



1.信号分类
总体而言,CNC轴信号分PLC程序输出的CNC轴控制信号和来自CNC的轴工作状态信息两类。
1)CNC轴控制信号。CNC轴控制信号是进给轴/主轴的基本控制信号,其优先级高于通道控制信号。CNC轴控制信号一旦生效,不论轴由哪一通道控制,都必须按信号的要求运行。根据轴的属性,CNC轴控制信号又可分基本控制信号和附加控制信号两类。
基本控制信号是轴控制必需的信号,无论伺服进给轴、步进驱动轴或主轴都需要提供。基本控制信号包括轴控制方式选择、JOG/INC/手轮/REF和程序运行控制等,它们按CNC的轴配置顺序统一命名和定义,信号在802S/C/D上的PLC编程地址为VB 380∗0001~VB380∗0005(∗为CNC轴序号,0~4,分别代表第1~5轴,下同)。
附加控制信号是与轴属性有关的特殊控制信号。例如,在802S/C/D上,对于进给轴,需要附加PLC编程地址为VB380∗1000的硬件限位、回参考点减速等信号;对于步进驱动轴,则需要增加PLC编程地址为VB380∗5000的旋转监控信号;对于主轴,则需要增加PLC编程地址为VB38032000~VB38032003的传动级交换控制、主轴转速倍率调节等信号。
2)轴工作状态信息。CNC轴工作状态信息是供PLC程序进行确认、检查、监控用的CNC输出信号,同样分为基本工作状态信息和附加工作状态信息两类。前者与CNC轴基本控制信号对应,信号在802S/C/D上的PLC编程地址为VB390∗0001~VB390∗0005;后者与轴附加控制信号对应,在802S/C/D上,进给轴信号的PLC编程地址为VB390∗1000~VB390∗1002,步进驱动轴信号的PLC编程地址为VB390∗5000,主轴信号的PLC编程地址为VB39032000~VB39032003等。
802S/C/D的进给轴信号及功能如下,主轴信号将在第7章具体介绍。
2.进给轴控制功能
1)生效位置反馈。位置反馈生效后,CNC可以对进给轴的实际位置进行检测和监控,因此,它是闭环位置控制、跟随控制的前提条件,伺服进给轴、需要进行螺纹加工的主轴等都应予以生效。
2)选择控制方式。如前所述,根据数控机床不同的操作控制要求,进给轴可通过伺服使能、跟随控制、轴禁止等轴基本控制信号,选择位置控制、位置跟随控制、轴禁止等控制方式。选择位置控制方式时,还可通过夹紧监控信号(V380∗0002.3),监控轴的位置跟随误差,误差超限时将发生CNC报警;对于步进电动机驱动,则可通过轴附加控制信号V380∗5000.0(旋转监控),监控步进电动机的失步。
3)超程保护。通过PLC的限位开关(硬件)输入和CNC软件限位参数的设定,进给轴可利用轴附加控制信号,实现轴的超程保护、运动禁止功能。
4)运动速度调节。进给轴可通过进给倍率调节、进给倍率生效、手动快速等基本控制信号,以及参考点减速等轴附加控制信号,改变轴的移动速度。(https://www.xing528.com)
5)进给起动和停止。可通过CNC轴基本控制信号中的进给停止信号,控制进给轴的运动停止。
6)手动操作方式选择和运行控制。可通过手动运动方向选择、增量进给距离选择、手轮选择等基本控制信号,选择JOG、INC和手轮操作,并控制进给轴的手动运动。
3.进给轴控制信号
802S/C/D的伺服进给轴主要控制信号,以及它们在PLC程序中的编程地址、作用与功能如表6.2-1所示。
表6.2-1 伺服进给轴控制信号一览表
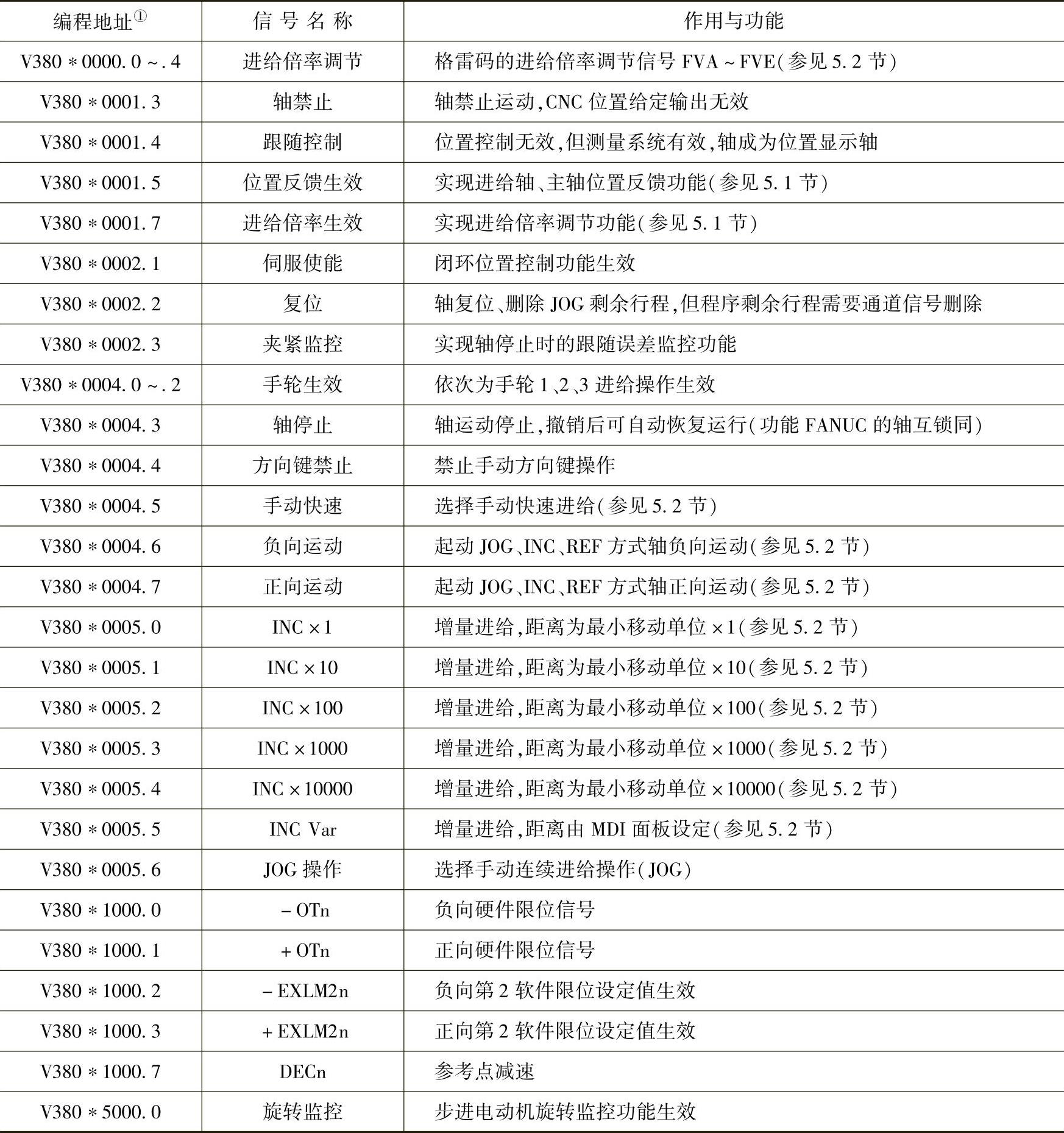
①“∗”可以是0、1、2、3、4,分别代表第1、2、3、4、5轴控制信号。
4.进给轴工作状态信息
在PLC程序上,CNC轴的当前工作状态,可通过CNC→PLC的轴工作状态信息进行监控。802S/C/D与伺服进给轴相关的主要工作状态信号,以及它们在PLC程序中的编程地址、作用与功能如表6.2-2所示。
表6.2-2 伺服进给轴工作状态信息表

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。