



SBR40(AXIS_CTL)所提供的硬件超程保护程序较为复杂,程序由超程方向与轴检别、超程信号输出、超程解除等部分组成。
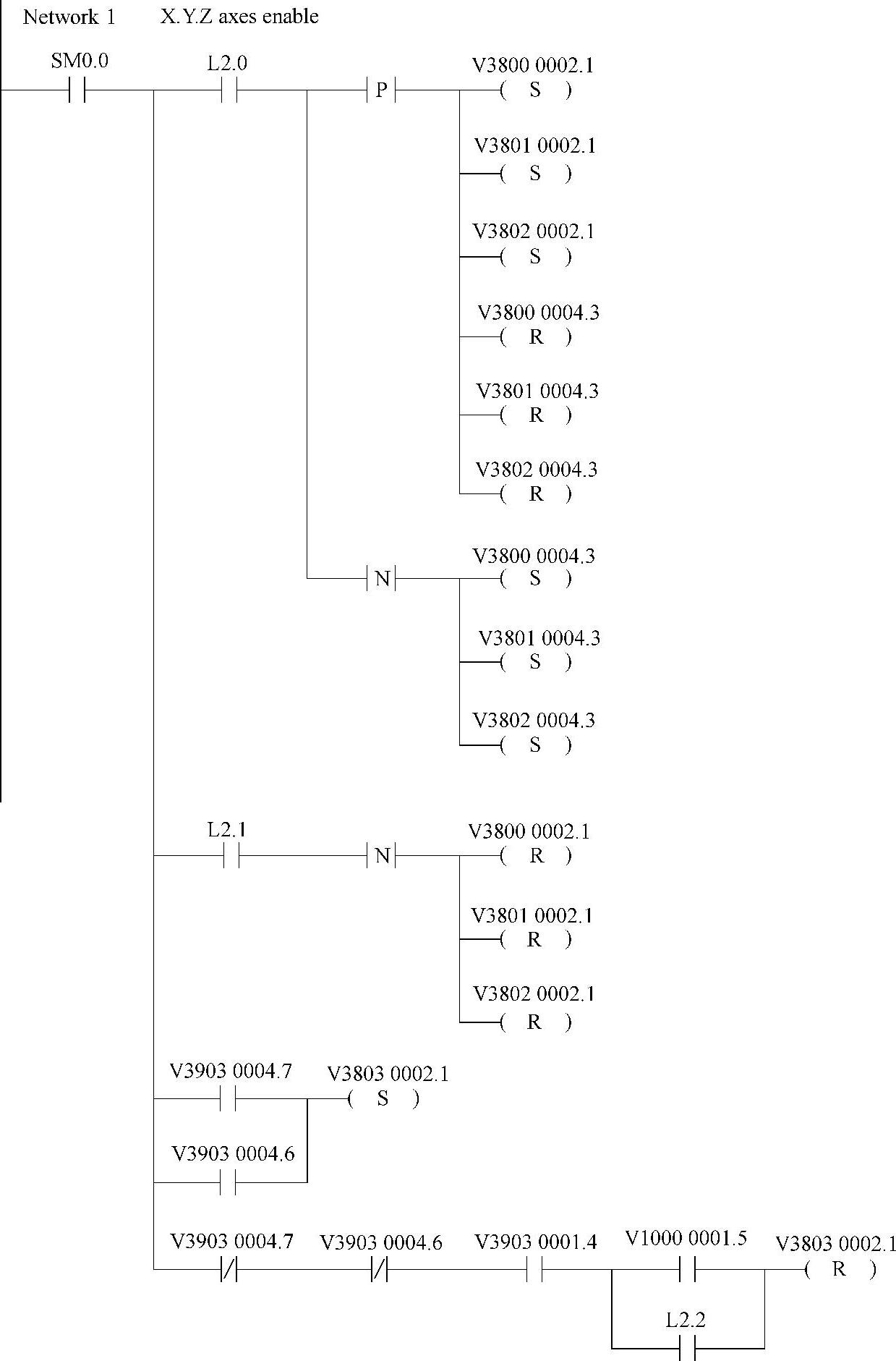
图6.4-2 伺服使能、进给使能程序
1.超程方向与轴检别
根据模板程序所提供的硬件超程保护方案,如进给轴正/负限位共用输入或使用图6.4-1所示的急停链连接时,PLC将无法通过限位输入区分进给轴超程方向,为此,需要利用PLC程序的设计来检别超程方向与超程轴。
SBR40(AXIS_CTL)所提供的超程方向与轴检别程序如图6.4-3所示,Network2用于超程方向检别;Network3用于图6.4-1所示的急停链超程轴检别。程序中所使用的编程元件含义如表6.4-1所示,超程方向与轴的检别结果被保存在PLC公共变量VB14000063上。变量VB14000063的作用类似于数据存储器,它具有断电记忆功能,其状态可用于主程序和全部子程序。
表6.4-1 SBR40编程元件说明表
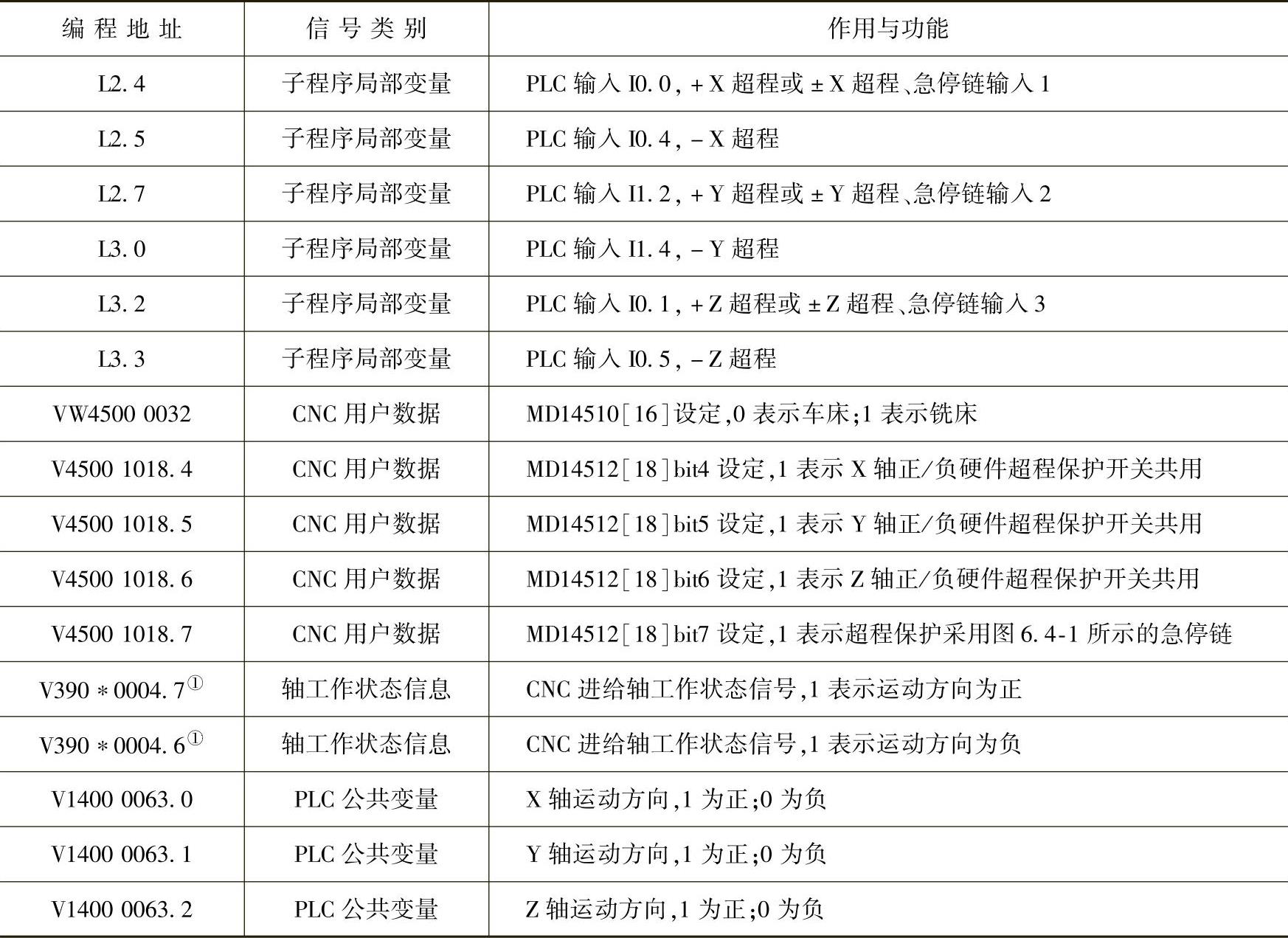
①“∗”可以是0、1、2、3、4,分别代表第1、2、3、4、5轴状态信号。
Network2用于超程方向检别,它可通过CNC的运动方向信号V390∗0004.6/V390∗0004.7,检别进给轴在发生超程时的运动方向。根据模板程序的要求,当机床正/负限位共用PLC输入时,CNC用户数据MD14512[18]bit4~bit6设定为1;当硬件限位采用图6.4-1所示的急停链时,MD14512[18]bit7设定为1。在模板程序中,变量L2.4、L2.7、L3.2的赋值分别为超程开关常闭触点输入(见表6.4-1),故变量V14000063.0~V14000063.2的输出状态为X、Y、Z轴超程前的最后运动方向,正向运动时为1。
Network3用于急停链超程轴检别。由图6.4-1可见,当机床采用急停链时,超程开关输入不仅不能反映运动方向,而且也不能直接区分运动轴。例如,当X轴超程时,变量L2.4为0、L2.7和L3.2为1;Y轴超程时,L2.4和L2.7为0、L3.2为1;Z轴超程时,L2.4、I2.7和L3.0均为0。
根据急停链的信号输入状态,Network3可通过输入变量L2.4、I2.7、L3.0的译码,在变量L4.1、L4.2、L4.3上得到超程轴检别信号。程序中的M119.3是用于前述进给停止控制的硬件限位信号,任一轴超程时,其状态均为1。
2.超程信号输出
综合模板程序提供的3种控制方案,对于X轴,其硬件超程信号V38001000.1/V38001000.0输出的程序Network4如图6.4-4所示,Y、Z轴程序Network5、Network6的设计类似。
1)当X轴使用独立的正/负硬件限位开关时,用户参数MD14512[18]bit4、bit7均为0;故只需要将+X/-X限位开关的常闭触点输入L2.4/L2.5状态取反,便可直接作为CNC的+X/-X硬件超程信号V380∗1000.1/V380∗1000.0。(https://www.xing528.com)
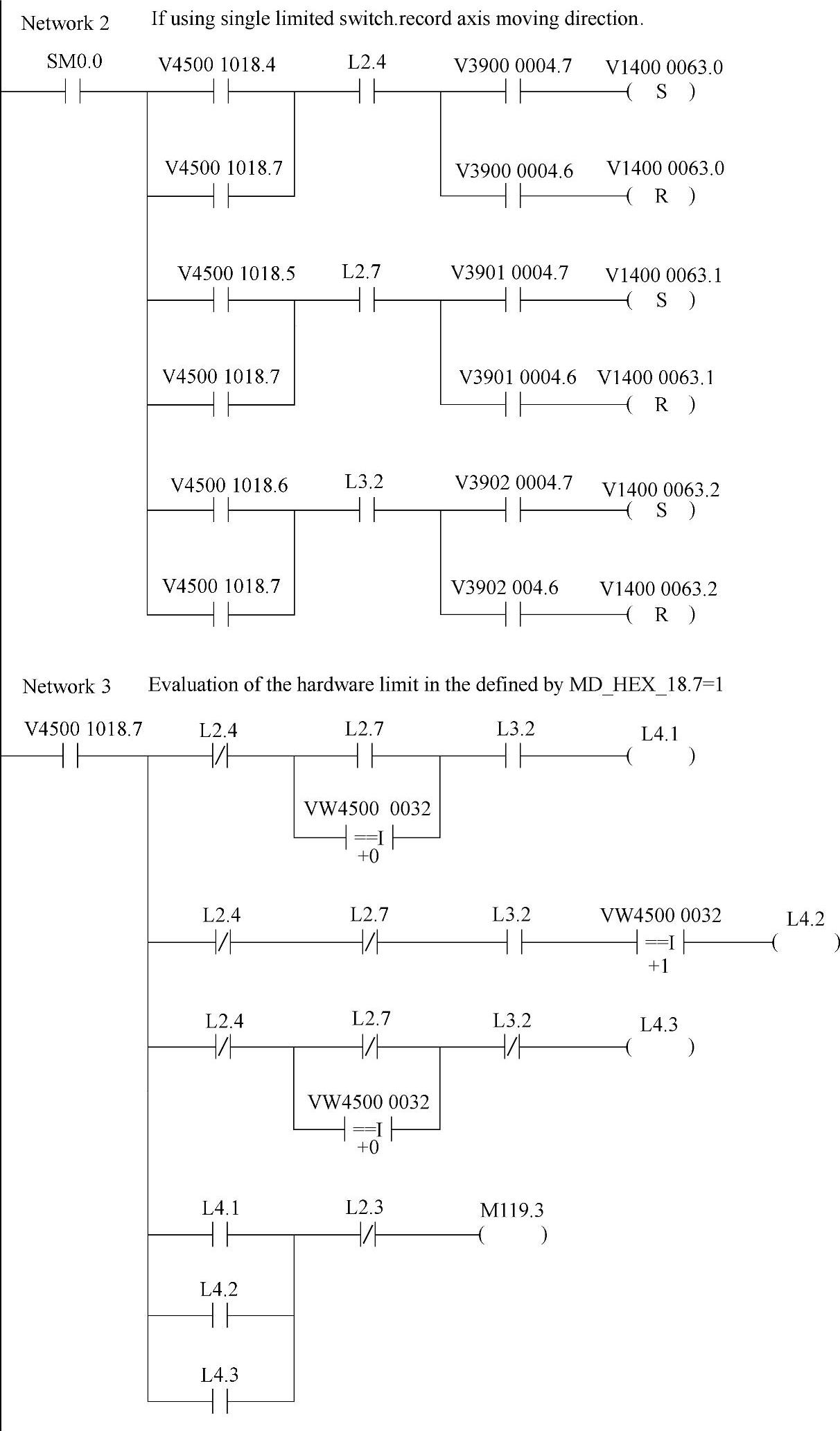
图6.4-3 进给轴和运动方向检别程序
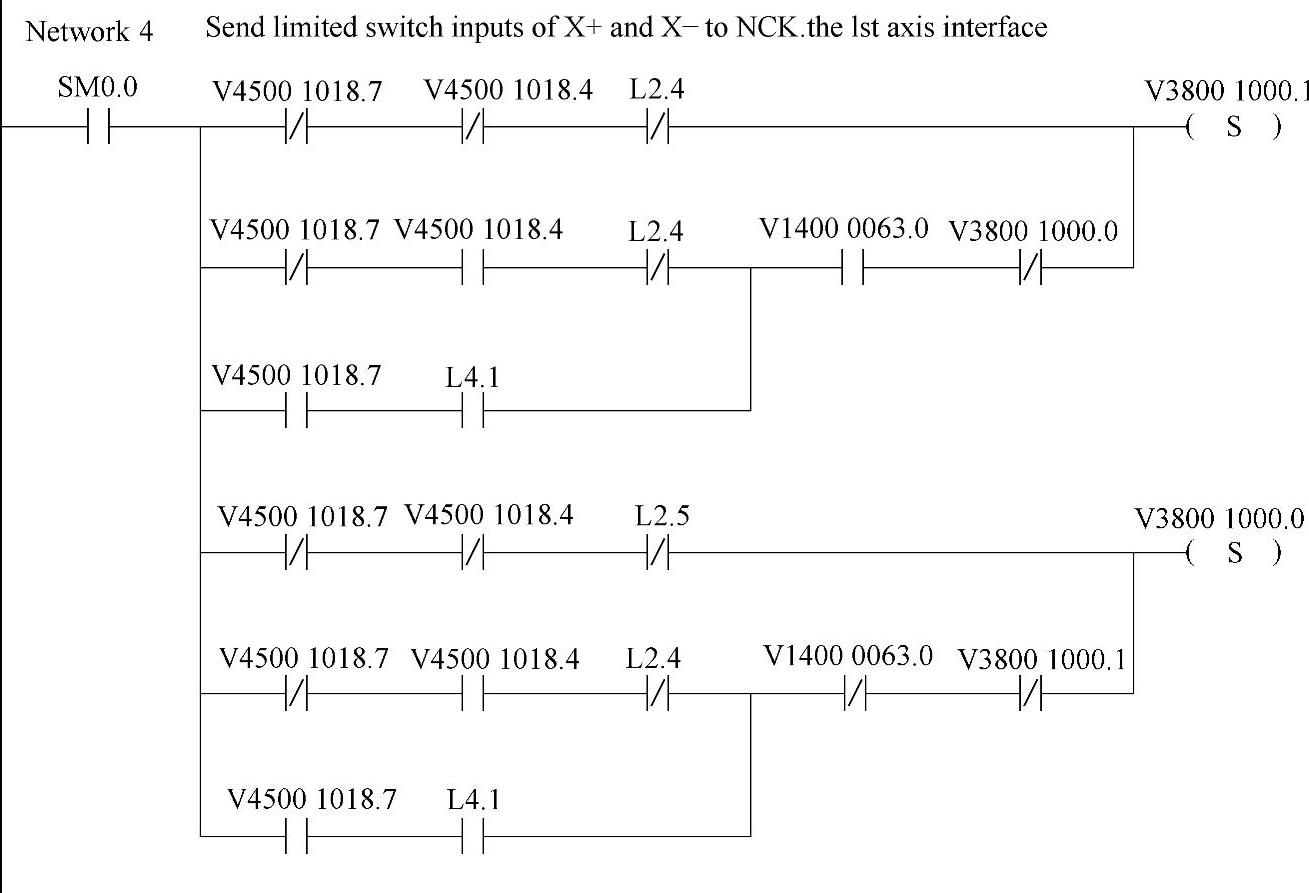
图6.4-4 硬件超程信号输出程序
2)当X轴的正/负硬件限位共用PLC输入时,CNC用户数据MD14512[18]bit4=1、bit7=0;此时,限位开关输入L2.4可利用运动方向检别信号V14000063.0,转换为+X/-X硬件超程信号V380∗1000.1/V380∗1000.0。
3)当硬件超程保护采用图6.4-1所示的急停链时,CNC用户数据MD14512[18]bit7=1,此时,需要根据轴检别信号L4.1和运动方向检别信号V14000063.0,产生+X/-X硬件超程信号V380∗1000.1/V380∗1000.0。
3.超程解除
SBR40的硬件超程解除程序Network7如图6.4-5所示,因Network4~Network6中的硬件超程信号V380∗1000.1/V380∗1000.0采用的是置位指令,因此,解除硬件限位需要对信号V380∗1000.1/V380∗1000.0复位。
在原子程序SBR40上,CNC的硬件超程复位既不能在轴退出硬件限位后自动进行,也不能通过超程解除按钮进行;而是需要通过MCP的CNC复位键,利用CNC复位信号V3000 0000.7实现。
程序中的L4.4为CNC硬件超程信号V380∗1000.1/V380∗1000.0的复位条件,如超程保护采用图6.4-1所示的急停链(CNC用户数据MD14512[18]bit7=1),它只有在超程解除按钮输入(L2.3)为0时才允许复位。
当硬件超程复位条件L4.4=1、CNC复位信号V30000000.7为1时,如正/负硬件限位共用PLC输入或采用图6.4-1所示的急停链(MD14512[18]bit4=1),只要X/Y/Z轴的超程信号输入L2.4/L2.7/L3.2为1,便可同时复位正/负硬件超程信号V380∗1000.1/V380∗1000.0;如正/负硬件限位使用独立的PLC输入(MD14512[18]bit4=0),则需要利用X/Y/Z轴的正/负超程信号输入L2.4/L2.5、L2.7/L3.0、L3.2/L3.3,分别复位正/负硬件超程信号V380∗1000.1/V380∗1000.0。
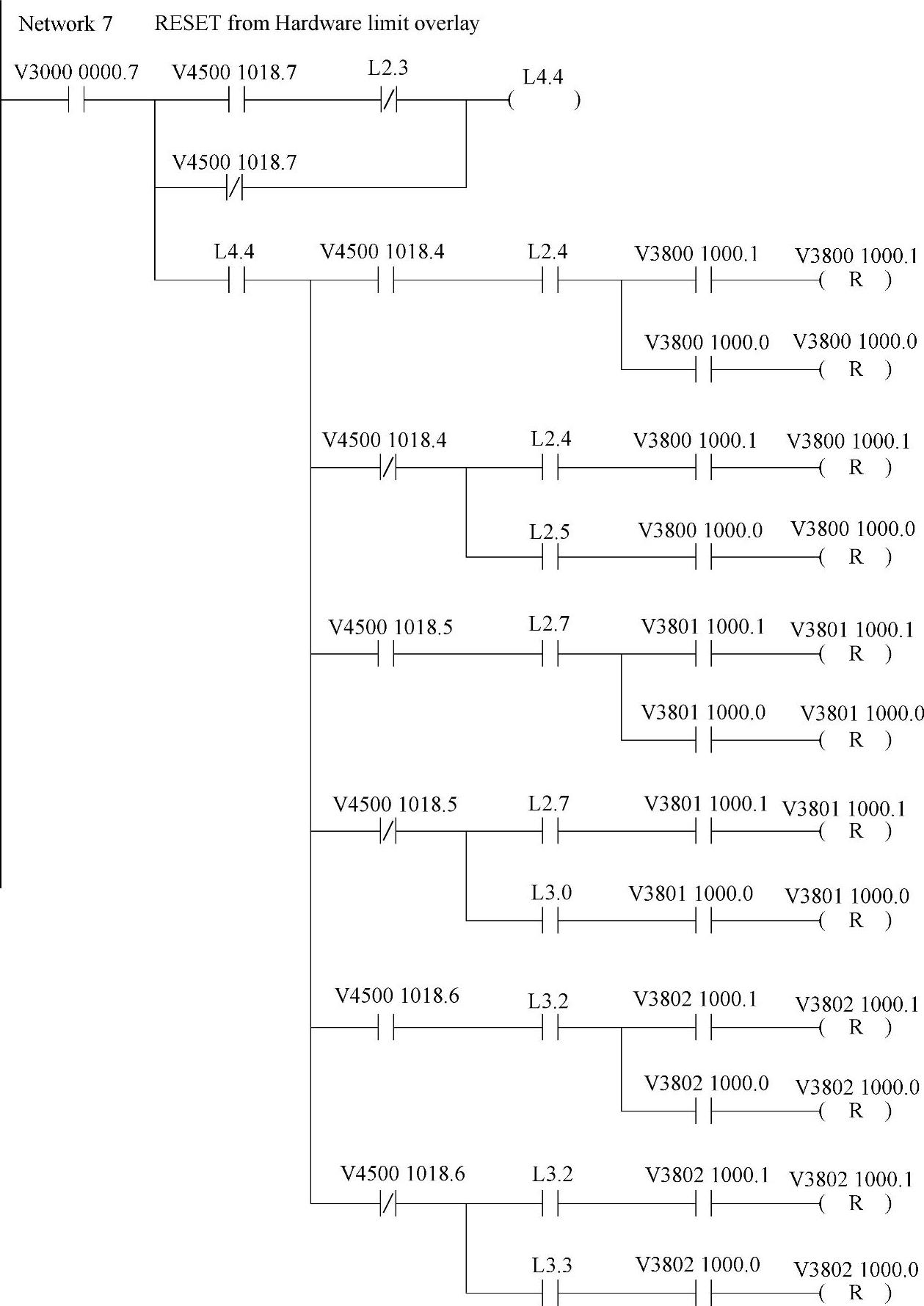
图6.4-5 超程解除程序
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。