



1.CNC控制要求
加工中心的自动换刀一般通过“T□□M06”指令实现,其动作较数控车床复杂,PLC的程序设计需要考虑CNC控制和机床控制两方面的要求。CNC的自动换刀控制要求一般如图9.1-3所示。
加工中心自动换刀指令中的T代码仅用来指定刀具或进行刀具预选,刀具交换动作由M06指令起动。斗笠式刀库无刀具预选动作,其T代码只用来指定刀具,因此,执行T代码时无需暂停程序。机械手换刀的加工中心可通过T代码预选刀具,但为了提高效率,刀具预选应在加工时进行,因而,执行T代码同样不需要暂停程序。
2.机床控制要求
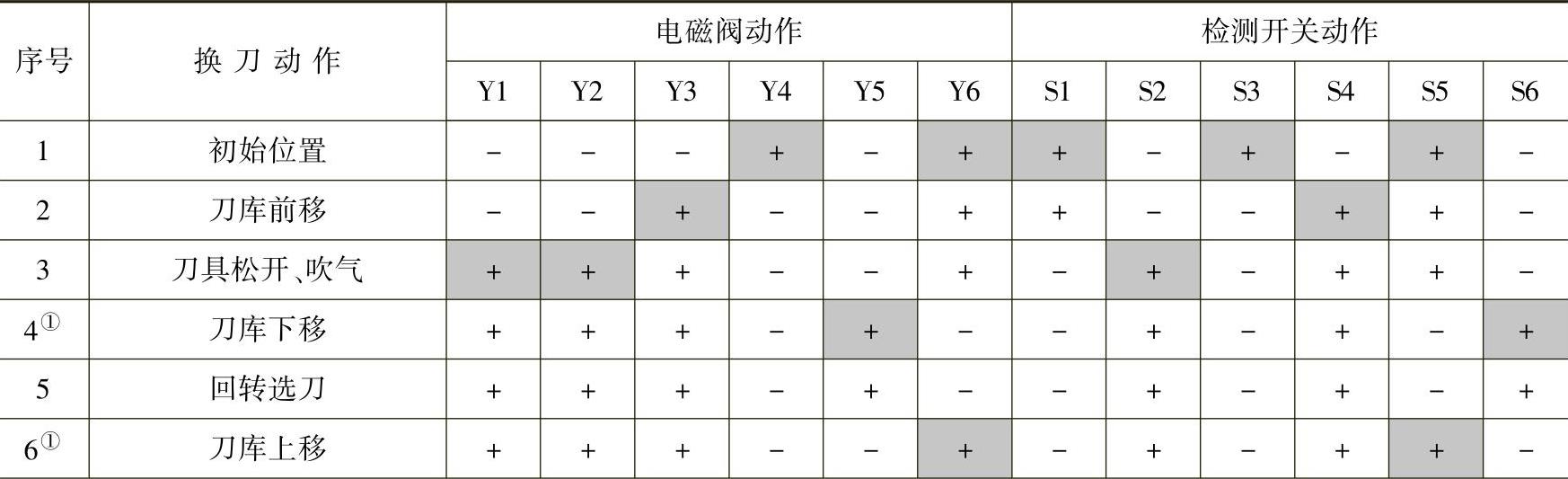
中小型立式加工中心的刀库运动一般采用气动或液压系统控制,图9.1-4为典型的气动控制系统原理图,换刀时的电磁元件动作如表9.1-1所示。
表9.1-1 斗笠刀库换刀的电磁元件动作表
(续)

注:+为电磁阀接通或开关发信;-为电磁阀断开或开关不发信。
①在部分立式加工中心上,刀库的上下运动还可通过Z轴的移动代替;而对于卧式加工中心,刀库抓刀则通过Y轴的上下移动实现。这两种机床均无电磁阀Y5、Y6,但需要安装Z轴或Y轴上下位置检测开关S5/S6,其控制更加
简单,有关内容可参见9.2节。

图9.1-4 斗笠式刀库气动系统原理图(https://www.xing528.com)
3.控制信号
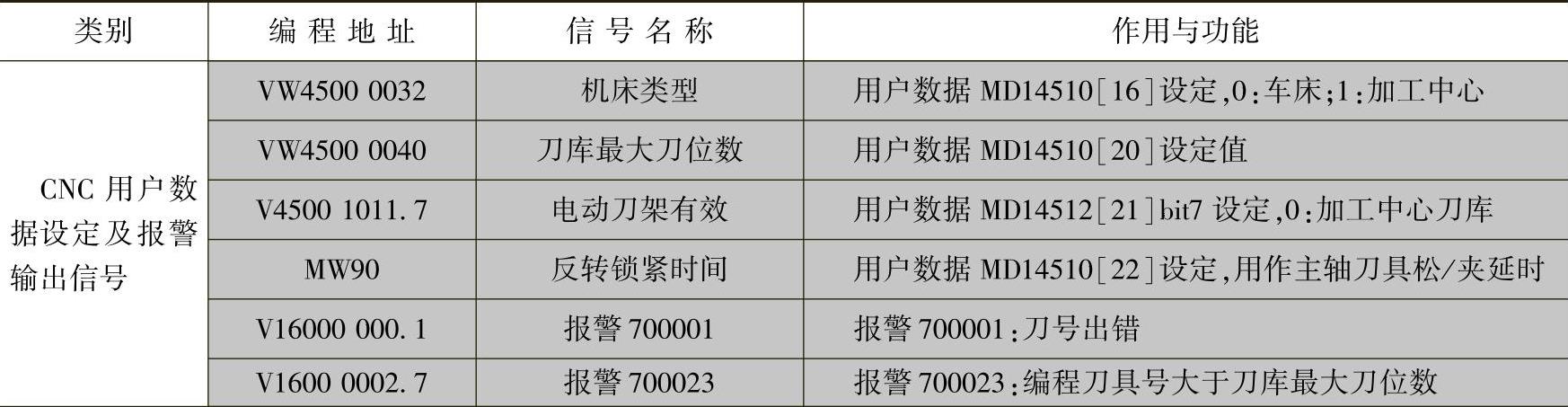
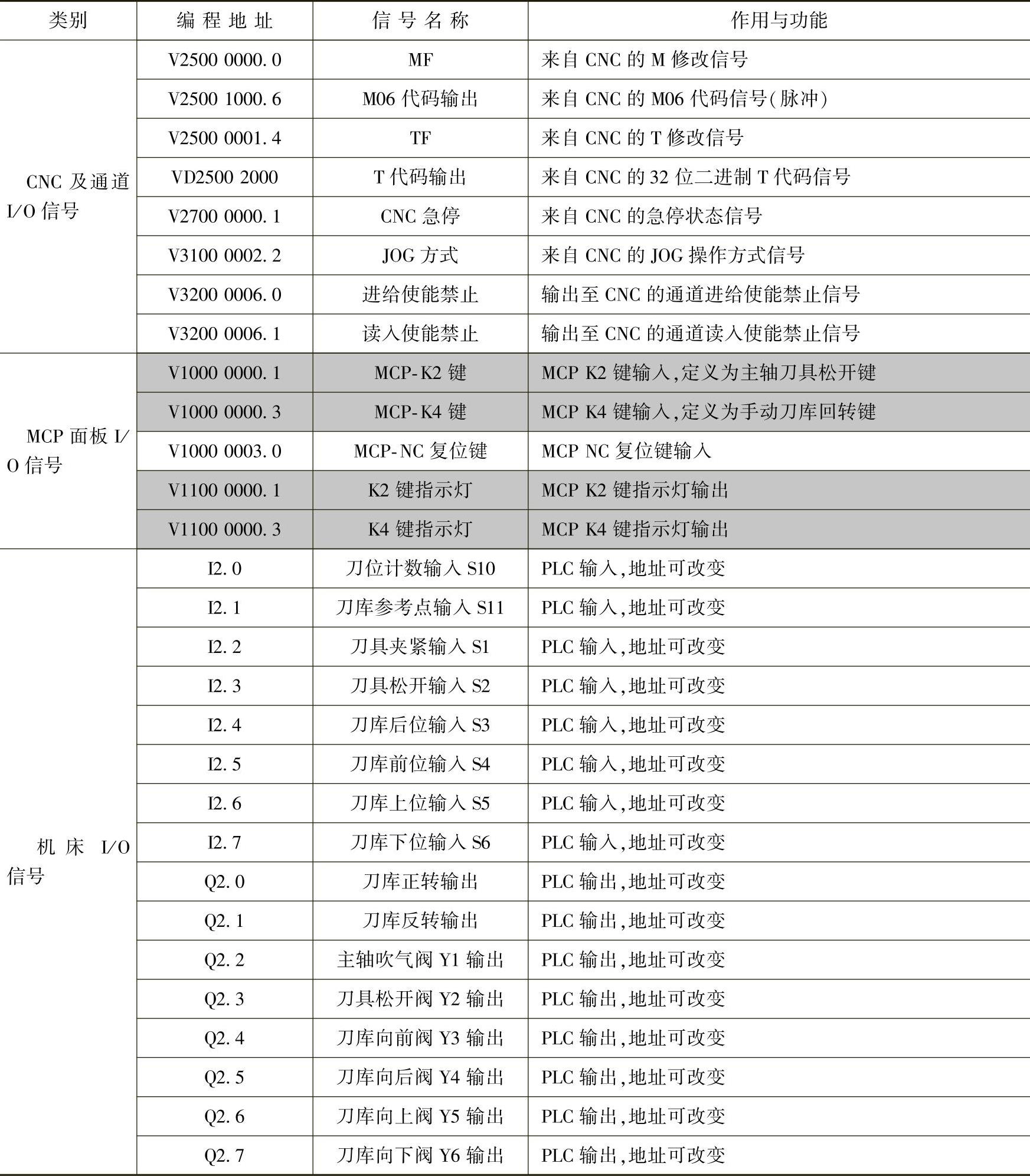
当802S/C/D用于采用上述斗笠式刀库的加工中心控制时,其自动换刀PLC程序设计所涉及的控制信号及功能如表9.1-2所示。为了增加程序通用性,表中带阴影的信号可借用部分车床控制用的CNC用户数据和标志寄存器。
表9.1-2 斗笠式刀库控制信号一览表
(续)
4.程序组成
斗笠式刀库换刀的PLC控制程序一般可分为刀位计数、捷径选择和换刀控制3部分。其中,刀位计数和捷径选择程序可直接使用第8章中数控车床液压刀架控制子程序SBR20、SBR48,换刀控制子程序需要进行单独设计。
1)刀位计数。数控车床液压刀架的刀位计数子程序SBR20同样可用于加工中心的刀位计数。程序可通过刀位计数开关的输入,生成刀库的实际刀位检测信号,并保存在PLC的断电记忆公共变量VW14000090上。但是,调用子程序SBR20时,需要根据CNC的电气连接图,对刀位计数开关、参考点检测的输入地址进行相应的修改。
子程序SBR20可用于安装或不安装1号刀位参考点检测开关的刀库计数。在无参考点检测开关的刀库上,为了使机械位置和PLC实际刀位检测信号相一致,需要在机床首次调试或刀库位置调整后,通过特定的M代码(示例中为M96)和指定的CNC用户数据(示例中为MD14510[0]),将CNC用户数据所设定的刀位直接写入到公共变量VW14000090上,进行实际刀位的预置。在安装有参考点检测开关的刀架上,可通过参考点检测信号,使机械位置和PLC实际刀位检测信号相一致。
2)捷径选择。SIEMENS子程序库和模板程序所提供的刀库转向判别子程序SBR48(TOOL_DIR),可直接用于斗笠式刀库的捷径回转方向选择。由于斗笠式刀库采用的是机械槽轮分度定位机构,回转选刀时无需进行预减速,故不需要使用减速刀位输出信号。
3)换刀控制。SIEMENS子程序库和模板程序未提供用于斗笠式刀库换刀控制的子程序,该子程序需要用户自行设计。下述的子程序SBR22是用于加工中心斗笠式刀库换刀控制的子程序。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。