



采用机械手换刀的加工中心换刀程序通常由刀具预选子程序和换刀控制子程序组成,刀具预选子程序由CNC加工程序中的T代码控制,其作用是将安装于T代码指定刀具的刀座回转到刀库换刀位上,为自动换刀做好准备;换刀控制子程序由CNC加工程序中的M06代码控制,它可以通过机械手的运动实现刀库换刀位刀具与主轴刀具的交换。
SIEMENS子程序库和模板程序未提供此子程序,以下SBR24是用于刀具预选控制的子程序例,换刀控制的子程序SBR25可参照9.3.7节进行设计。
1.局部变量定义
子程序SBR24的局部变量定义及调用时的赋值要求如表9.3-6所示。
表9.3-6 SBR24局部变量定义表

(续)
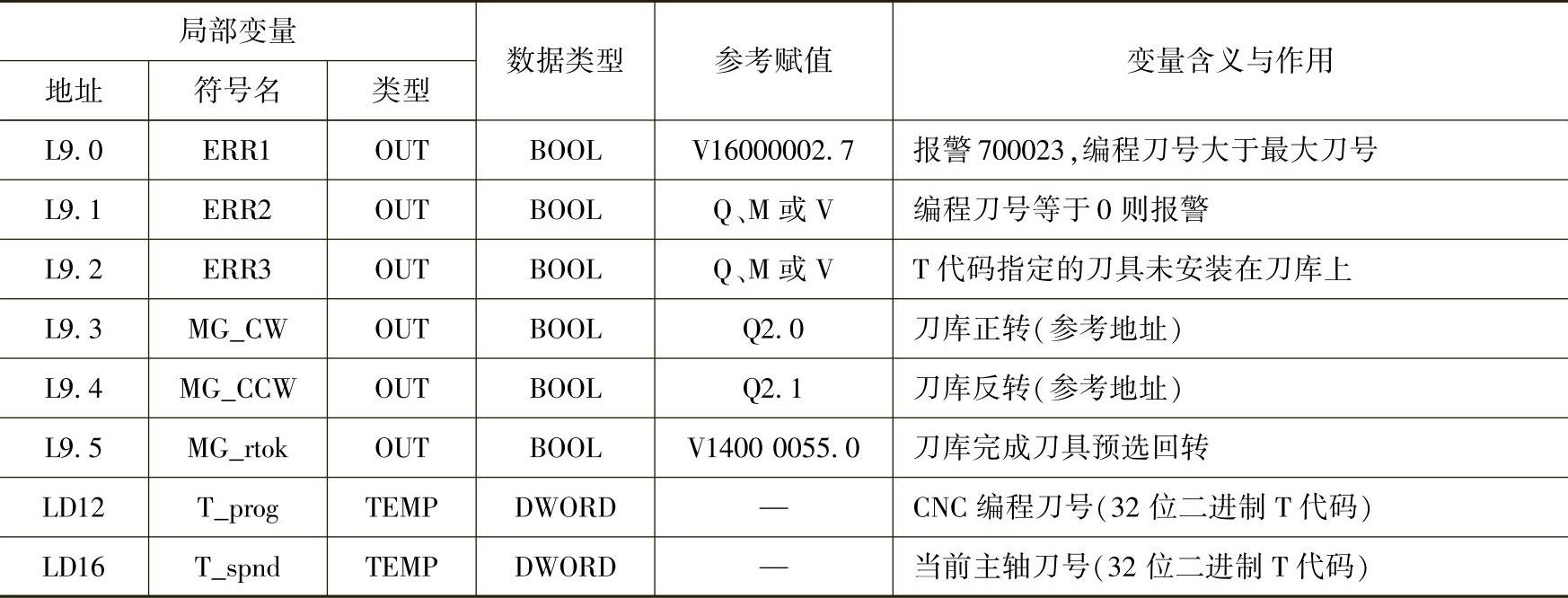
输出变量L9.2为刀具检索报警输出,如换刀时机床尚未执行刀具安装表初始化子程序SBR52(MGZ_INI),刀具检索时可能出现T代码指定刀具未在刀库上安装的报警,L9.2的输出将为1。输出变量L9.5为刀库刀具预选完成信号,信号在刀库完成预选后输出1,变量L9.5一般定义为断电保持的PLC公共变量。
2.PLC程序
用于刀具预选控制的PLC子程序一般由T代码判别和刀库回转控制两大部分组成,程序实例说明如下。
1)T代码判别。T代码判别程序用于CNC加工程序中的编程T代码检查,程序设计如图9.3-9所示,Network1和Network2在CNC执行T指令、T代码修改信号TF(V2500 0001.4)为1时执行。
程序Network1用于T代码编程范围检查,只要CNC执行T代码指令、输出TF信号,该程序必然被执行。如前所述,由于802S/C/D的功能简单,利用刀具安装表初始化子程序SBR52(MGZ_INI)建立初始刀具安装表时,必须保证刀库的刀座号和刀具号的一一对应,因此,CNC加工程序中的编程刀号仍然受到刀库刀位数的限制,PLC程序需要对T代码编程范围进行检查。(https://www.xing528.com)
在Network1上,当CNC输出TF信号时,将首先复位编程刀号和当前主轴刀号一致标志M30.0,刀具预选完成状态输出变量L9.5。然后,进行T代码编程范围判别,如T代码大于刀库刀位数,报警变量L9.0输出1;如T代码编程为T0,则报警变量L9.1输出1。程序的报警输出信号L9.0和L9.1可通过专门的PLC报警处理程序处理;当CNC加工程序中的T代码编程错误时,可直接停止子程序的执行。
程序Network2用于编程刀号一致检查。子程序的输入变量LB8的赋值为存储器VB1400 0000,在刀具安装表上,其内容为当前主轴上所安装的刀具号。LB8可通过累加器AC0和移动指令MOV_DW转换为32位二进制格式的数据,并保存到变量LD16上。如果当前主轴上所安装的刀具号LD16和CNC加工程序中的编程刀号LD12一致,状态信号M30.0将置1,并直接结束子程序的执行。信号M30.0用于后述的M06自动换刀控制,M30.0一旦为1,PLC将不再执行机械手换刀的动作。
2)刀库回转控制程序。刀库回转控制程序包括刀具检索和刀库回转两部分,程序设计如图9.3-10所示,当CNC加工程序中的T代码编程正确、编程刀号和当前主轴上的刀号不一致时,PLC将继续执行该部分程序。
程序Network3用于刀具检索。程序首先通过TF信号V25000001.4的上升沿调用刀具检索子程序SBR50(MGZ_SRCH),在MD40中得到安装有T代码指定刀具的预选目标刀座号。如机床未执行刀具安装表初始化操作,刀库中不存在T代码指令的刀具,子程序SBR50(MGZ_SRCH)的输出变量Find(M32.5)将为0,Network3将输出报警信号L9.2;如目标刀座MD40和刀库当前换刀位的刀座号LD4一致,则可直接输出预选完成信号L9.5(V1400 0055.0)。对于以上两种情况,子程序将被直接结束,刀库无需执行后述的刀库回转动作。
Network4用于刀具预选的刀库回转控制。Network4的第1部分为转向选择程序,它可在TF信号出现上升沿时,通过调用捷径选择子程序SBR48(TOOL_DIR),得到刀库的捷径转向信号M20.3(正转)或M20.4(反转)。由于刀具预选的目的是将安装有T代码指定刀具的刀座回转到刀库的换刀位上,因此,子程序SBR48中的目标刀位输入(变量Tprog)应赋值为执行刀具检索子程序所得到的目标刀座号MD40。
Network4的第2部分为回转到位判别程序。当刀库正转M20.3或反转M20.4控制信号输出为1时,如刀库回转到达了目标刀位MD40,程序将输出预选完成信号L9.5(V1400 0055.0),并复位刀库正转输出信号M20.3或反转输出信号M20.4。
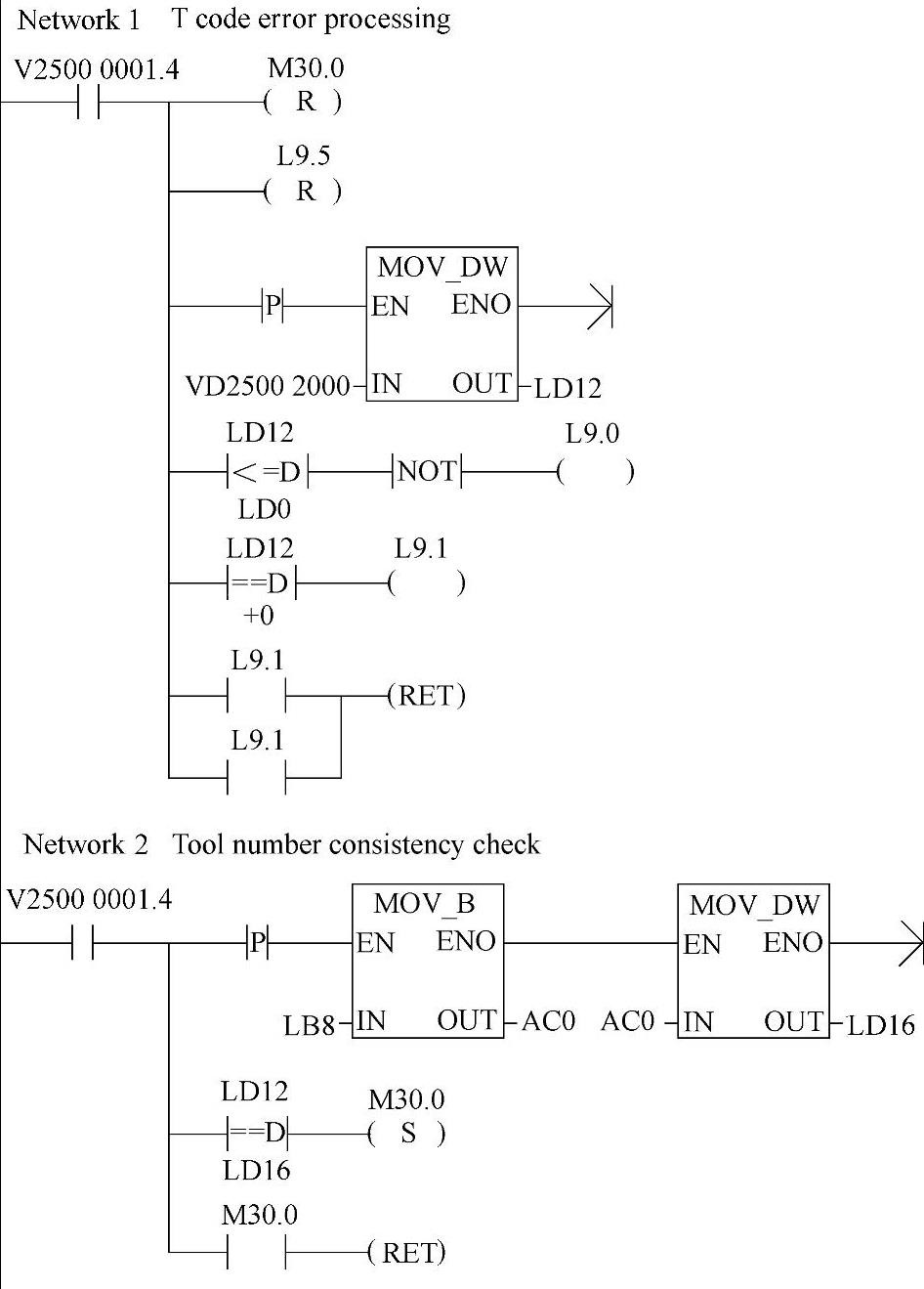
图9.3-9 T代码判别程序
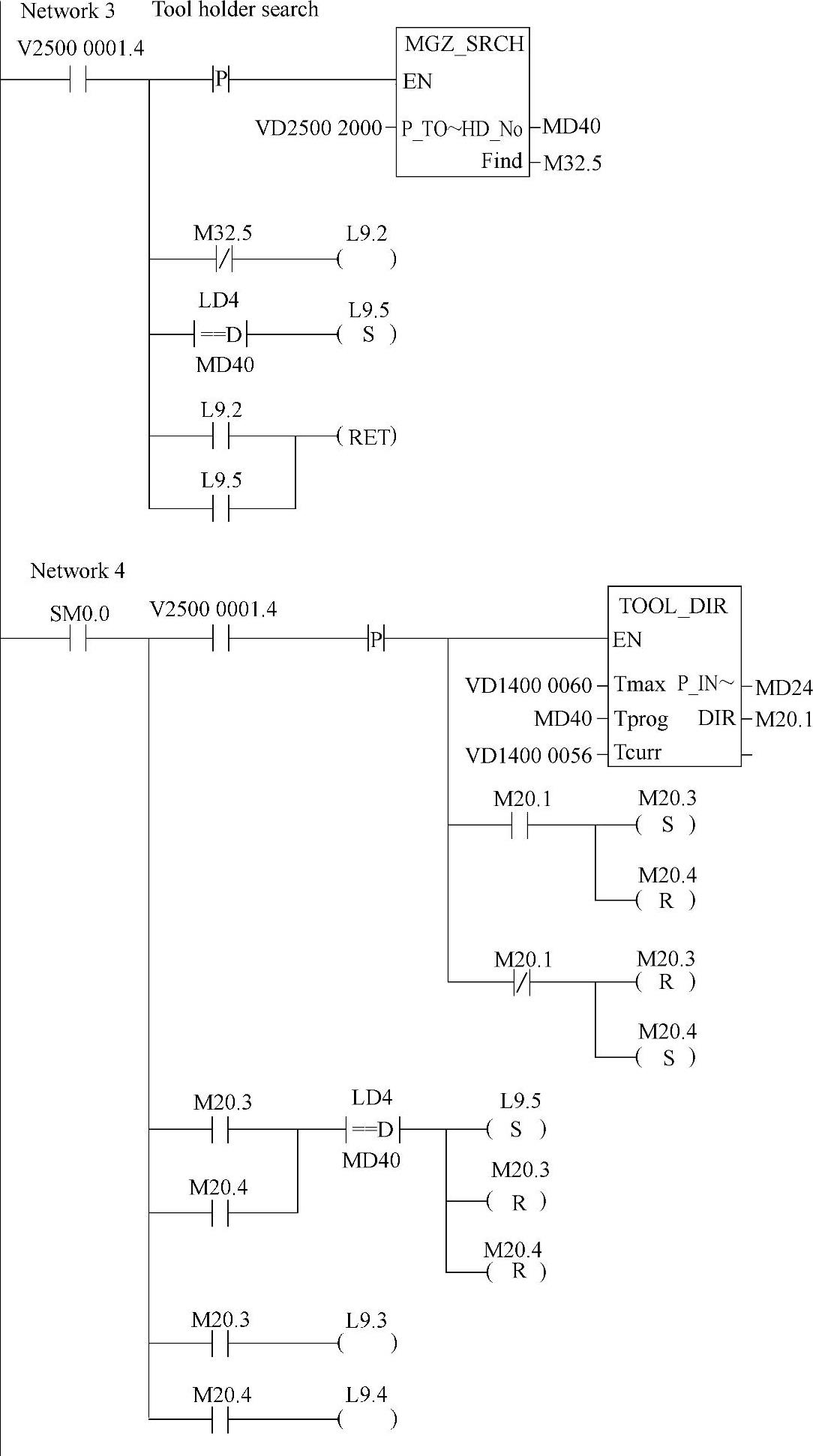
图9.3-10 刀库回转控制程序
Network4的第3部分为刀库正/反转控制信号输出程序,它可将刀库正/反转信号M20.3/M20.4的状态输出到变量L9.3/L9.4上,以控制刀库回转电动机的正反转。
以上刀具预选PLC程序可通过CNC的T代码指令执行,程序执行时,CNC的通道进给使能禁止信号V32000006.0、读入使能禁止信号V32000006.1保持0,因此,刀具预选可在机床加工的同时进行。刀具预选完成后,状态信号V14000055.0为1,此时可通过加工程序中的换刀指令M06,执行机械手换刀动作。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。