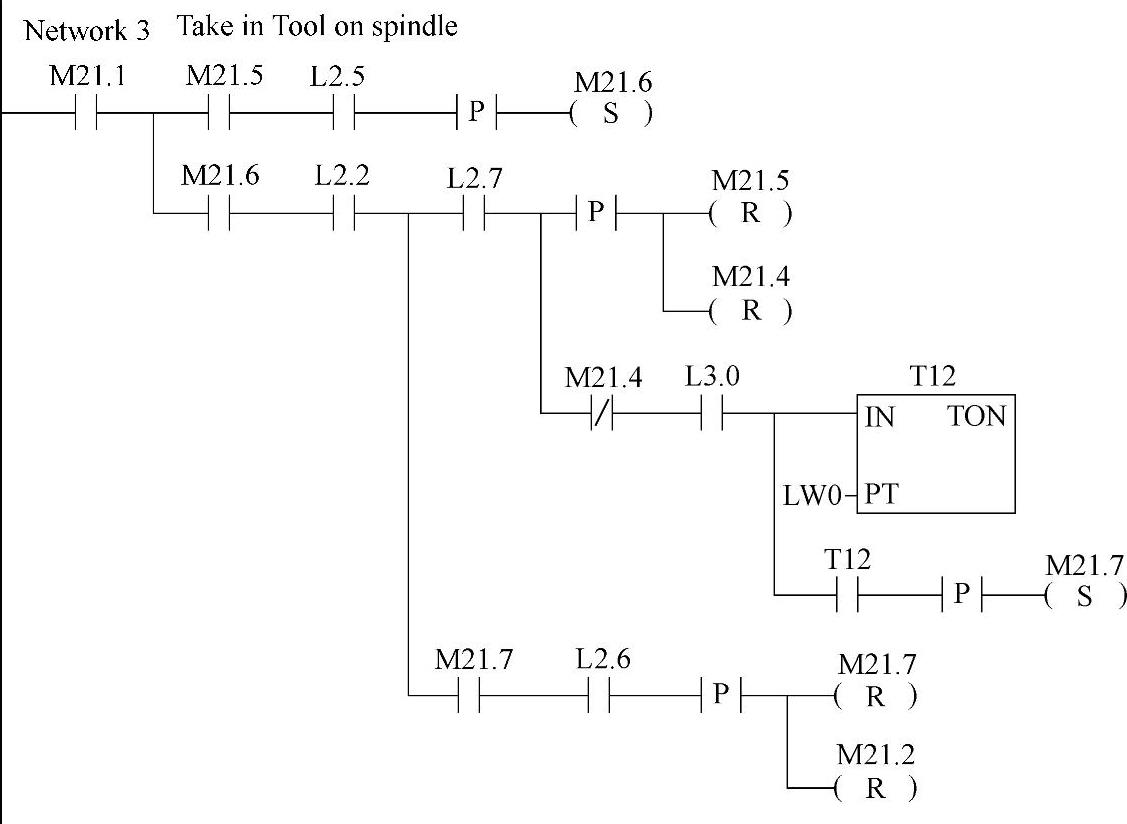
图9.3-12 机械手装刀控制程序
当机械手刀具交换信号M21.5为1、机械手驱动电动机再次起动后,机械手将在凸轮的驱动下,首先进行刀臂伸出动作;伸出到位后,刀臂下位检测开关L2.5=1。信号L2.5可将机械手动作记忆信号M21.6置1,以便禁止Network2,防止机械手在刀具交换完成后再次出现换刀动作。
机械手换刀时,其刀臂伸出、机械手180°回转、刀臂缩回为机械凸轮驱动的连续动作,动作完成后,刀臂将回到上位、70°位置,检测信号L2.2、L2.7恢复为1,此时,可立即复位刀具交换信号M21.5,再次停止机械手驱动电动机,并复位主轴刀具松开信号M21.4,断开主轴松开和吹气电磁阀,重新夹紧主轴上的刀具。
主轴上的刀具夹紧后,检测开关输入L3.0=1,该信号经T12延时后,将产生机械手返回信号M21.7,第3次起动机械手驱动电动机,控制机械手返回到180°位置。由于机械手结构完全对称,机械手180°与0°的状态完全相同;返回到位后,机械手0°检测开关输入L2.6为1。信号L2.6一旦为1,将立即复位机械手返回信号M21.7,第3次停止机械手驱动电动机,并复位刀库换刀位刀套90°翻转信号M21.2,使刀套重新成为水平状态。
3)换刀完成与输出处理。换刀完成与输出处理程序的设计如图9.3-13所示。程序中的Network4用于换刀完成和刀具安装表更新处理,Network5用于PLC的输出处理。
在Network4上,当机械手换刀动作完成,上位、0°检测开关输入L2.2、L2.6为1时,如刀库换刀位刀套成为水平状态(L2.4=1),将复位换刀开始信号M21.0,撤销换刀起动信号M21.1,并复位机械手动作记忆信号M21.6及CNC的通道进给使能禁止信号V3200 0006.0和读入使能禁止信号V32000006.1,使CNC继续执行加工程序。与此同时,PLC将调用按9.3.5节修改后的刀具安装表更新子程序SBR51(MGZ_RNEW),将原主轴上的刀具号VB14000000写入到现在换刀位刀座存储器上;而将加工程序中T代码指令的刀具号,重新写入到主轴刀号存储变量VB14000000上。
Network5可将程序中的机械手换刀动作信号转换为子程序的输出变量,以控制PLC的输出。程序中的刀库换刀位刀套90°翻转输出L3.4,只能在自动换刀起动信号M21.1为1时,通过信号M21.2输出;如L3.4为0,刀套0°输出信号L3.5将保持为1,从而使得正常情况下刀套始终能够位于水平状态。机床的主轴吹气和刀具松开电磁阀通常都为单电控阀,只要输出L3.2、L3.3为0,即可自动关闭主轴吹气,使刀具成为夹紧状态。机械手驱动电动机输出信号L3.6,需要考虑机械手70°回转(M21.3)、刀具交换(M21.5)和机械手返回(M21.7)3种情况。
以上是机械手换刀加工中心的常用控制程序,在部分凸轮机械手换刀装置上,机械手的检测开关安装可能有所不同,读者可参照上述程序进行适当修改后使用。此外,部分机床还可能采用液压机械手控制,此时,以上自动换刀控制子程序SBR25也需要进行相应修改,限于篇幅,本书不再对此进行说明。
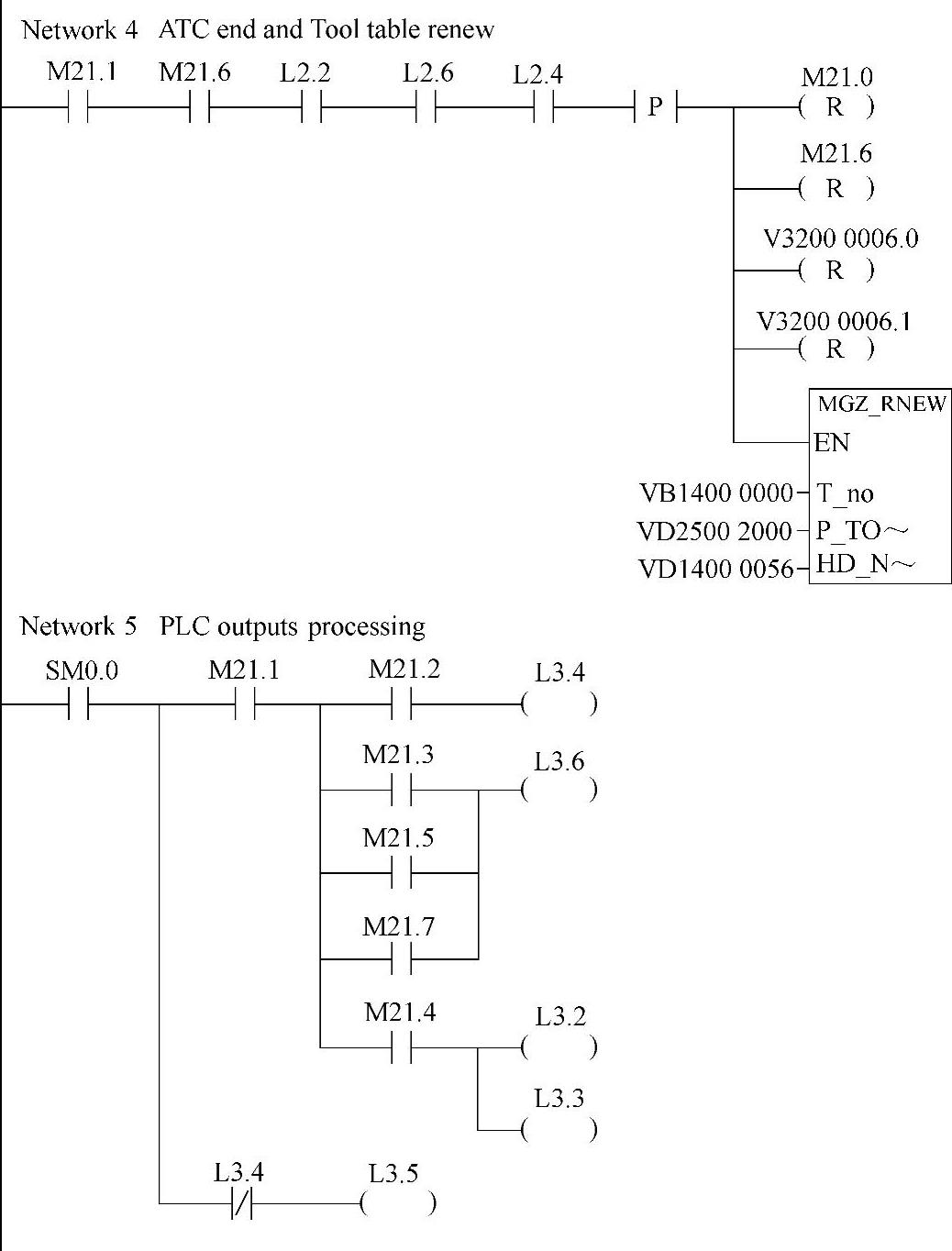
图9.3-13 换刀完成与输出处理程序
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。