



在802S/C/D子程序库提供了电动刀架控制的PLC子程序SBR46(TURRET1)。由于设计人员的不同,该程序采用了不同于其他子程序的设计方式,为方便维修人员参考,一并介绍如下。
SBR46(TURRET1)大致可分为初始化处理、出错处理、刀架正反转和定时控制4部分,程序中的编程元件定义基本与表8.1-2相同,存在区别的编程元件将在下述程序介绍中分别予以说明。
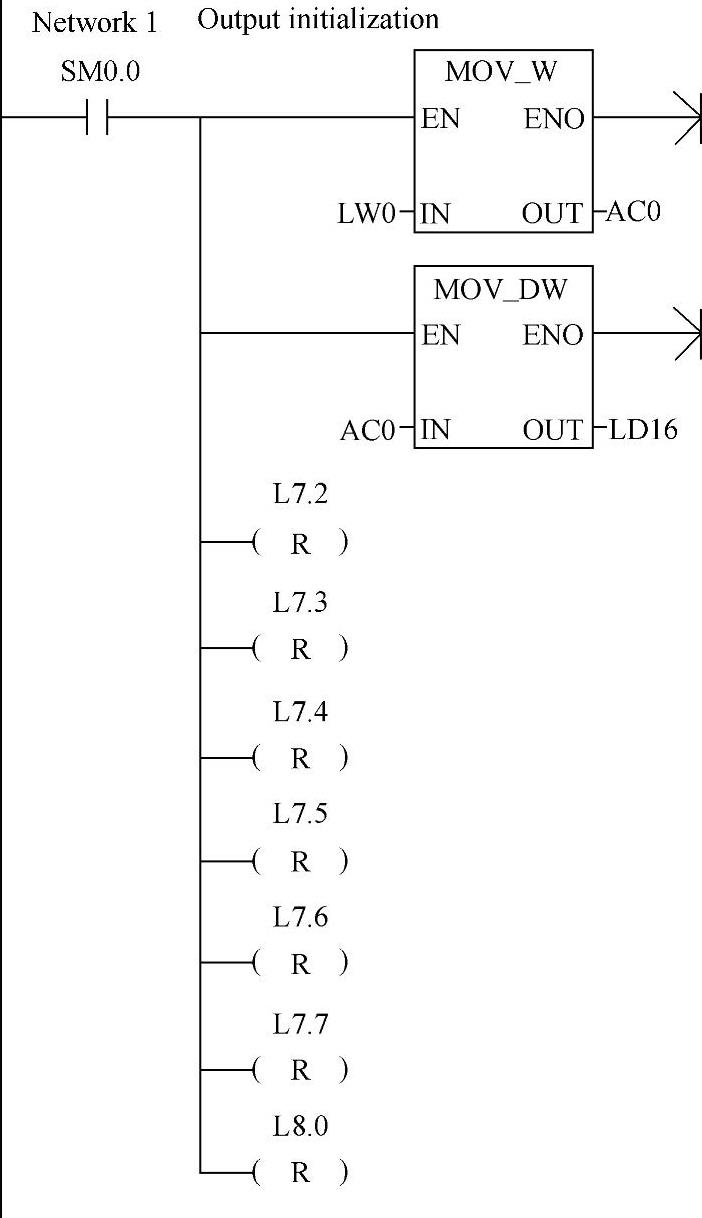
图8.1-7 初始化处理程序
1.初始化处理
子程序SBR46的初始化处理程序Network1的设计如图8.1-7所示。
Network1可在SBR46调用时,首先通过32位累加器AC0的数据读入和输出移动操作,将CNC用户数据MD14510[20]上以16位二进制格式设定的刀架刀位数转换为32位二进制格式的数据,并保存到局部变量LD16上。随后,将子程序全部输出变量L7.2~L8.0的状态复位为0,以避免出现错误输出。
2.出错处理
子程序SBR46的出错处理程序由Network2~Network5组成,程序的设计和作用分别如下。
Network2的设计如图8.1-8所示,该程序用于刀架换刀超时和刀架电动机过载报警的处理。
当刀架正转选刀时间超过CNC用户数据MD14510[21]所设定的最大选刀时间时,后述程序Network8中的换刀超时信号M113.0将为1,输出变量L7.7将使CNC报警变量V16000003.0置1,CNC显示报警“ALM 700024:在监控时间内未找到目标刀具”。如刀架电动机出现过载,输入变量L7.1=0,则可利用输出变量L8.0产生刀架电动机过载报警信号,或利用CNC的报警变量设置一个模板程序未使用的CNC报警。
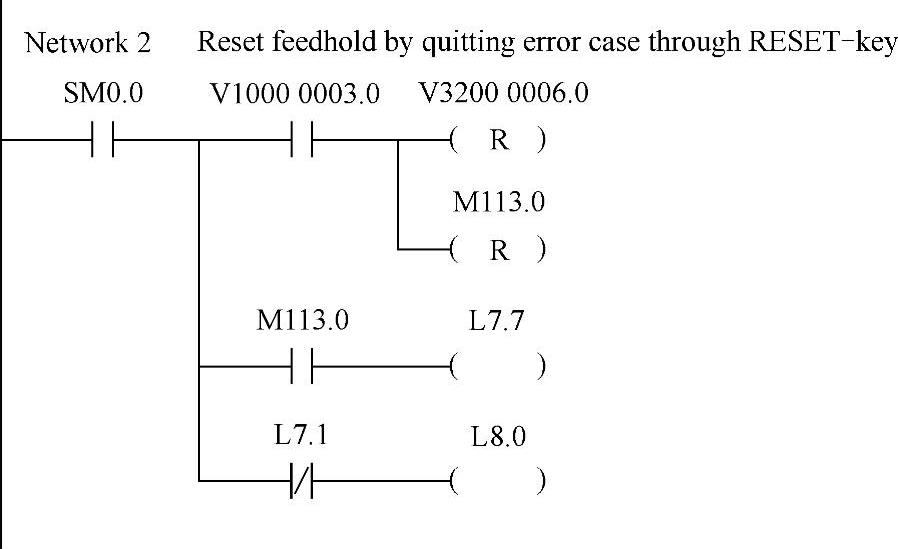
图8.1-8 程序Network2设计
CNC的换刀超时报警可直接通过MCP上的NC复位键清除,NC复位键输入V10000003.0为1时,可同时复位CNC的进给使能禁止信号V3200 0006.0和换刀超时报警信号M113.0,清除CNC的换刀超时报警。
Network3用于实际刀位检测信号的格式转换和刀架停止位置不正确时的报警处理,其程序设计如图8.1-9所示。
刀位检测信号格式转换程序可将变量L6.1~L7.0输入的刀位检测信号T01~T08转换为32位二进制格式的数值数据,并保存到局部变量LD12上。如无刀位检测信号输入,则LD12保持为0。转换程序可根据CNC用户数据MD14510[20]上的刀架刀位数设定,选择需要转换的实际刀位检测信号。例如,当MD14510[20]设定为4时,程序只进行变量L6.1~L6.4(T01~T04)的转换;当MD14510[20]设定为6或8时,则分别可进行L6.1~L6.6(T01~T06)或L6.1~L7.0(T01~T08)的转换。在模板程序中,刀位检测信号T01~T06的输入变量L6.1~L6.6按表8.1-2进行赋值,但T07、T08的输入变量L6.7、L7.0的赋值为状态0,因此,当使用8刀位电动刀架时,需要在主程序OB1的SBR46调用指令上对输入变量L6.7和L7.0进行相应的赋值。
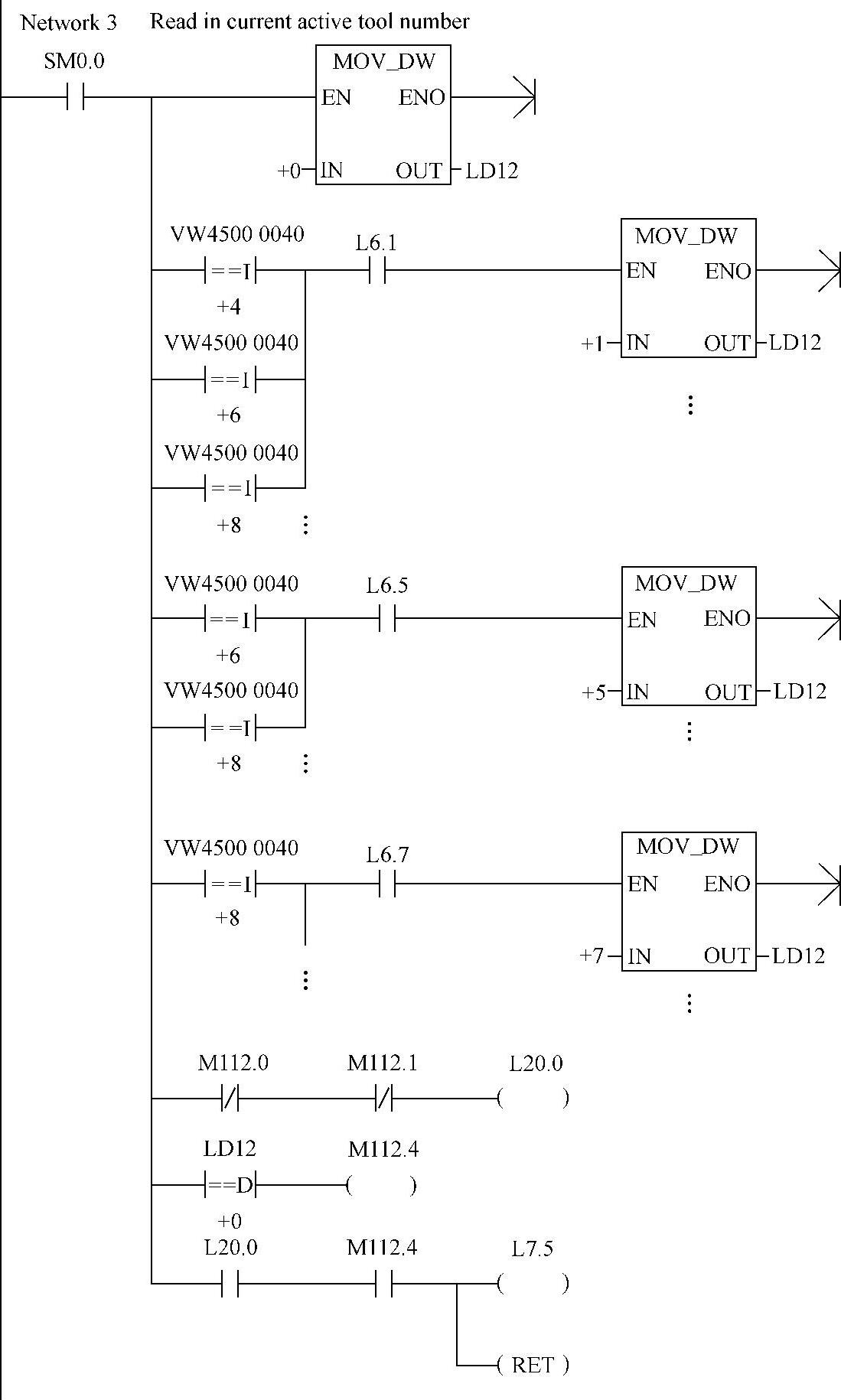
图8.1-9 程序Network3的设计
程序中的M112.0、M112.1为后述程序所生成的刀架正反转指令信号,SBR46的L20.0被定义为刀架停止状态信号。当刀架停止、L20.0为0时,如无刀位检测信号输入、LD12为0,则可通过变量L7.5的输出,使CNC的报警变量V16000003.1为1,CNC将显示报警“ALM 700025:刀架无位置检测信号”。同时,将直接生效子程序返回指令RET,结束SBR46的执行过程。
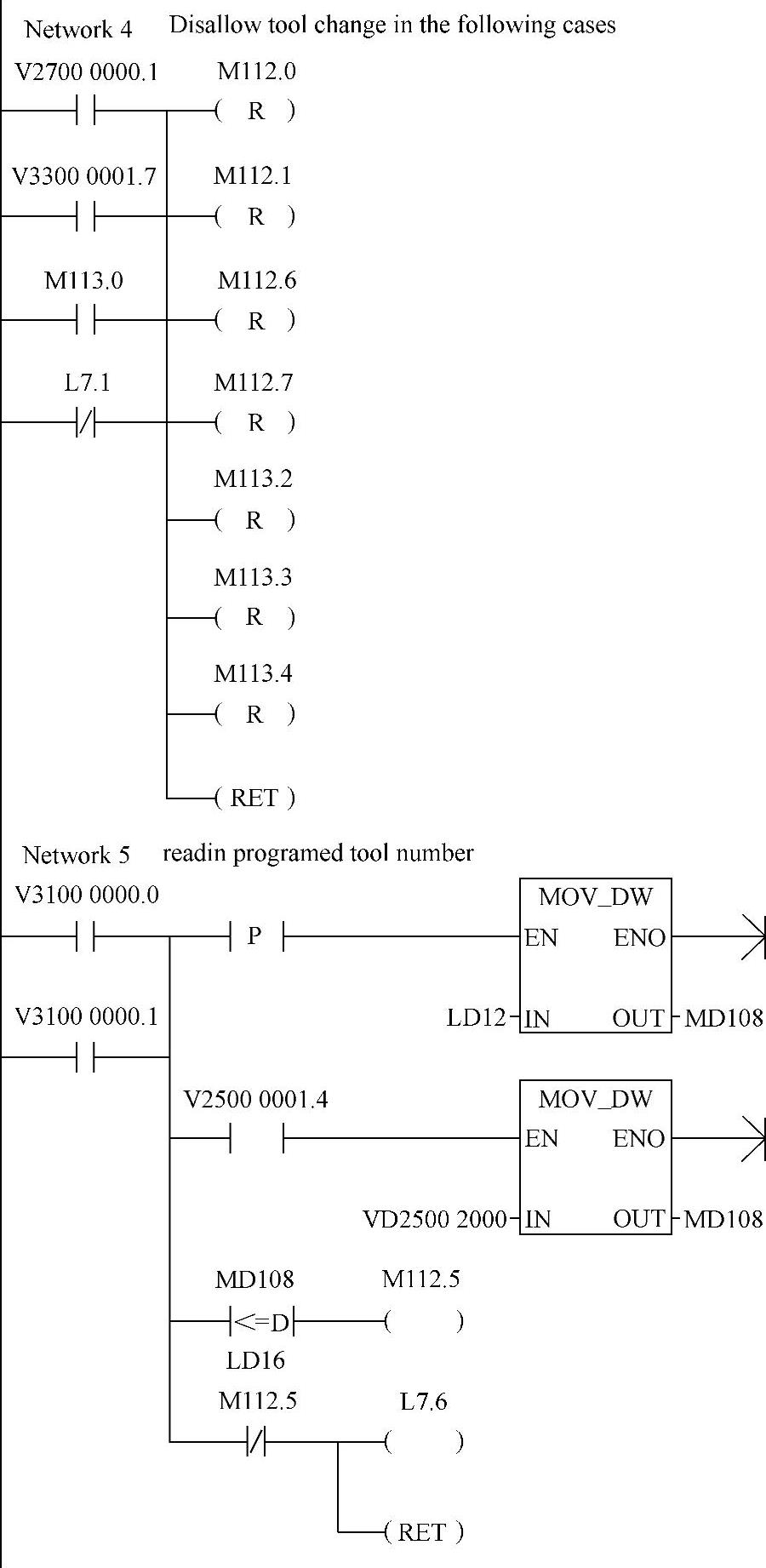
Network4、Network5用于CNC急停、换刀超时、刀架电动机过载、编程刀号超过实际刀位数等报警的处理,其程序设计如图8.1-10所示。
Network4可在CNC急停(V27000000.1=1)、换刀超时(M113.0=1)、刀架电动机过载(L7.1=0)及程序测试运行(V33000001.7=1)时,复位全部刀架控制信号,并直接结束SBR46的执行过程。
 (https://www.xing528.com)
(https://www.xing528.com)
图8.1-10 程序Network4、5的设计
Network5用于编程刀号的读入和判别。SBR46的T代码换刀只能在AUTO方式(V31000000.0=1)或MDA方式(V31000000.1=1)进行,CNC执行T代码指令时,可利用TF信号V25000001.4将CNC输出的32位T代码读入到标志寄存器MD108上。如MD108大于刀架刀位数设定值LD16,则M112.5为0,通过子程序的变量L7.6输出可使CNC的报警变量V16000002.7为1,CNC将显示报警“ALM 700023:编程刀具号大于刀架最大刀位数”,并直接结束SBR46的执行过程。
3.刀架正反转
SBR46的刀架正反转的控制程序包括手动换刀控制和T代码自动换刀控制2部分。
手动换刀控制程序Network6的设计如图8.1-11所示,每次操作手动换刀键,可使刀架回转1个刀位。Network6可在CNC选择JOG操作方式(V31000000.2=1)且刀架停止(L20.0=1)时,通过MCP上的K4按键输入信号L6.0,将手动换刀起动信号M113.3置1,M113.3的上升沿可使刀架正转信号M112.0置1,起动刀架回转。同时,可通过CNC进给使能禁止信号V32000006.0禁止轴运动。
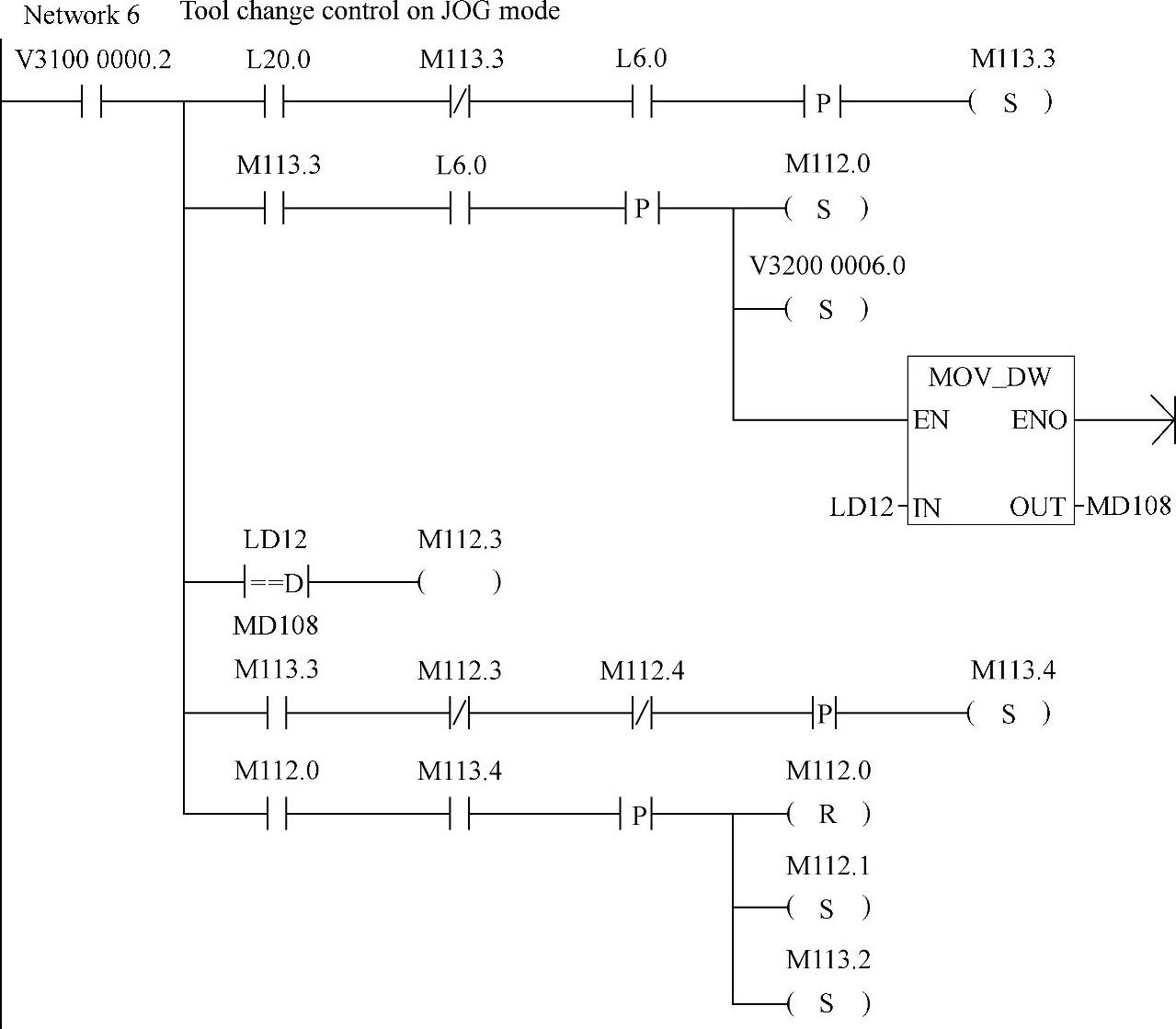
图8.1-11 手动换刀控制程序
SBR46的每次手动换刀只能回转1个刀位。在刀架起动的瞬间,M113.3的上升沿可将回转开始时的现行刀位LD12写入到MD108中,使M112.3状态为1,以禁止反转锁紧信号M113.4置1。当刀架回转到下一刀位时,M112.3以及Network3中的M112.4状态将同时为0,反转锁紧起动信号M113.4被置1。M113.4的上升沿可复位正转信号M112.0,并将刀架反转信号M112.1和反转状态指示信号M113.2置1,起动刀架反转锁紧。
T代码自动换刀控制程序Network7的设计如图8.1-12所示。SBR46的T代码换刀只能在CNC选择AUTO(V31000000.0=1)或MDA(V31000000.1=1)方式时进行,当CNC执行T代码指令,T代码修改信号TF(V25000001.4)输出1时,如Network5所读入的编程刀号MD108不为0,且MD108与现行刀位LD12不一致,则M112.6、M112.7的状态为1,刀架正转信号M112.0被置1,刀架回转起动。同时,可通过CNC进给使能禁止信号V32000006.0禁止轴运动。
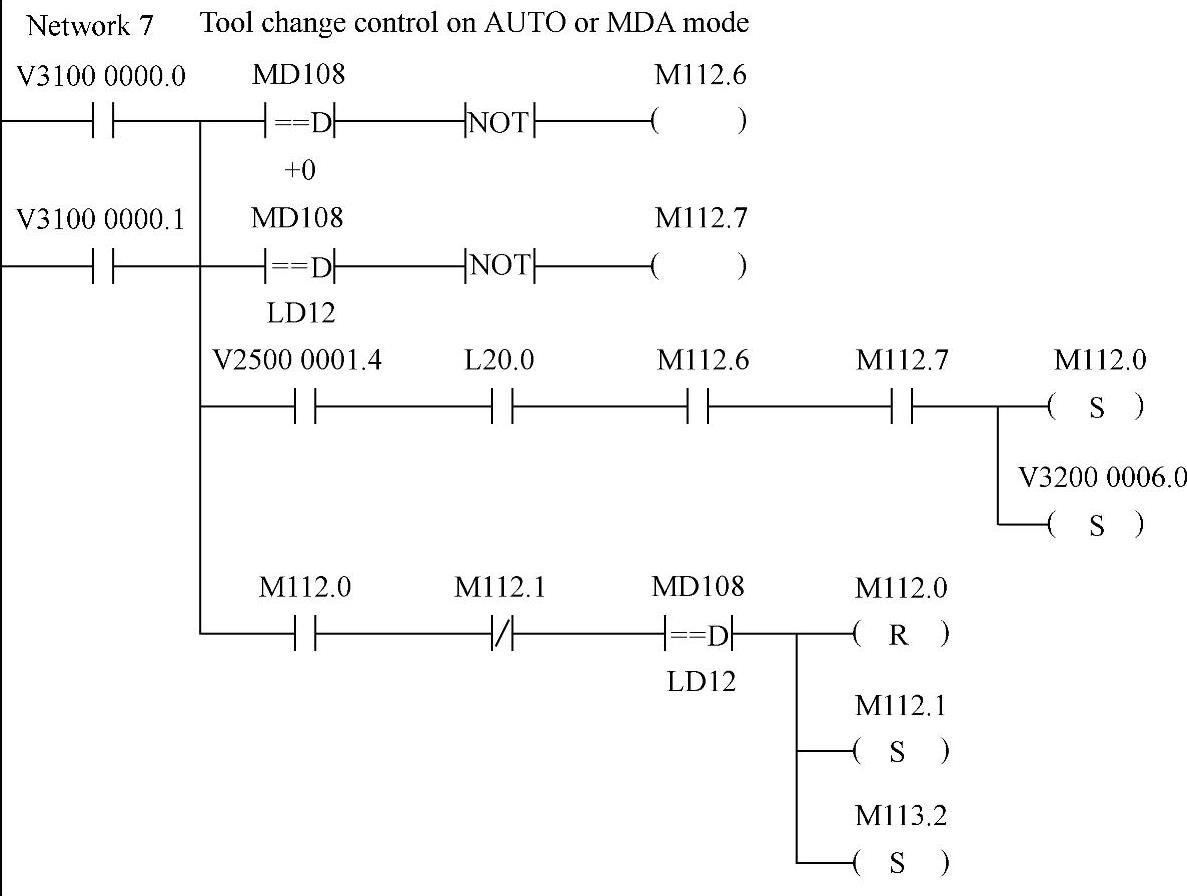
图8.1-12 T代码自动换刀控制程序
当刀架回转到达编程刀位时,MD108和LD12相等,正转信号M112.0被复位,刀架反转信号M112.1和反转状态指示信号M113.2置1,起动刀架反转锁紧。
需要注意的是:SBR46执行T代码换刀指令时,只是通过CNC的进给使能禁止信号V32000006.0禁止了轴的进给运动,但没有利用CNC的读入使能禁止信号V32000006.1禁止下一程序段的读入。因此,在编写加工程序时,不能在T代码指令段和下一进给程序段之间编入可能导致机床碰撞和干涉的其他运动指令。
4.定时控制
SBR46的刀架定时控制包括最大选刀时间监控和反转锁紧定时控制2部分,其程序设计如图8.1-13所示。
最大选刀时间由程序Network8监控,它对手动换刀和T代码自动换刀均有效。当刀架正转信号M112.0为1时,定时器T15起动计时,如刀架正转信号M112.0的保持时间超过LW4中输入的最大选刀时间,换刀超时报警信号M113.0将为1。M113.0可通过前述的Net-work2,输出报警变量L7.7,使CNC显示报警“ALM 700024:在监控时间内未找到目标刀具”。
刀架反转锁紧时间由程序Network9控制。当手动或自动换刀的刀架反转开始时,反转状态指示信号M113.2将为1;M113.2可起动定时器T14进行反转锁紧延时,T14延时到达后,将复位反转信号M112.1、进给使能禁止信号V32000006.0、反转状态指示信号M113.2及手动换刀的起动信号M113.3、反转锁紧信号M113.4,结束换刀动作。
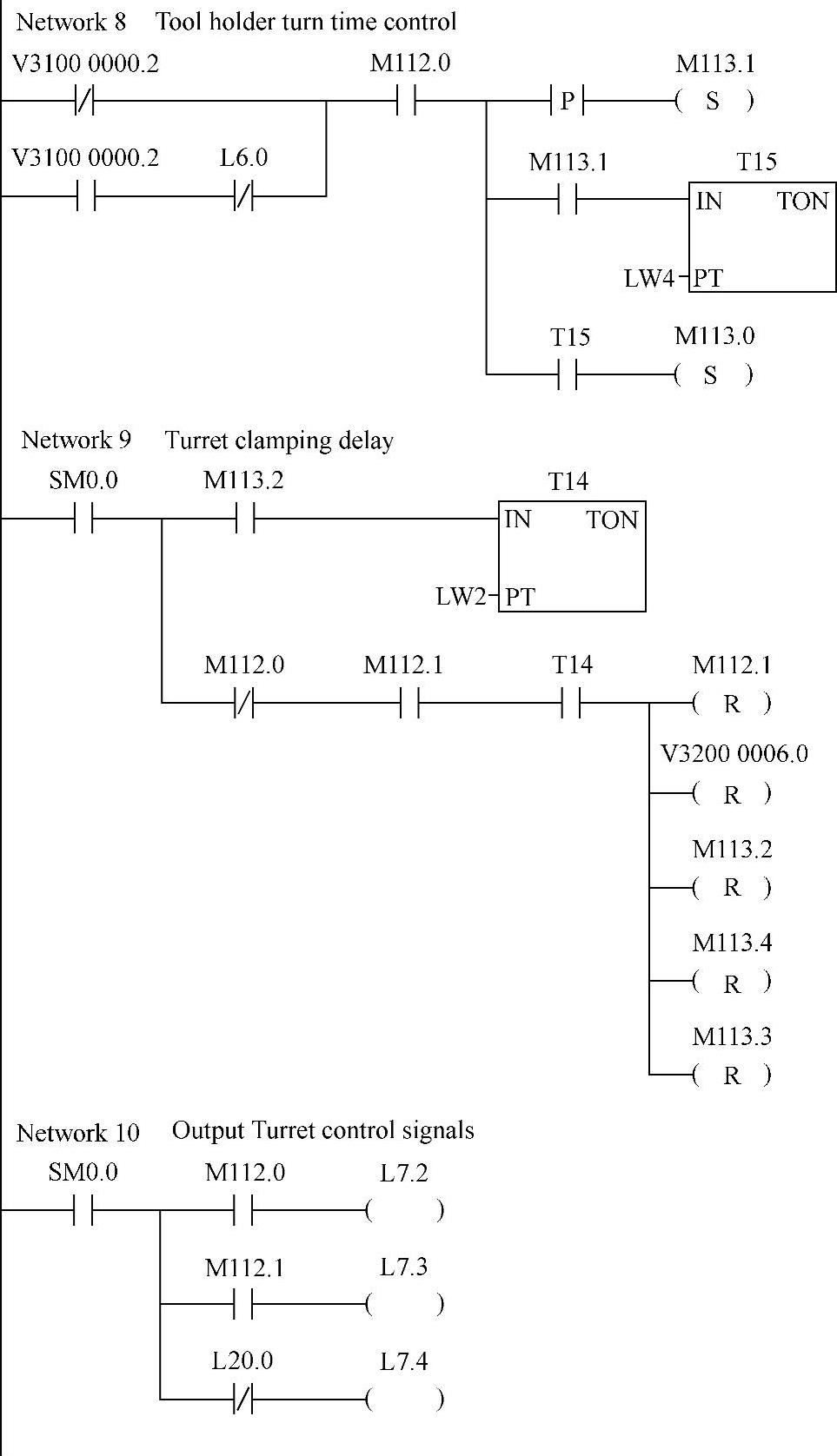
图8.1-13 定时控制程序
程序Network10用于刀架正反转信号M112.0/M112.1的输出。L7.2/L7.3为刀架正/反转控制信号M102.4/M102.5的输出变量;M102.4/M102.5可通过第5章的用户初始化程序SBR62,直接控制刀架电动机的正反转PLC输出Q0.4/Q0.5。输出变量L7.4为MCP按键K4的指示灯输出信号,可用作刀架运行状态指示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。