



802S/C/D子程序库提供了用于主轴基本控制的PLC子程序SBR35(SPINDLE),原程序的说明见7.3.2节。由于原SBR35的设计较复杂,容易引起概念的混淆,建议用户设计程序时参照以下方法,进行必要的修改和完善。
配套802S/C/D的数控机床一般不使用Cs轴控制功能,而螺纹加工大多数是通过进给轴的跟随运动实现,因此,设计主轴PLC程序一般只需要考虑主轴速度控制的要求。此外,由于PLC初始化子程序SBR32(PLC_INI)、MCP面板控制子程序SBR38(MCP_NCK)已对主轴位置反馈、主轴倍率信号等进行了相关处理,故只需要下述的简单PLC程序,便可满足主轴的基本控制要求。
1.编程元件定义
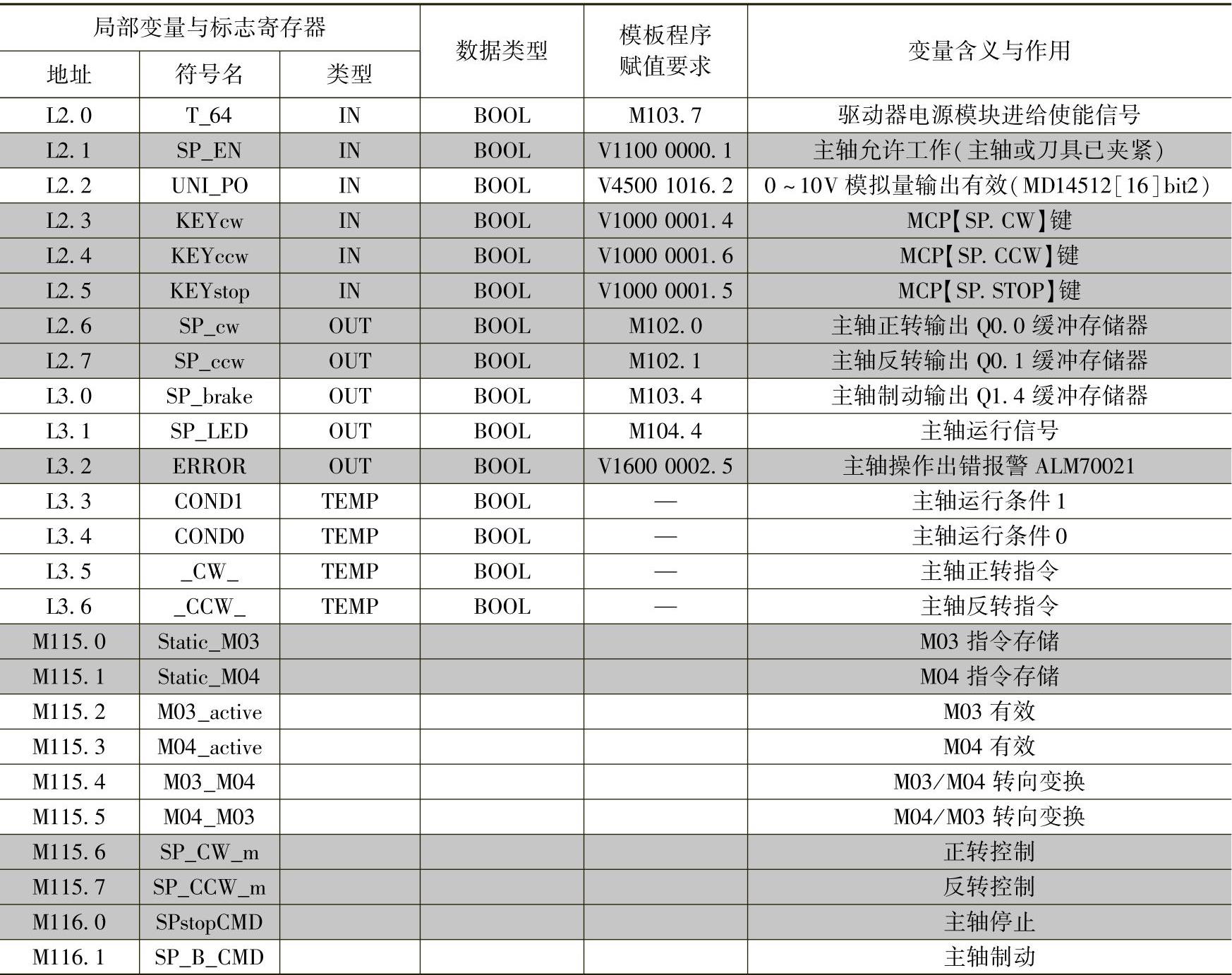
802S/C/D子程序库提供的子程序SBR35(SPINDLE)局部变量定义、模板程序中的变量赋值以及子程序所占用的标志寄存器如表7.3-1所示,修改程序时可使用部分变量。
表7.3-1 SBR35编程元件定义表

(续)
2.PLC程序设计
以配套802S/C/D的3轴数控铣床为例,对于机械变速或变频器调速的主轴,可通过如下简单的PLC程序进行控制,程序一般只需要有主轴使能与停止、正反转控制及控制信号输出与报警等部分。
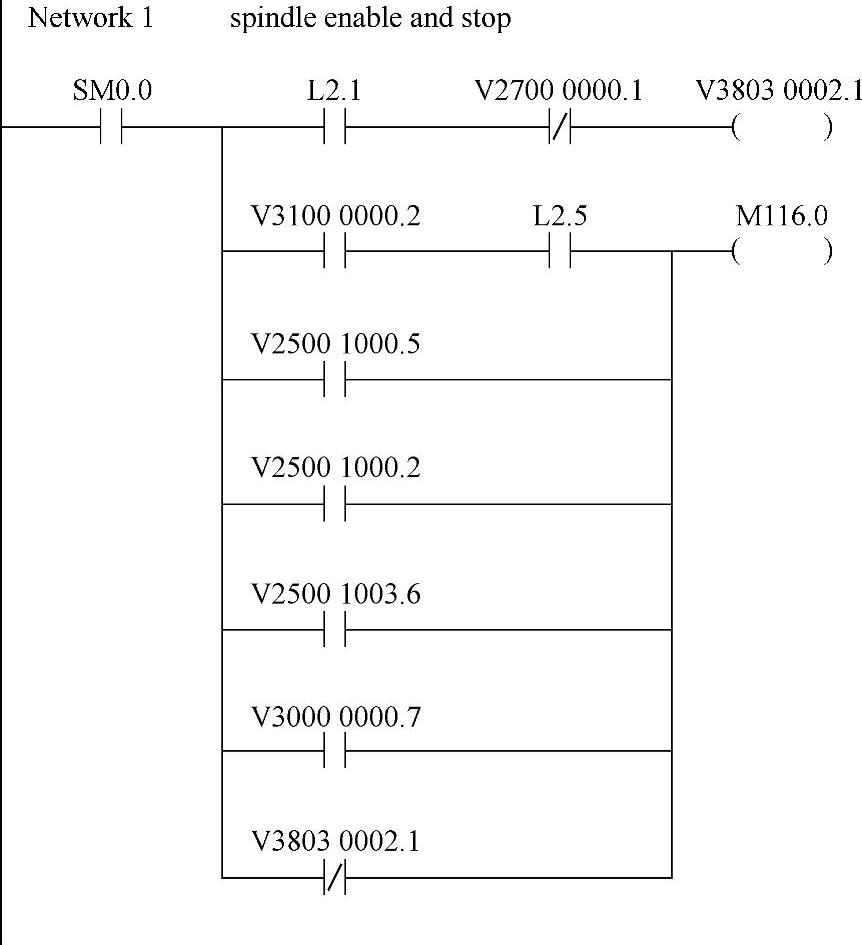
1)主轴使能与停止。主轴使能与停止的控制程序如图7.3-1所示,该程序可用来接通主轴模拟量输出接口的主轴使能触点输出,并生成主轴停止控制信号M116.0。
 (https://www.xing528.com)
(https://www.xing528.com)
图7.3-1 主轴使能与停止控制程序
Network1中的V38030002.1为CNC轴控制信号中的第4轴(铣床主轴)伺服使能信号,它在变量L2.1=1(主轴允许工作)及CNC急停生效信号V2700 0000.1为0(非急停)时输出1。在使用CNC主轴模拟量输出控制的变频器调速主轴上,该信号可用来接通主轴模拟量输出接口的使能触点;对于感应电动机机械变速的机床,信号可以不使用。
程序中的M116.0为主轴停止信号。当CNC选择JOG操作方式(V31000000.2=1)时,它可由MCP的主轴停止按键【SP.STOP】输入信号L2.5控制;当CNC执行辅助功能M05/M02/M30时,它由M05/M02/M30输出信号V25001000.5/V25001000.2/V2500 1003.6进行控制。此外,如CNC的复位信号V30000000.7为1,或主轴伺服使能信号V38030002.1为0,M116.0也将输出1。
2)主轴正反转控制。主轴正反转控制程序如图7.3-2所示,程序中的V25000000.3、V25000000.4为CNC的M03、M04代码输出脉冲。当CNC加工程序运行时,Network2可生成由M03、M04指令代码控制的主轴正反转信号M115.0、M115.1;CNC选择JOG操作时,它可通过MCP的【SP.CW】、【SP.CCW】按键输入L2.3、L2.4,生成主轴手动正、反转控制信号M115.6、M115.7。
在SIEMENS数控系统上,绝大部分CNC可在选择JOG操作时,利用MDI/LCD面板输入并执行辅助功能,因此,Network2中的M03/M04主轴正反转控制信号M115.0/M115.1,不需要对CNC的操作方式进行限制。信号M115.0/M115.1和M115.6/M115.7均采用了自保持典型程序,它们可通过主轴停止信号M116.0断开输出。
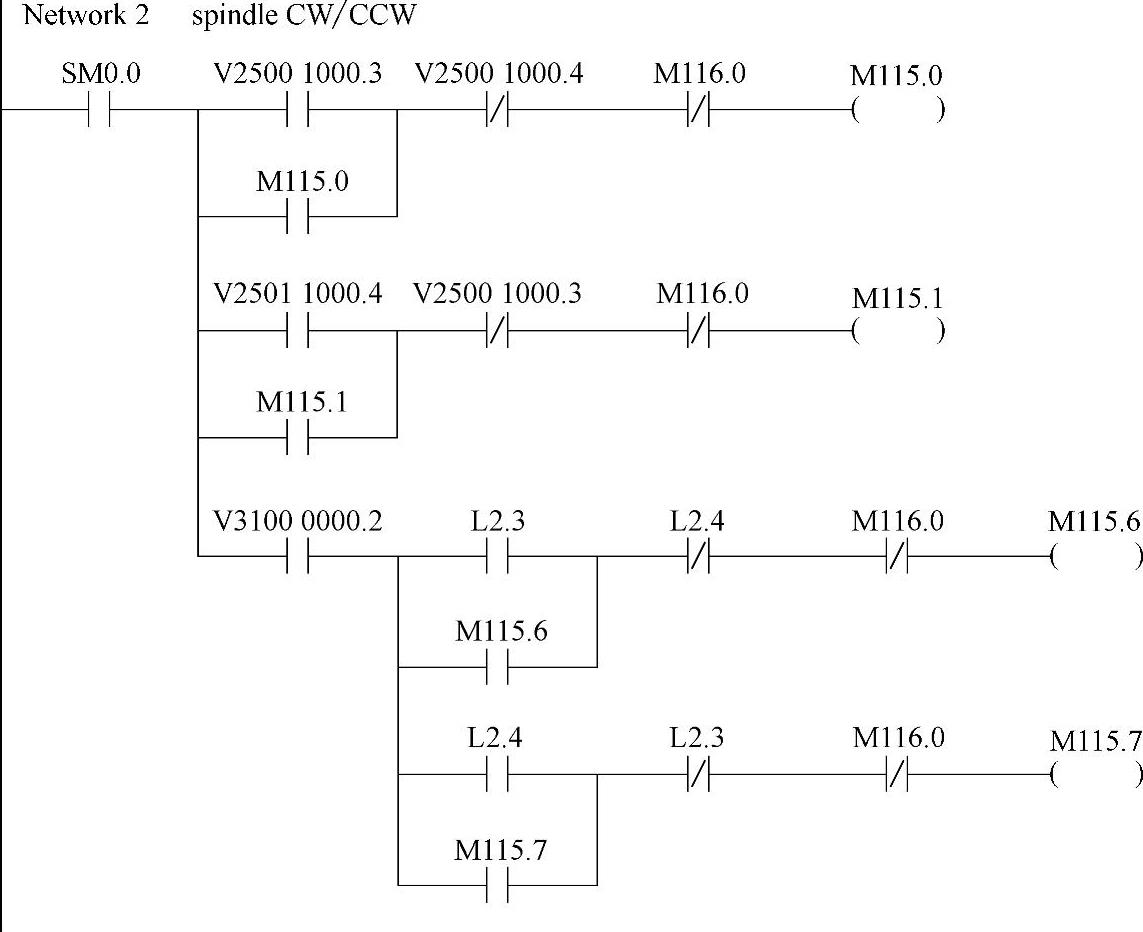
图7.3-2 主轴正反转控制程序
3)主轴控制信号输出与报警。主轴控制信号输出与报警如图7.3-3所示。
Network3用于主轴正反转输出控制。主轴正转时局部变量L2.6输出1;反转时局部变量L2.7输出1;停止时L2.6、L2.7均输出0。在模板程序上,L2.6、L2.7为PLC输出Q0.0、Q0.1的输出缓冲状态,它们可直接作为主电动机正反转接的触器控制信号或变频器的正反转控制信号。
Network4用于主轴报警。当主轴工作条件不满足(L2.1=0)时,如在JOG方式下操作了【SP.CW】、【SP.CCW】键或执行了M03/M04指令,利用局部变量L3.2可使CNC显示操作报警ALM 70021。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。