



802S/C/D子程序库中的SBR40(AXIS_CTL)是用于进给轴控制的PLC程序例子,原程序可参见6.4节,由于该子程序的设计过于简单,部分概念不够清晰,对于可靠性要求较高的机床,建议按如下方法对其进行修改和完善。
1.局部变量定义
修改后的子程序SBR40(AXIS_CTL)局部变量定义如表6.3-1所示,部分变量有修改。
表6.3-1 SBR40局部变量定义表

①程序改进时需要修改或补充的局部变量。
2.伺服使能控制
以3轴数控铣床为例,按驱动器和CNC控制要求,在SBR40(AXIS_CTL)基础上修改的CNC进给轴伺服使能控制程序Network1如图6.3-1所示,该程序可用于进给轴的伺服使能控制和位置控制/跟随控制方式切换。
程序Network1中的L2.0、L2.1应为6.1节、子程序SBR33(EMG_STOP)所生成的驱动器电源模块进给使能控制信号64和脉冲使能控制信号63的输出缓冲器状态M103.7和M103.6;信号V10000003.0为MCP面板的CNC复位按键输入。
在Network1上,当驱动器起动过程结束、进入正常工作状态后,L2.0和L2.1的状态将为1时,此时,可通过操作MCP面板的CNC复位键【RESET】,利用输入信号V10000003.0的下降沿,使CNC进给轴的伺服使能信号V380∗0002.1置1、跟随控制信号V380∗0001.4置0,实现进给轴的CNC闭环位置控制功能。由于CNC复位键【RESET】可同时作为CNC复位信号V30000000.7输出(见第5章),因此,CNC的开机报警清除、闭环位置控制使能、跟随控制撤销等动作可同时完成。如不操作CNC复位键【RESET】,V10000003.0的状态始终为0,即使L2.0、L2.1状态从1变为0,也不会输出伺服使能信号。
驱动器正常工作是CNC闭环位置控制的前提条件,只要驱动器电源模块的进给使能或脉冲使能中有一个为0,L2.0&L2.1的下降沿将立即使轴控制信号V380∗0002.1(伺服使能)置0、V380∗0001.4(跟随控制)置1,进给轴将撤销CNC闭环位置控制功能、并切换到位置跟随控制方式,从而使进给轴能够在驱动器急停或断开时,可通过CNC检测实际位置,这对实际机床控制是必要的。
程序中的M112.1为CNC伺服使能的状态信号,该信号用于后述的进给使能或其他程序控制。
对于4轴机床控制,可按照1~3轴同样的方式,在图示程序上增加第4轴伺服使能信号V38030002.1和跟随控制信号V38030001.4。

图6.3-1 伺服使能控制程序
3.进给使能控制(https://www.xing528.com)
CNC进给轴的进给使能/停止控制,可通过CNC轴控制信号V380∗0004.3(进给停止)的复位/置位实现。对于3轴数控铣床,其PLC程序如图6.3-2所示。
Network2中的局部变量L3.5、L3.6是在原SBR40基础上所补充的轴进给使能/停止控制信号。在SIEMENS 810/828/840D等高性能CNC上,CNC配套提供的标准机床操作面板(MCP)设计有专门的进给使能【FEED.START】和进给停止【FEED.STOP】操作按键(参见4.5节),按键的输入信号可直接作为子程序变量L3.5、L3.6的赋值信号。但是,802S/C/D配套的MCP上无进给使能/停止按键,为此,在设计PLC程序时,可借用MCP上的CNC起动/停止键【NC.START】/【NC.STOP】来控制进给使能和停止。
设计进给使能/停止控制程序时,需要注意MCP上的按键信号极性。在SIEMENS配套提供的MCP上,【FEED.STOP】、【NC.STOP】等按键通常采用常闭触点,因此,程序中的【NC.STOP】按键输入L3.6使用了常闭触点控制,如MCP按键的输入为常开触点,则程序中的L3.6应改为常开触点。
在Network2中,CNC的进给轴停止信号V380∗0004.3可在轴伺服使能、状态信号M112.1=1后,通过MCP上的CNC起动按键【NC.START】(变量L4.0)复位。由于【NC.START】需要同时用于通道的程序运行控制,因此,设计PLC程序时,该信号需要同时复位通道轴进给停止信号V32000007.4以及变成轴的进给停止信号V32001000.3、V3200 1004.3、V32001008.3等。

图6.3-2 进给使能控制程序
进给轴停止的条件众多。例如,在图6.3-2所示的程序中,考虑了伺服使能撤销(M112.1=0)、MCP的【NC.STOP】键输入(L3.6=0)、进给轴硬件超程保护开关动作(M119.3=1,见后述)、CNC复位(V30000000.7=1)、CNC报警(V27000003.0)、CNC过热(V27000003.5)、机床报警(V16002000.2)等。对于实际机床,还可根据不同的控制要求,补充主轴、刀库、冷却、润滑等辅助部件出现故障时需要停止进给的其他信号。程序中的SM0.0仅是为了便于程序阅读而增加的信号,其状态恒为1。
4.制动器控制
机械制动器是用来禁止伺服电动机或机械部件运动的安全保护装置,对于进给轴,制动器形式主要有伺服电动机内置式和外置式两种。在采用滚珠丝杠传动的普通数控机床上,由于滚珠丝杠不具备自锁功能,因此,对于受重力作用的进给轴,例如,斜床身车床的X轴、立式铣床的Z轴、卧式镗铣床的Y轴等,原则上都应采用带制动器的驱动电动机或安装外部制动器,以防止部件因重力产生自落。对于高速加工机床上,新的安全标准规定,无论进给轴是否受到重力作用,所有进给轴原则上都应安装制动器。
制动器和伺服使能必须互锁。因为,制动器一旦制动,电动机轴将被锁紧,如果驱动系统的闭环位置调整有效,将直接导致驱动电动机的过载,因此,制动器制动一旦制动,必须撤销进给轴伺服使能信号;同样,如果伺服使能、位置控制生效,则必须松开制动器。
802S/C/D等简单CNC的制动器可采用图6.3-3所示的程序,Network3可通过来自CNC的闭环位置控制生效状态信号V390∗0001.5,直接松开对应轴的制动器。
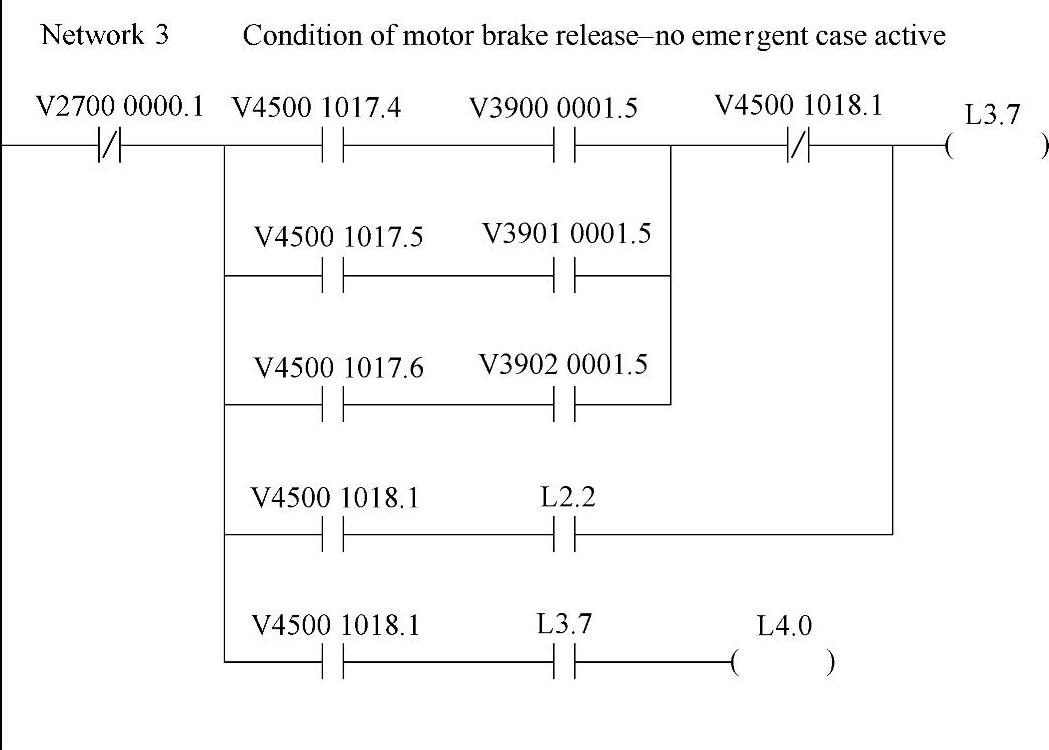
图6.3-3 制动器控制程序
Network3中的V45001017.4~V45001017.6为CNC用户数据MD14512[17]bit4~bit6的设定值,在模板程序中,它用来选择安装制动器的进给轴。
程序中的V45001018.1为CNC用户数据MD14512[18]bit1的设定值,该设定用于调试、维修时的制动器松开控制。MD14512[18]bit1设定1时,可在驱动器调试或维修时,利用面板上的制动器松开按钮,直接控制制动器的松开或制动。在模板程序中,用于调试或维修方式制动器松开的信号(变量L2.2)应为具有保持功能的旋钮输入或标志寄存器M。当制动器被强制松开时,程序中的L4.0=1,CNC可显示报警ALM 70026。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。