



1.程序设计要求
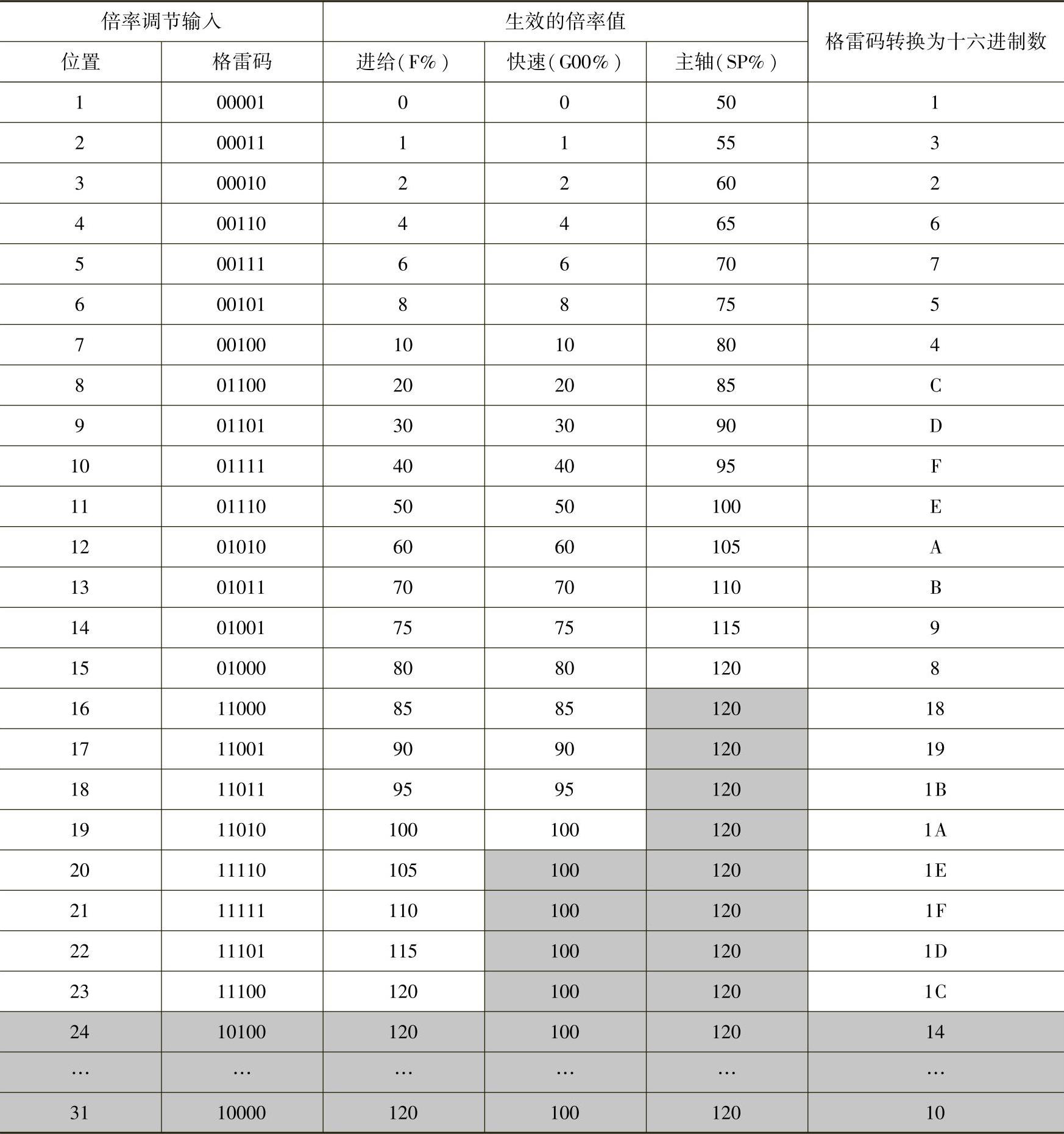
SIEMENS数控系统的通道控制、CNC轴控制信号中的进给倍率、快速倍率和主轴倍率一般要求格雷码输入,因此,当控制面板通过倍率增/减键调节时,需要通过PLC程序将倍率增/减信号转换成表5.3-1所示的格雷码信号。
表5.3-1 802S/C/D倍率调节信号输入要求表
2.PLC程序设计
倍率调节信号的格雷码转换有多种方法,图5.3-1和图5.3-2是通过对增/减按键的计数产生虚拟格雷码开关位置、生成主轴倍率格雷码控制信号的程序例,它同样可以用于进给倍率、快速进给倍率的格雷码信号生成。
图5.3-1所示的程序Network1可通过倍率增/减按键的操作,在标志寄存器MW242中生成虚拟格雷码开关位置的状态信号。程序中的局部变量L0.0可用于倍率增/减按键生效控制,它可利用CNC用户数据进行设定,或通过子程序变量的赋值,使之为1。
由表5.3-1可见,802系列CNC可利用格雷码的主轴倍率调节信号VB38032003,选择15级倍率,其中,开关位置11所对应的倍率为100%。因此,在Network1上,需要通过MCP的主轴倍率100%按键输入信号V1000 0005.2及PLC的首次循环脉冲SM0.1,将虚拟格雷码开关位置的标志寄存器MW242设定为11,以选择100%倍率。此后,如按倍率增加键【+SP%】,输入信号V10000005.0的上升沿可通过ADD_I指令使MW242增1;如按倍率减少键【-SP%】,输入信号V1000 0005.4的上升沿可通过SUB_I指令使MW242减1。(https://www.xing528.com)
为了虚拟15位置的格雷码开关,在Net-work1中,当MW242的计数值到达15后,如再按倍率增加键【+SP%】,将直接通过移位指令MOV_W使MW242=15;同样,当MW242的计数值到达1时,如再按倍率减少键【-SP%】,则可通过移位指令MOV_W直接使WM242=1。
图5.3-2所示的程序可将虚拟格雷码开关位置转换为格雷码输出信号。
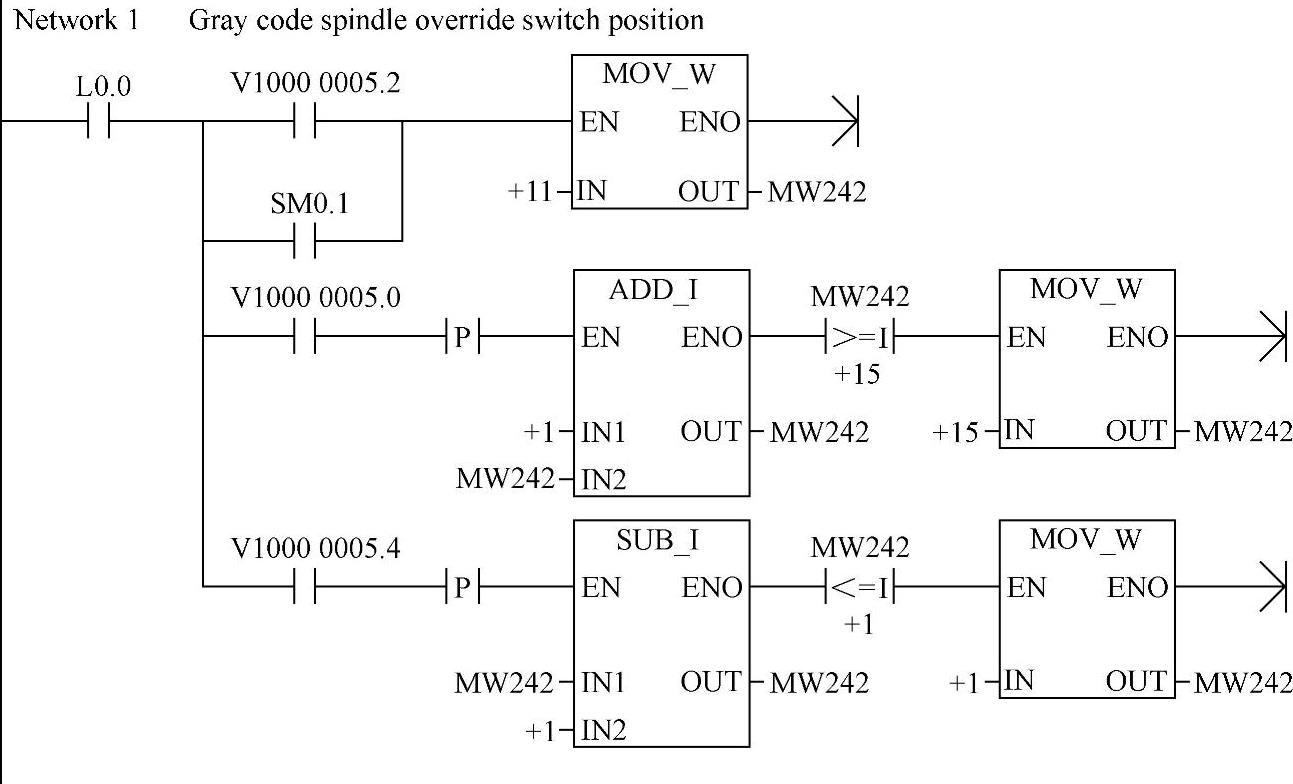
图5.3-1 增/减按键计数程序
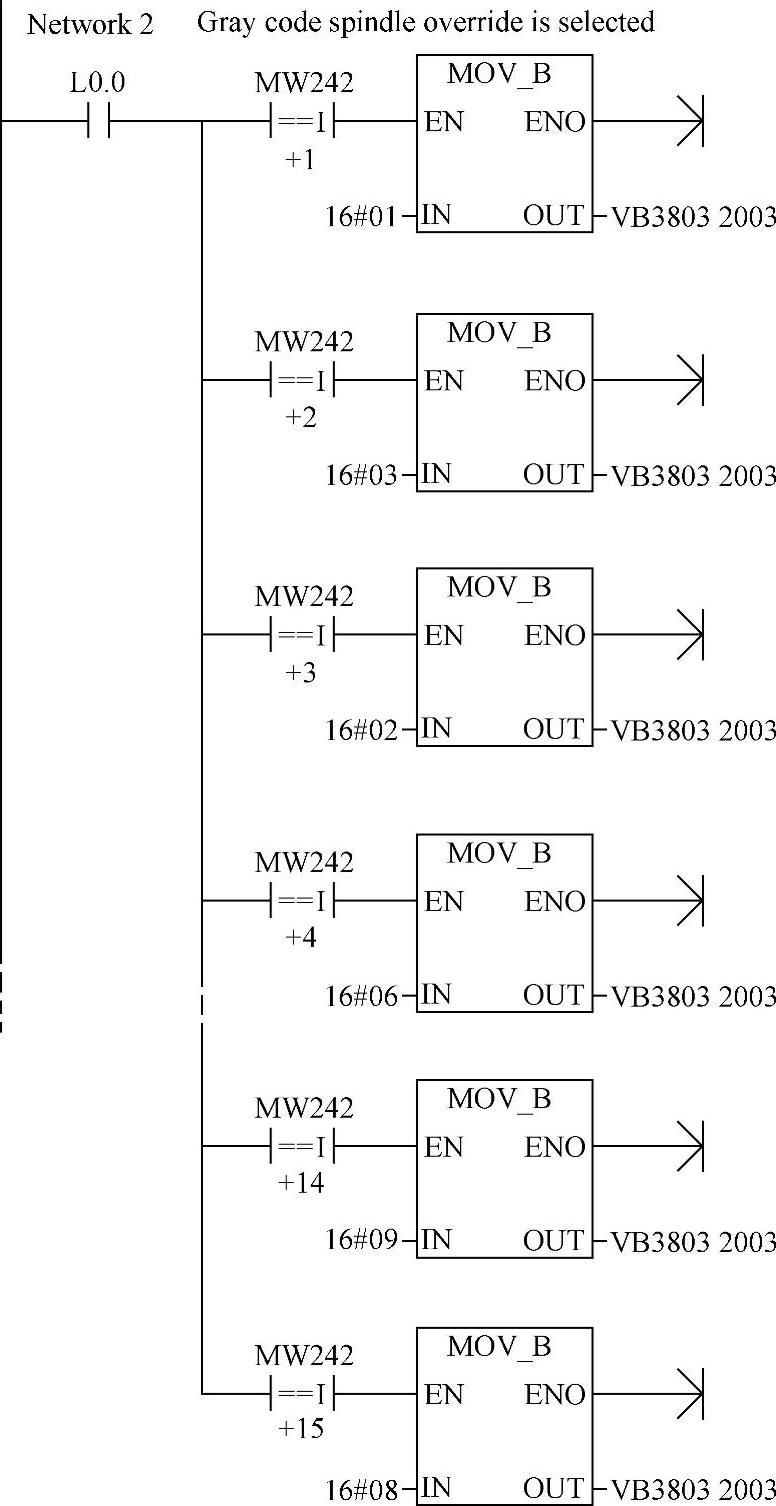
图5.3-2 格雷码生成和输出程序
Network2可根据标志寄存器MW242中的虚拟格雷码开关位置,通过数据移动指令直接将表5.3-1所要求的格雷码输出到主轴倍率调节信号VB38032003上。例如,当MW242=1或2时,可分别将十六进制数01或03输出到VB38032003,因01H、03H所对应的状态为00000010、00000011,它就是格雷码开关位置1、2的输出信号,从而实现了转换格雷码信号的目的。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。