



CNC的MCP一般都需要布置+X/-X、+Y/-Y、+Z/-Z等进给轴运动方向选择键(简称方向键),以便选择JOG、INC、REF操作时的运动轴和方向。MCP的方向键布置应按照数控机床的坐标轴及方向定义的标准要求,根据机床的结构形式,选择容易识别的布置形式,以方便操作。
1.坐标轴及运动方向的规定
数控机床相关标准对坐标轴的规定如下,对于直线轴,刀具远离工件的方向应为坐标轴的正向。
1)Z轴。刀具沿主轴轴线方向的运动轴为Z轴,如机床有多个主轴或无主轴,则以垂直工件安装面的轴为Z轴。
2)X轴。刀具在工件安装平面的主要运动轴为X轴,它与Z轴垂直、并平行于工件安装面。
3)Y轴。在Z、X轴确定后,通过图5.3-3a所示的右手定则确定。
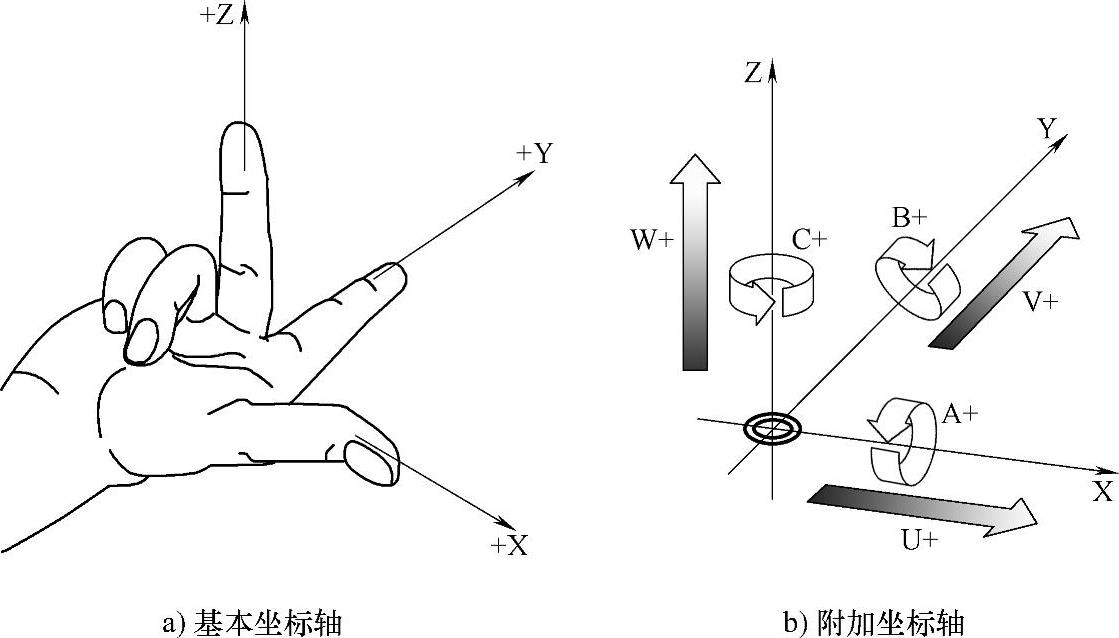
图5.3-3 坐标轴与方向的规定
4)回转轴。绕X、Y、Z轴回转的坐标轴分别为A、B、C轴,回转轴的方向可通过右手螺旋定则决定。
5)附加轴。平行于X、Y、Z轴的直线运动轴分别为U、V、W轴,其方向与基本坐标轴X、Y、Z一致。
通常而言,对于数控车削(或磨削)类工件回转的机床,规定刀具沿工件轴向运动的坐标轴为Z轴,刀具沿径向运动轴为X轴,刀具远离工件的方向为Z和X的正向;对于镗铣加工数控机床,刀具沿主轴轴线方向的运动轴为Z轴,刀具远离工件的方向为Z和X、Y的正向。需要注意的是:以上方向都是按工件固定、刀具运动的情况,所确定的坐标轴运动方向,对于工件(工作台)运动的机床坐标轴,应根据刀具相对运动方向,来确定工件(工作台)的实际运动方向。
2.方向键布置
根据以上数控机床坐标轴及方向定义的标准要求,对于常见的数控机床,其方向键一般可按如下方式布置。
1)数控车床。对于平床身数控车床,其刀具安装在刀架上,刀架随工作台(拖板)运动,因此,纵拖板沿主轴(卡盘)的轴向运动应为Z轴,横拖板为径向运动轴X。由于平床身数控车床的刀架一般位于横拖板的前侧,纵拖板向右、横拖板向后(操作者方向)运动,可使刀具远离工件,故应规定为Z、X轴正向,因此,MCP的X、Z轴方向键一般按照图5.3-4b所示的布置方式进行定义。
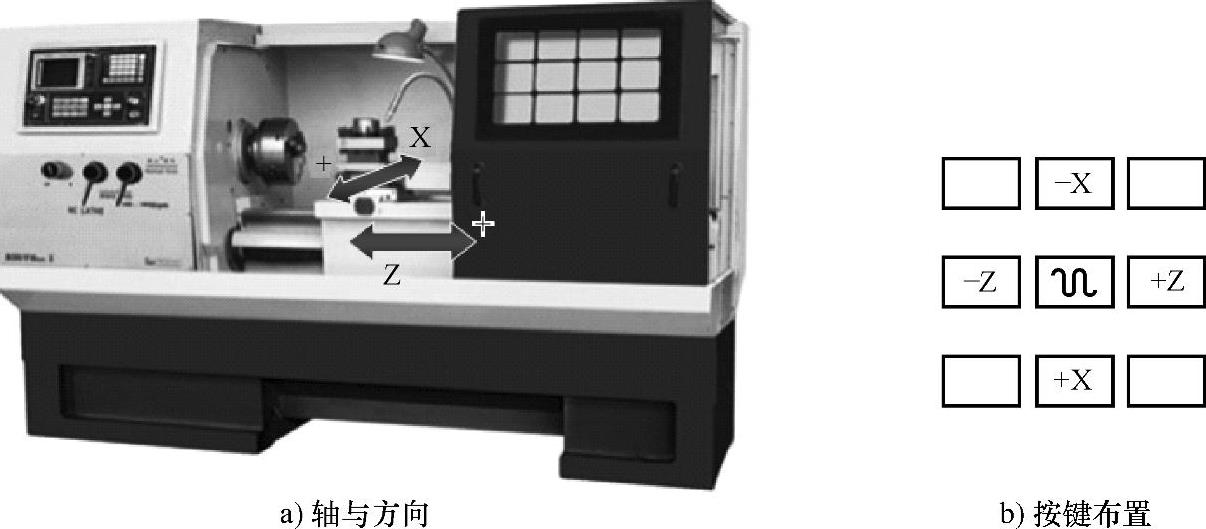
图5.3-4 平床身数控车床的方向键定义
对于图5.3-5所示的斜床身数控车床,其刀架一般位于横拖板后侧,纵拖板向右、横拖板向前(机床后侧)的运动,可使刀具远离工件,故应定义为Z、X轴正向,因此,X、Z轴方向键一般按照图5.3-5b所示的布置方式进行定义。
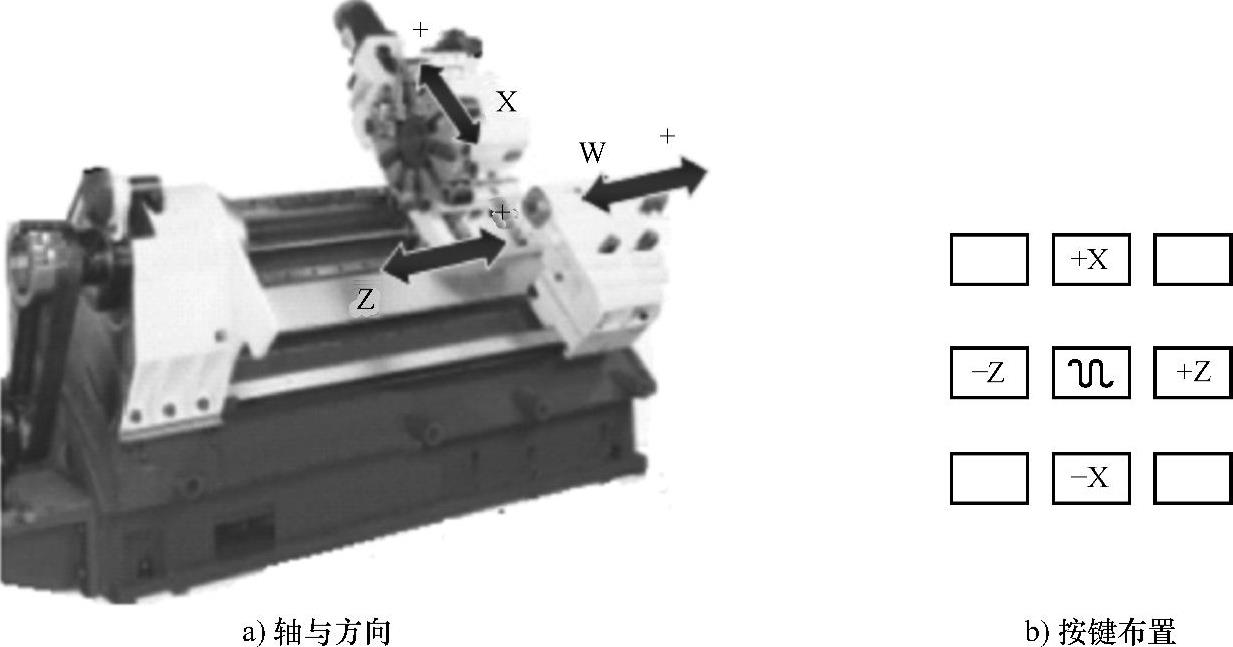
图5.3-5 斜床身数控车床的方向键定义
2)数控镗铣床。对于图5.3-6所示的工作台、主轴箱运动的数控镗铣床,其刀具随主轴箱上下运动,主轴箱向上、工作台向外的运动可使刀具远离工件,故应定义为Z、Y轴的正向,因此,X、Y、Z轴的方向键一般按照图5.3-6b所示的布置方式进行定义。
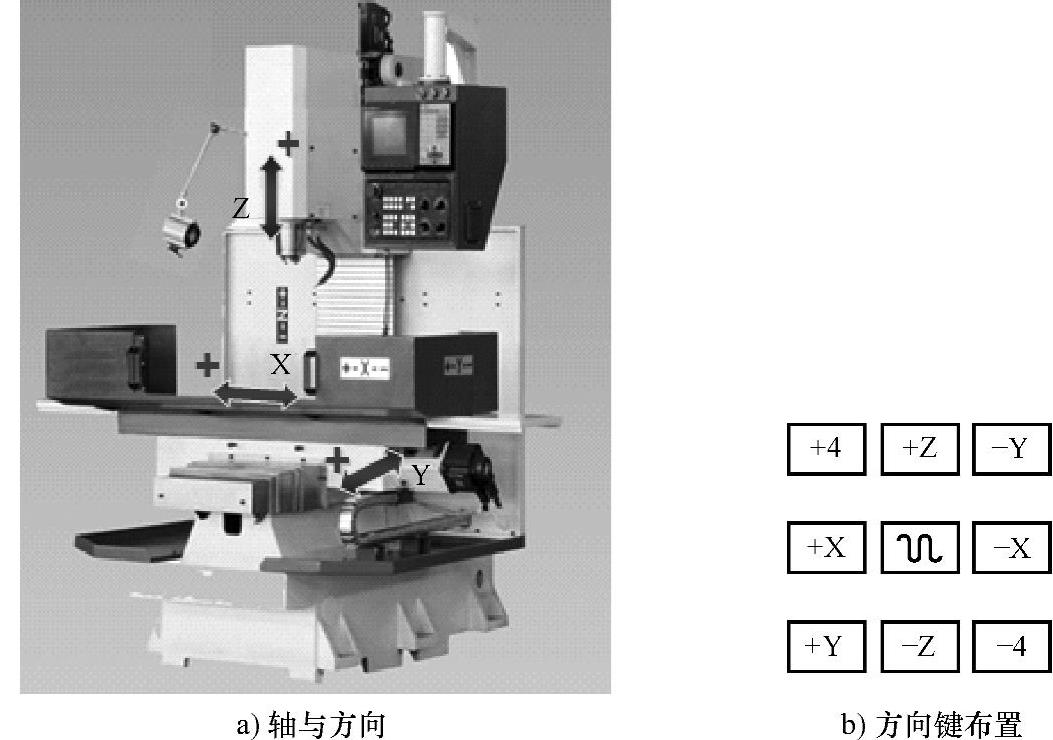
对于图5.3-7所示的工作台升降数控铣床,如刀具和主轴箱固定,则升降台向下、工作台向外运动可使刀具远离工件,故应定义为Z、Y轴正向,因此,X、Y、Z轴方向键一般按照图5.3-7b所示的布置方式进行定义。
 (https://www.xing528.com)
(https://www.xing528.com)
图5.3-6 数控镗铣床的方向键定义
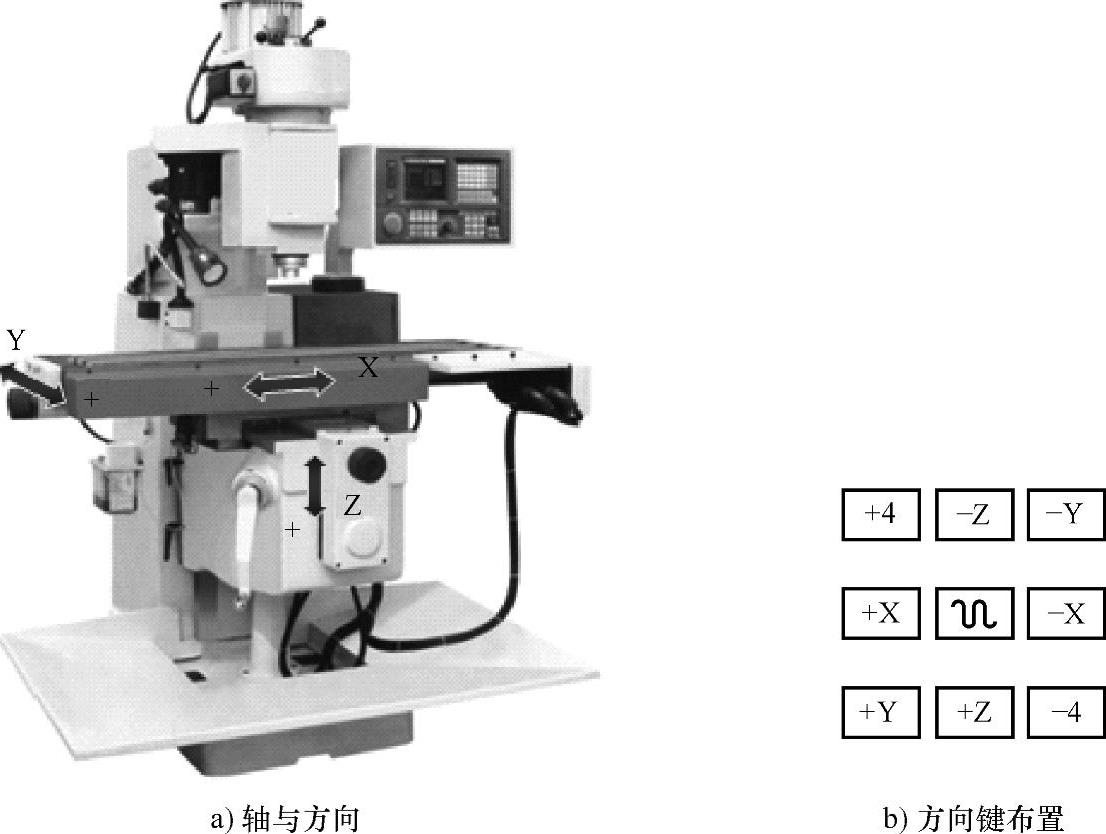
图5.3-7 升降台数控铣床的方向键定义
对图5.3-8所示的工作台移动卧式数控镗床,刀具随主轴箱上下运动,主轴箱向上、工作台向外的运动可使刀具远离工件,故应定义为Y、Z轴正向,因此,X、Y、Z轴方向键一般按照图5.3-8b所示的布置方式进行定义。
3.PLC程序设计
用于方向键控制的PLC程序较为简单,它只需要按照以上数控机床对方向键的布置和定义要求,将来自MCP的方向键输入信号,转换为CNC控制信号中的对应进给轴正/负运动方向信号V380∗0004.7和V380∗0004.6便可。
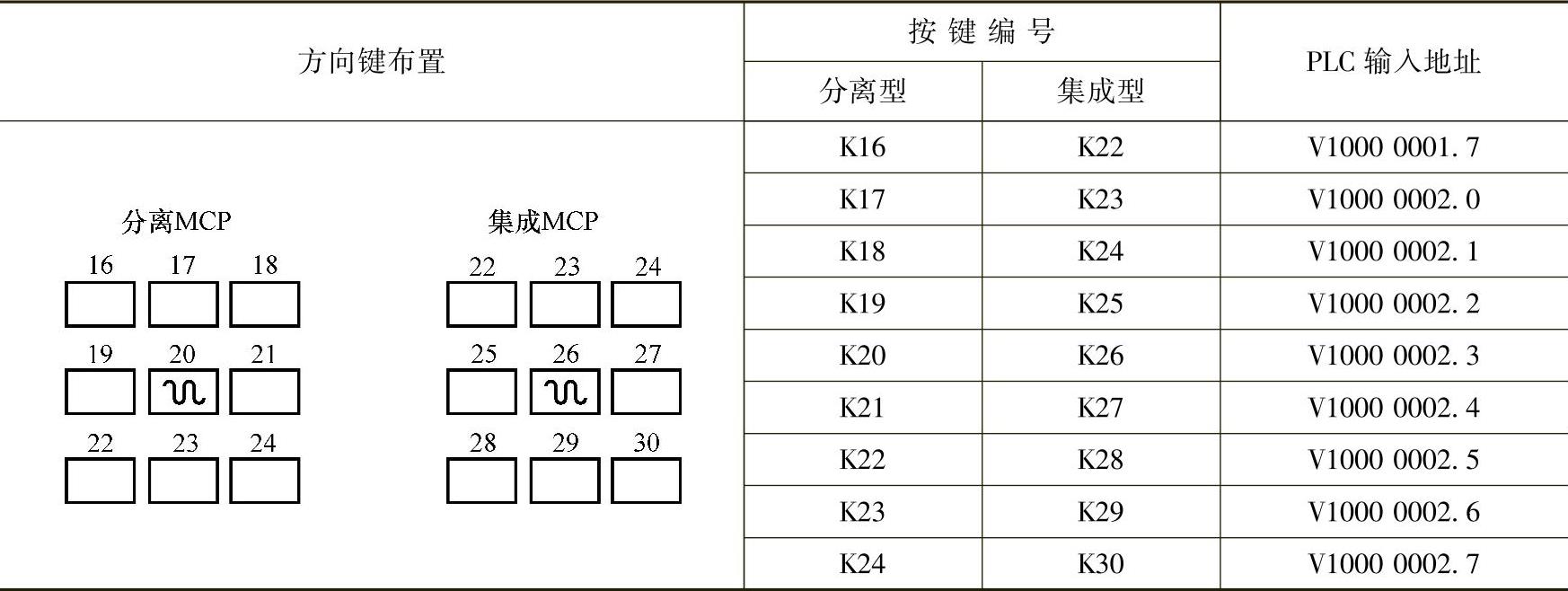
以802S/C系列CNC为例,802S/C分离型MCP和802Se/Ce、802S base line/C base line集成型MCP的方向键输入地址如表5.3-2所示。
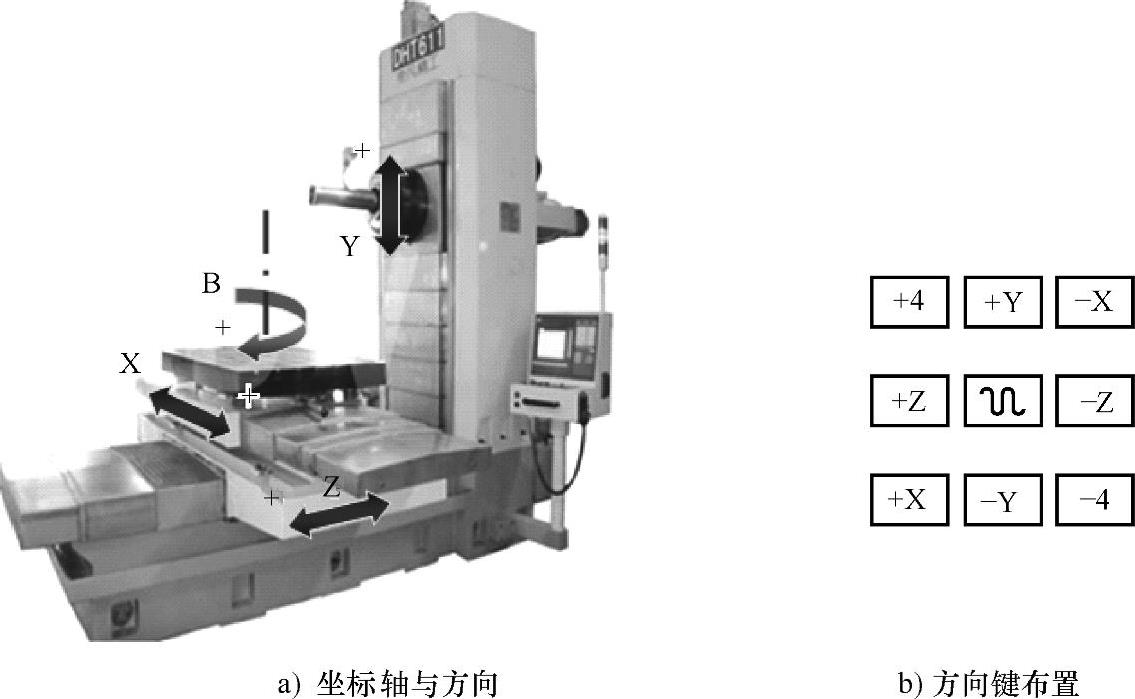
图5.3-8 卧式数控镗床的方向键定义
表5.3-2 802S/C的MCP方向键输入地址表
802S/C的方向键定义可直接通过子程序库中的SBR34(X_CROSS)控制,SBR34可由子程序SBR38(MCP_NCK)调用,无需在OB1中编程。以集成MCP为例,方向键+X/-X的选择程序如图5.3-9所示。
程序中的VW45000052、VW45000054是CNC用户数据MD14510[26]、MD14510[27]的设定值,使用802S/C子程序库时,它们用来设定方向键+X、-X的按键编号。例如,对于图5.3-4所示的平床身数控车床,+X键的设定值一般为MD14510[26]=29,-X键的设定值一般为MD14510[27]=23。对于图5.3-6所示的工作台和主轴箱运动的数控镗铣床,+X键的设定值一般为MD14510[26]=25,-X键的设定值一般为MD14510[27]=27等。
程序中的局部变量L0.0、L0.1分别为方向键+X、-X的状态暂存器。因此,如设定MD14510[26]=29,MD14510[27]=23,L0.0的输出状态将与按键K29输入V10000002.6的状态相同,L0.1的输出状态将与按键K23输入V10000002.1的状态相同。
方向键+Y/-Y、+Z/-Z的编程方法与+X/-X相同,其按键编号设定参数分别为CNC用户数据MD14510[28]/[29]、MD14510[30]/[31]。按键定义用户数据MD14510[26]~[31]的设定值不能重复。
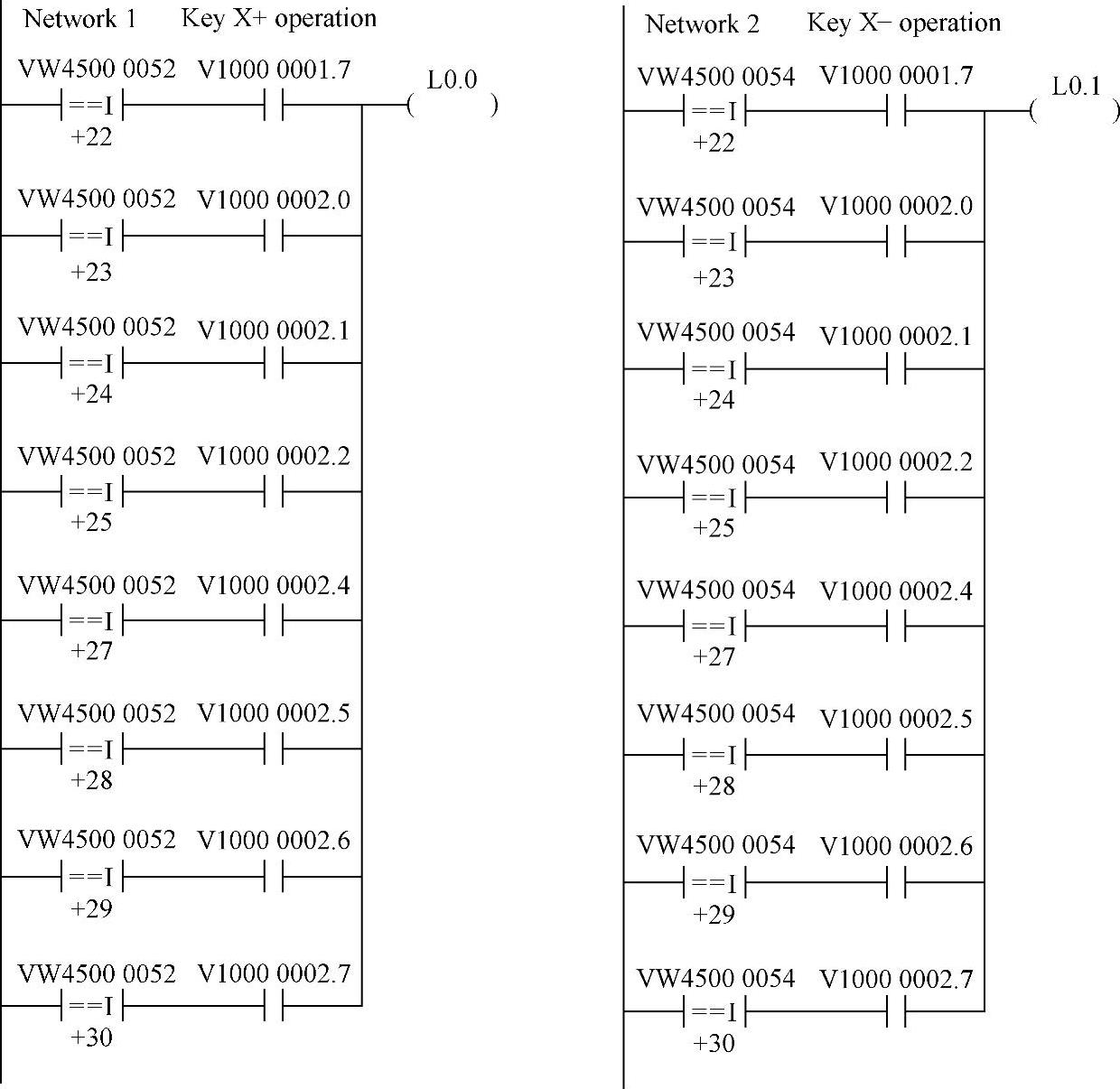
图5.3-9 方向键+X/-X选择程序
以第1轴(X轴)为例,轴运动方向控制信号的输出程序如图5.3-10所示。方向键选择程序生成的局部变量L0.0~L0.5可直接作为CNC进给轴的正/负方向控制信号V380∗0004.7/V380∗0004.6,以及通道控制轴的正/负方向控制信号V32001000.7/V3200 1000.6输出。
MCP上的手动快速键按键【RAP-ID】的位置一般固定,在分离型MCP上为K20、在集成型MCP上为K26,因此,该键的输入信号V10000002.3可直接作为X/Y/Z轴的CNC进给轴手动快速信号V380∗0004.5,以及通道控制轴的手动快速信号V32001000.5等。图中以第1轴(X轴)为例,其他轴的控制程序设计方法与此相同。
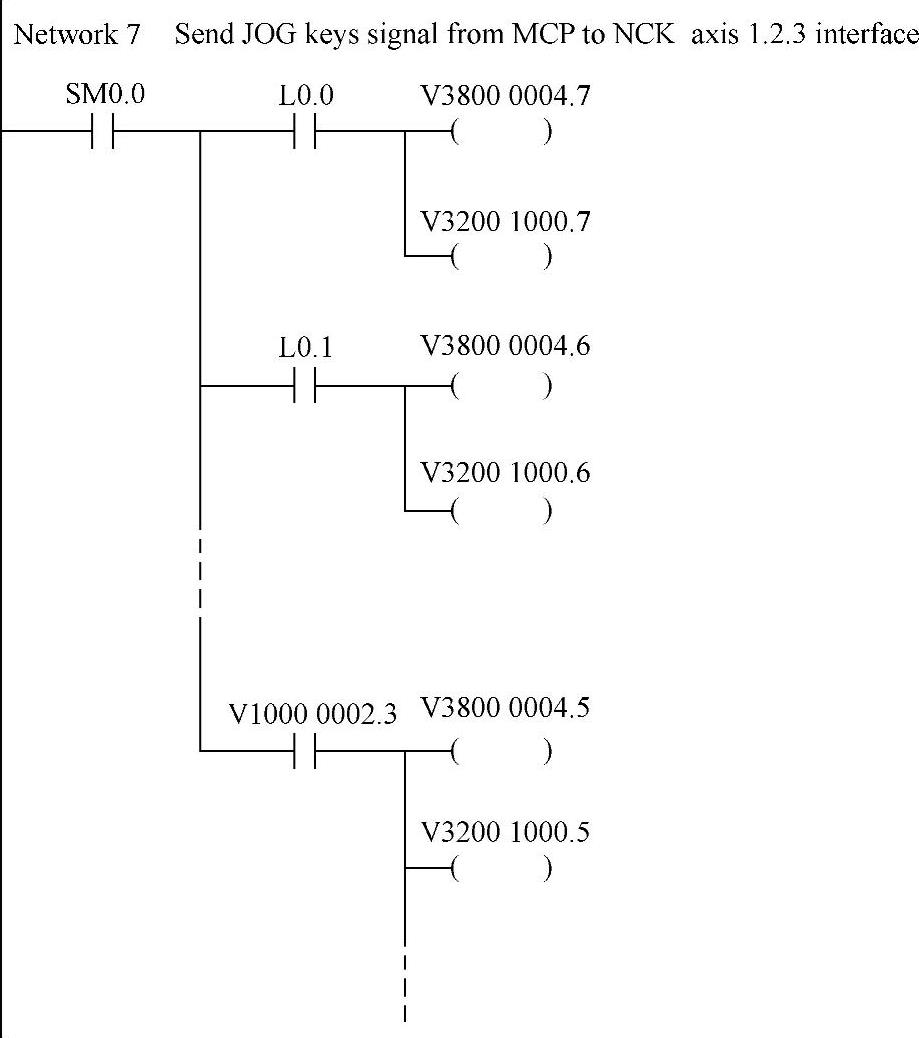
图5.3-10 方向键输出程序
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。