



1.换刀动作
部分采用斗笠式刀库的加工中心自动换刀,需要通过进给轴和刀库的联合运动实现,但是,其刀库的前后移动和主轴刀具的松夹,一般仍通过气动或液压系统控制。
在采用斗笠式刀库的立式加工中心,其Z轴移动换刀动作过程如图9.2-1所示,它在刀库前移抓刀、刀具松开/吹气动作完成后,利用Z轴向上运动到卸刀点Z1,取出主轴上的刀具;而在回转选刀完成后,则利用Z轴向下运动到起始点0,将新刀具装入主轴。其他的动作与刀库移动式换刀相同。
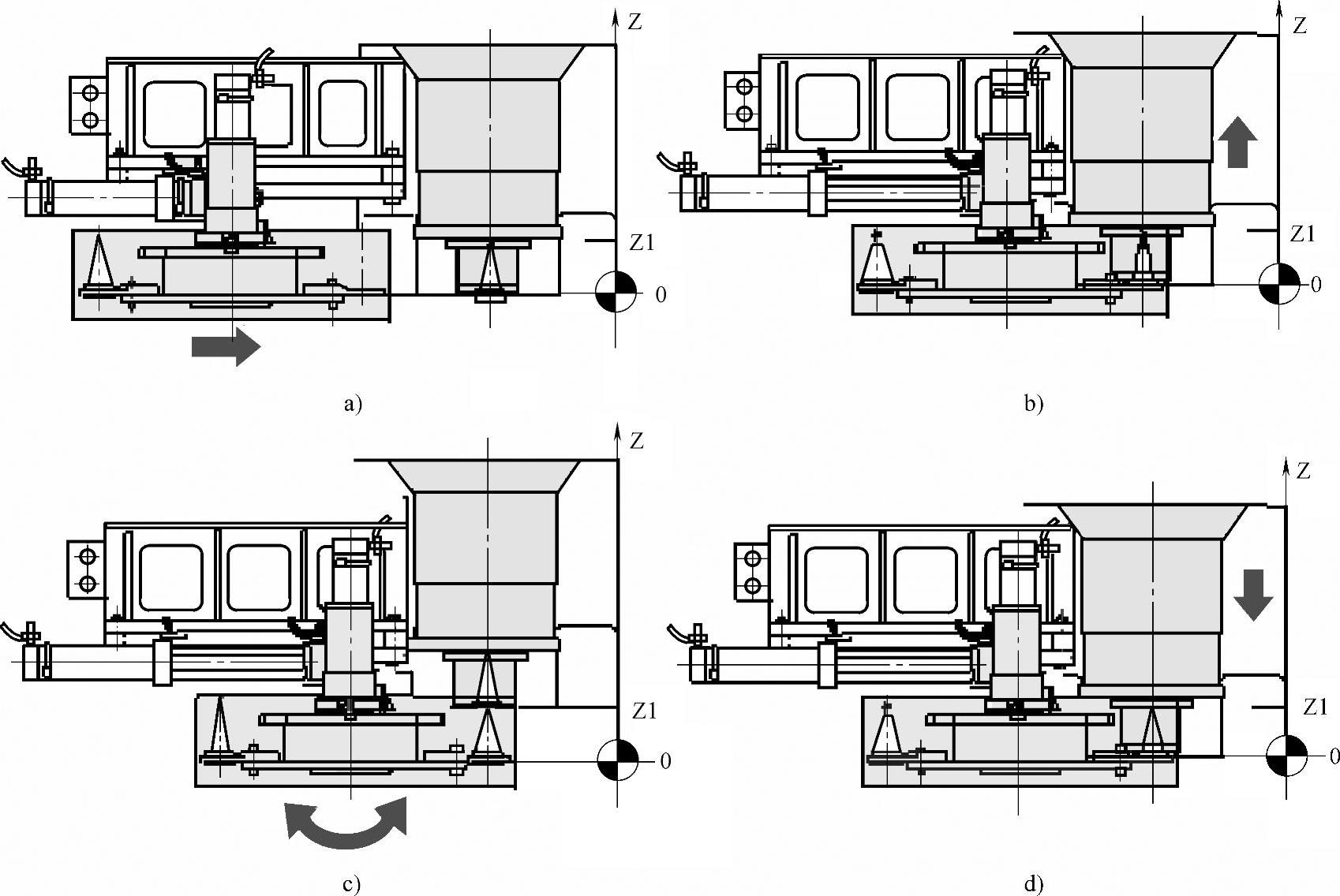
图9.2-1 Z轴移动换刀动作
2.M代码定义
Z轴移动换刀需要通过编写特定的CNC换刀子程序或用户宏程序,通过进给轴和刀库的联合运动实现。在CNC换刀程序中,自动换刀的各个动作需要分解成由CNC辅助机能代码M控制的独立运动,动作间的延时也可直接通过CNC的暂停指令G04实现。这样,不仅可简化PLC程序的设计,提高程序可靠性,还可在调试时通过执行指定的M代码,进行每一步动作的检查和调试。
例如,对于上述Z轴移动换刀的斗笠式刀库控制,其换刀动作可分解为以下M代码控制的独立运动。
M06:自动换刀起动;
M81:换刀调试;
M82:刀库前移;
M83:刀库后移;
M84:主轴刀具夹紧、吹气关闭;
M85:主轴刀具松开、吹气;
M86:刀库回转选刀;
M80:自动换刀或调试结束。
上述的M80~M86代码也可以是与CNC内部控制无关的其他M代码,如M50~M56等,但不能使用系统生产厂已规定用途的M代码。
3.CNC换刀程序设计
在802S/C/D上,CNC换刀程序一般以子程序的形式编程,子程序可通过程序号(如L06等)或程序名(如ATC_ST等)在CNC加工程序中利用指令“L06”或“ATC_ST”直接调用。
对于上述斗笠式刀库控制,假设CNC换刀子程序号为L06,自动换刀开始时的Z轴起始点为Z轴参考点,换刀时Z轴的运动行程为120mm(参考值)、移动速度为5000mm/min(参考值);刀库前移到位、刀具松开/夹紧的延时均为0.5s(参考值)。则按以上思路设计的CNC换刀子程序典例如下。(https://www.xing528.com)
L06;//CNC换刀子程序号
G28 Z0 M19;//确保换刀前Z轴已回参考点、主轴定向准停
M06;//自动换刀起动
STOPRE;//停止译码,等待M06完成
/N1 GOTOF ATC_END;//选择跳段有效时跳转至ATC_END结束换刀
M82;//刀库前移
G04 F0.5;//刀库前位延时0.5s
M85;//主轴刀具松开、吹气
G04 F0.5;//刀具松开延时0.5s
N2 G91 G01 Z120.0 F5000;//Z轴上移至卸刀点Z1
M86;//刀库回转选刀
N3 G91 G01 Z-120.0 F5000;//Z轴下移至换刀起始点
M84;//主轴刀具夹紧、吹气关闭
G04 F0.5;//刀具夹紧延时0.5s
M83;//刀库后移
N10 ATC_END:M80;//自动换刀结束
M02;//子程序返回
上述程序中,从N1~N10间的程序段为可跳过程序段,其目的是在T代码不正确或编程刀号与现行实际一致时,可通过CNC选择跳段信号的控制,利用跳转指令GOTOF,直接跳转至标记ATC_END,结束换刀子程序。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。