



1.子程序说明
刀具安装表更新程序用于刀具自动交换后的刀具安装表数据更新。在机械手换刀的加工中心上,刀具交换完成后,主轴上的刀具将和刀库现在换刀位上的刀具相互交换。因此,需要通过刀具安装表更新程序,对刀具安装表中的主轴上的刀号、刀库现在换刀位刀座上的刀号进行修改。即:将原主轴刀号存储变量VB14000000上的值写入到刀库现在换刀位刀座存储器上,而将加工程序中T代码指令的刀号写入到主轴刀号存储变量VB14000000上,以完成刀具安装表的数据更新。
SIEMENS子程序库所提供的刀具安装表更新子程序SBR51(MGZ_RNEW)可用于刀具安装表的数据更新。但是,子程序SBR51只能实现将原主轴刀号写入现在换刀位刀座存储器的功能,用户实际使用时,需要增加将加工程序中T代码指令的刀号,写入到主轴刀号存储变量VB14000000局部变量的PLC程序中。
修改后的子程序SBR51的局部变量定义如表9.3-5所示。使用时应注意,表中的LD4、LD8、LB12与SIEMENS子程序库提供的SBR51变量定义有所不同。
表9.3-5 SBR51局部变量定义表

2.PLC程序(https://www.xing528.com)
修改后的刀具安装表更新子程序SBR51(MGZ_RNEW)的设计如图9.3-8所示。同样,由于S7-200编程软件的网络指令数量限制,对于容量为13~48把刀的刀库,需要在程序上插入与Network2类似的Network3或Network4、Network5等,此时,图中Network4的编号依次后移。
Network1的作用是通过移动指令MOV_B将累加器AC0中的32位二进制格式的刀库现在换刀位刀座号输入变量LD8转换为字节型的刀座号,并保存到变量LB12上,使之和刀具安装表上的刀座号格式(字长)一致。刀库现在换刀位刀座号输入变量LD8的值来自刀位计数子程序SBR20的输出。
Network2用于刀库换刀位的刀号更新。程序通过刀座号LB12和常数1~12的依次比较,判断刀库现在换刀位的刀座号,如两者相等,程序可通过移动指令MOV_B将变量LB0的值(原主轴上的刀号)写入到刀具安装表的该刀座存储器上。例如,当刀库现在换刀位刀座号LB12=2,原主轴上的刀具号输入变量LB0(即VB14000000)为5时,执行程序后,刀库2号刀座存储器VB14000002上的刀具号将成为5等。
Network4用于主轴刀号的更新。程序通过移动指令MOV_B,将累加器AC0中的32位二进制格式的CNC编程刀号输入变量LD4转换为字节型的刀具号,并保存到刀具安装表的主轴刀号存储器VB14000000上。
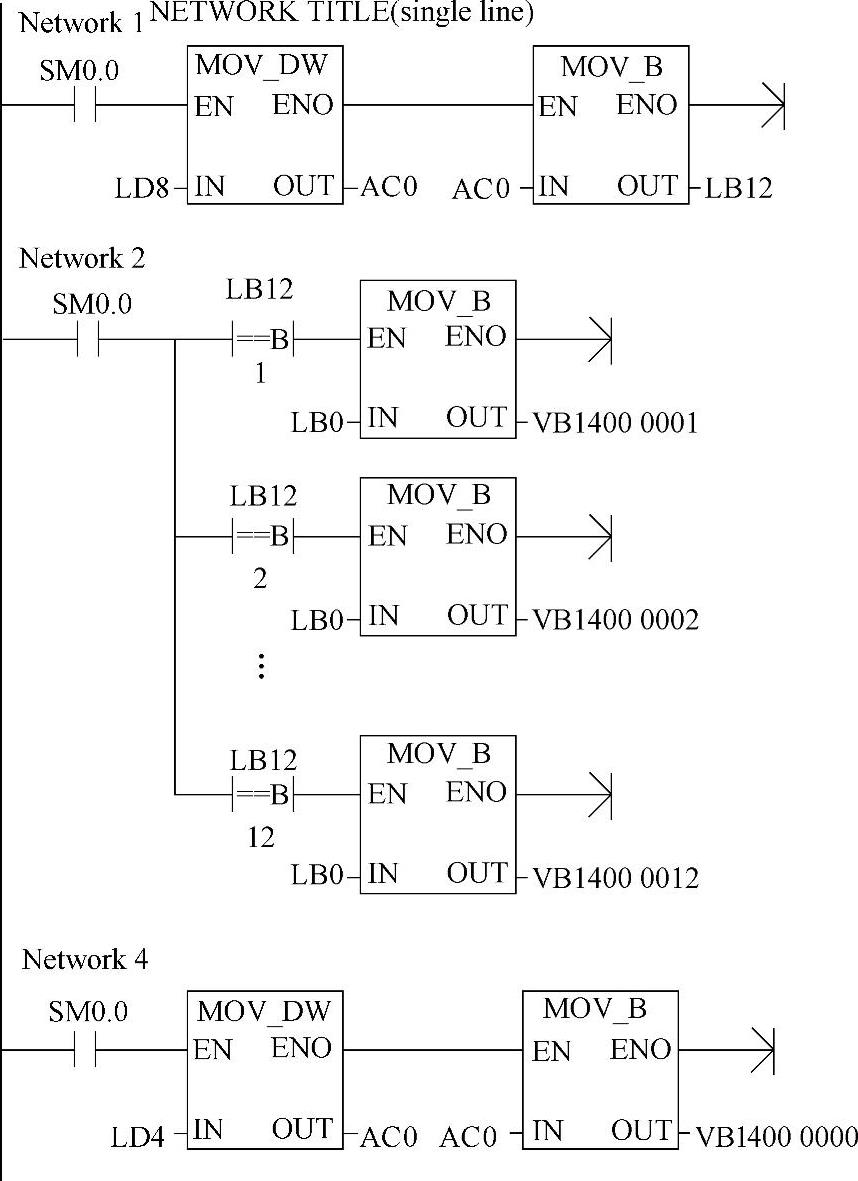
图9.3-8 刀具安装表更新程序
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。