



1.加工中心换刀方式
总体而言,加工中心的自动换刀(Automatic Tool Change,ATC)方式有无机械手换刀和机械手换刀两类。
1)无机械手换刀。采用无机械手换刀的加工中心,刀具交换可通过刀库或主轴的相对运动实现,刀具在刀库中的安装位置一般不变,其自动换刀装置结构简单、控制容易。但是,采用这种方式换刀时,首先需要将主轴上的刀具放回刀库,然后才能进行刀库回转选刀和主轴装刀等动作,因此,如不采用刀具缓冲等特殊结构,其换刀时间一般较长,故多用于对换刀速度要求不高的普通加工中心或大、中型加工中心。
无机械手换刀加工中心的换刀方式有刀库移动和主轴移动两种。刀库移动式换刀多用于中小规格工作台移动式加工中心,换刀动作主要通过气动或液压系统控制的刀库运动实现,它是普通中小型加工中心最简单、最常见的结构。完全主轴移动式换刀的刀库安装位置固定,换刀动作主要通过X、Y、Z轴的运动实现,它常用于大中型立柱移动式、箱体移动式或龙门式加工中心的大规格刀具交换。
无机械手换刀的加工中心,其刀具在刀库中的安装位置一般固定不变,PLC程序的设计较为简单,本节及9.2节将对此进行介绍。
2)机械手换刀。采用机械手换刀的加工中心,换刀前一般应将下一把需要更换的刀具事先回转到刀库的换刀位上,然后通过机械手的运动完成主轴和刀库侧的刀具交换,其换刀速度较快。机械手自动换刀装置的结构较复杂、可靠性要求较高,因此,多用于对换刀速度要求较高的小型加工中心或刀库容量大、位置离主轴远的大、中型加工中心。
机械手的运动控制主要有机械凸轮联动和液压(或气动)控制两类。采用机械凸轮联动的自动换刀装置结构紧凑、动作可靠、控制简单,但其刀具重量受到一定的限制,故多用于换刀速度较快的中小规格加工中心。采用液压或气动控制的自动换刀装置布置灵活、动作可靠,可使用大规格刀具,故多用于刀库容量大、位置离主轴远的大、中型加工中心。
机械手换刀时,一般都通过机械手的180°回转,直接进行主轴和刀库换刀位刀具的交换,因此,随着刀具交换的进行,刀具在刀库中的安装位置将随机改变,故需要通过PLC程序或CNC换刀程序建立刀座和刀具的对应关系表(刀具安装表),其PLC程序设计较复杂,典型PLC程序将在9.3节介绍。
2.斗笠式刀库结构
为了减轻机床运动部件的质量,提高可靠性,加工中心的刀库一般安装在机床床身上。在工作台移动式加工中心上,由于主轴相对于床身的前后、左右的空间位置不能改变,因此,多采用刀库移动式换刀或机械手换刀方式。
刀库容量不大、换刀速度要求不高的普通中小规格加工中心通常采用图9.1-1所示的典型结构。这种机床的刀库形状类似于斗笠,故又称斗笠式刀库,它是普通加工中心最简单、最常见的换刀方式。斗笠式刀库可通过改变刀库和主轴的相对位置实现换刀,刀具的装卸可利用刀库的运动实现,也可通过主轴的运动实现。
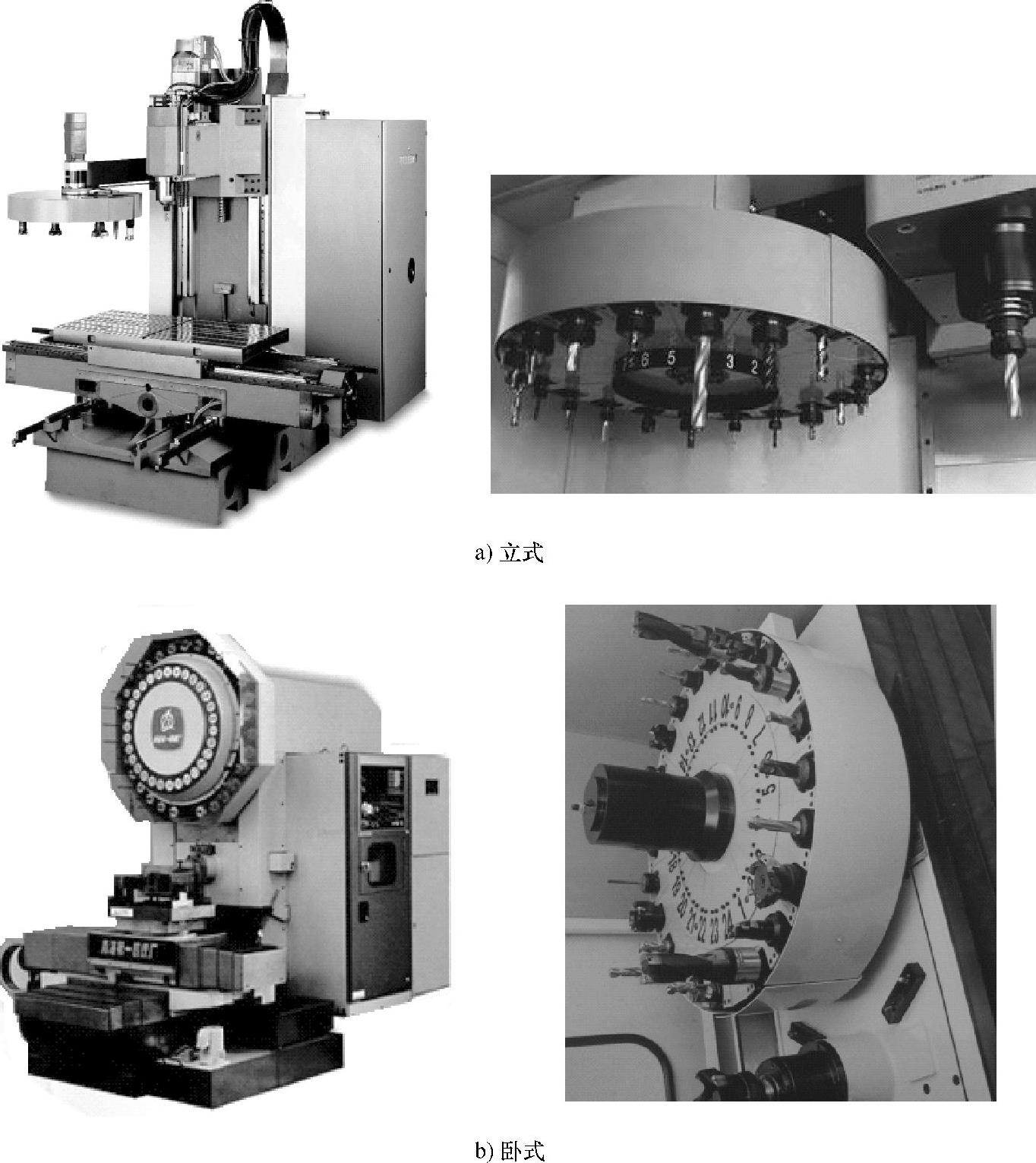
图9.1-1 采用斗笠式刀库的加工中心
刀库移动式换刀加工中心的刀库前后、上下移动,可通过气动或液压控制系统实现,刀库的回转一般采用槽轮分度定位机构,换刀装置结构简单、控制容易、动作可靠;换刀前后刀具在刀库中的安装位置保持不变。
斗笠式刀库一般不能进行刀具预选,换刀时先需要将主轴上的刀具放回刀库,然后进行刀库回转选刀和装刀。因此,立式加工中心换刀一般需要有刀库前移抓刀、下移卸刀、回转选刀、上移装刀、刀库后退等一系列动作。对于卧式加工中心,则需要有刀库前移卸刀、回转选刀、后移装刀等动作,其换刀时间通常大于5s。
斗笠式刀库的刀库轴线必须与主轴平行。立式加工中心的刀库还需要进行前后、上下移动,故刀库容量一般不大,刀具长度和重量受限;在安装有全封闭防护罩的机床上,刀库上的刀具装卸和更换也不方便,故多用于20(立式)或40(卧式)把刀以下、效率要求不高的普通中小规格加工中心。
有关斗笠式刀库的机械结构和工作原理,可参见本书作者编写的《现代数控机床设计典例》一书。(https://www.xing528.com)
3.ATC动作
使用斗笠式刀库的立式加工中心,自动换刀时的刀库动作过程如图9.1-2所示。
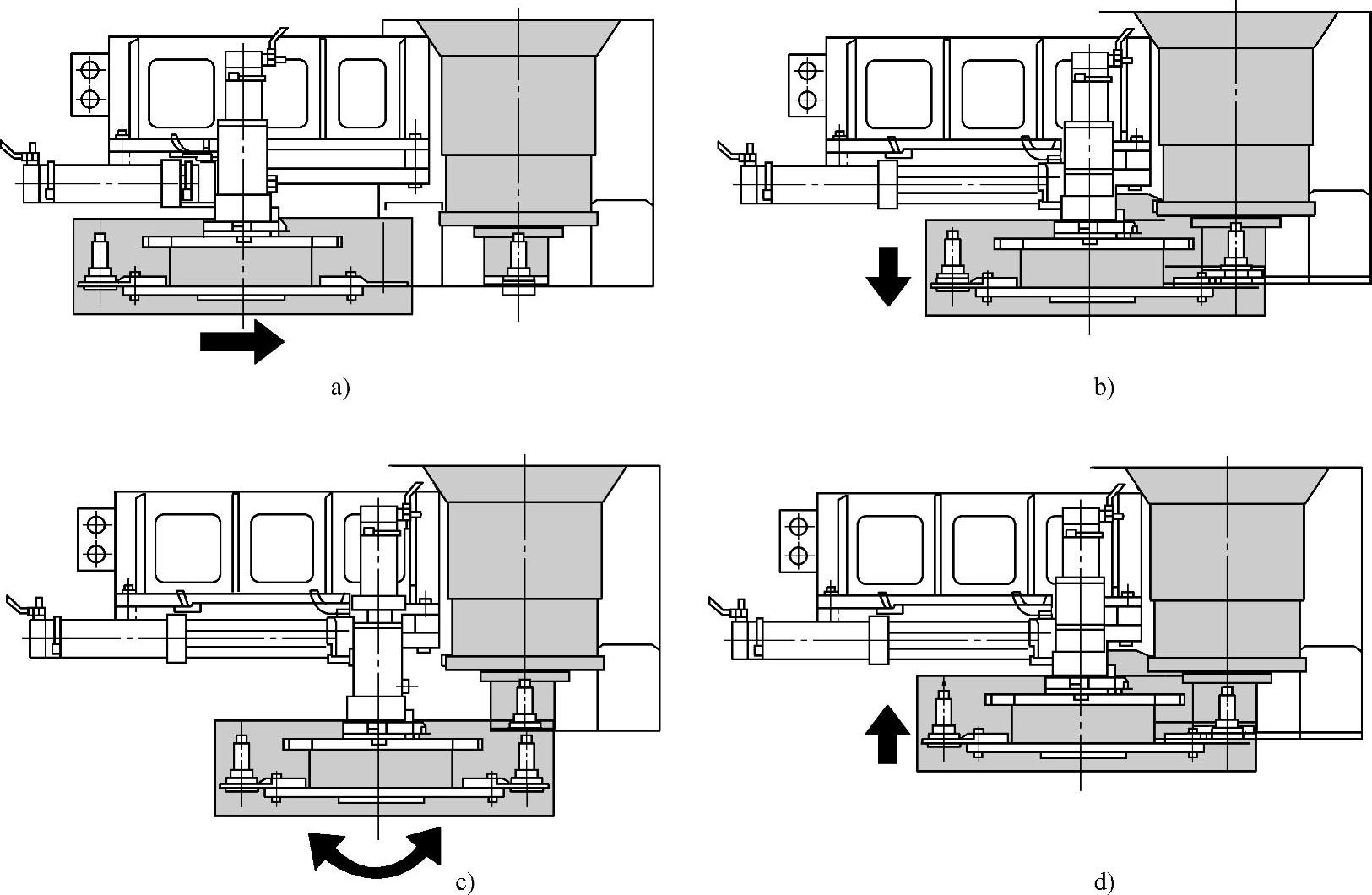
图9.1-2 斗笠式刀库的换刀动作
1)换刀准备。机床加工时,刀库应处于后上位,自动换刀前,首先需要进行主轴的定向准停,使主轴上的刀具键槽和刀库刀爪上的定位键对准。同时,主轴箱(Z轴)需要运动到图9.1-2a所示的换刀位置,为刀库前移做好准备。
2)刀库前移抓刀。换刀开始后,刀库向右移动到图9.1-2b所示的主轴下方,使刀库上的刀爪插入到主轴刀具的V形槽中,完成抓刀动作。
3)刀具松开、吹气。刀库完成抓刀后,接通用于刀柄清洁的主轴吹气和主轴上刀具松开的电磁阀,松开主轴上的刀具。
4)刀库下移卸刀。主轴上的刀具松开后,刀库下移到图9.1-2c所示的位置,将主轴上的刀具从主轴锥孔中取出,完成卸刀动作。
5)回转选刀。刀库下移到位后,刀库回转电动机起动,将需要更换的新刀具回转到主轴下方的换刀位上。刀库可双向回转、捷径选刀,并能通过槽轮机构自动定位。
6)刀库上移装刀。选刀完成后,刀库重新上升到图9.1-2d所示的上位,将新刀具装入到主轴的锥孔内,完成装刀动作。
7)刀具夹紧。刀库装刀完成后,断开主轴吹气和松刀电磁阀,主轴上的刀具通过蝶形弹簧进行自动夹紧。
8)刀库后移。刀具夹紧后,刀库后移到图9.1-2a所示的初始位置,结束换刀。
上述换刀的所有动作都由刀库运动实现,无需Z轴运动。但在部分加工中心上,以上4)、6)步动作也可通过Z轴的上、下运动实现,其自动换刀需要有进给轴和刀库的联合运动,因此,一般通过CNC程序和PLC程序进行联合控制,有关内容可参见8.3.4节。
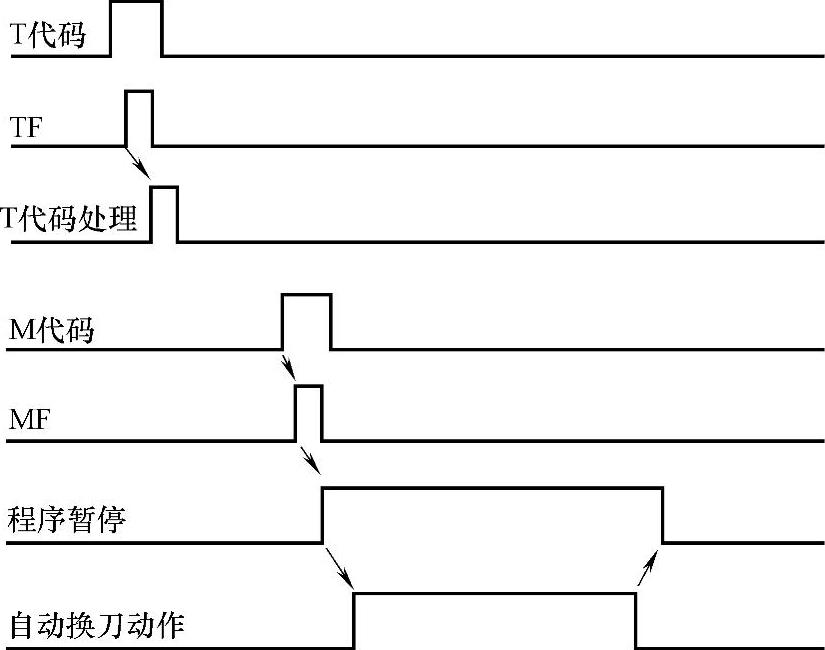
图9.1-3 加工中心的换刀控制要求
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。