



1.基本说明
机床操作面板(MCP)控制程序一般包括CNC操作方式选择、进给轴手动和回参考点操作、主轴手动、CNC启动/停止、循环启动/进给保持等。面板按键上的指示灯可用来指示CNC或机床的工作状态。
由于802S/C/D的MCP设计较为简单,CNC的示教(TEACH IN)和程序模拟操作方式,以及CNC加工程序的试运行、选择暂停(M01)、选择跳段等运行控制操作,一般需要通过MDI/LCD面板的软功能(菜单)键进行选择,因此,其控制需要通过MDI/LCD面板的HMI(Human Machine Interface)信号实现。
MCP控制程序设计时,需要综合考虑CNC基本控制、通道控制和CNC轴控制的要求。例如,PLC程序中的进给倍率调节信号,不但要输出到CNC的轴控制信号VB38000000(第1轴)、VB38010000(第2轴)和VB38020000(第3轴)上,且还需要作为通道控制信号VB32000004的输出等。
在802S/C/D上,CNC基本信号、通道信号、轴信号均可通过对应的PLC公共变量V,由操作系统自动传送。例如,V3000∗∗∗∗、V3100∗∗∗∗分别为CNC基本控制信号和CNC基本状态信息;V3200∗∗∗∗、V3300∗∗∗∗则分别为通道运行控制信号和通道工作状态信息;而V3800∗∗∗∗、V3900∗∗∗∗则分别为CNC的轴控制信号和轴工作状态信息等。为了便于程序设计和阅读,现将以上3部分信号的说明如下。
2.CNC基本信号
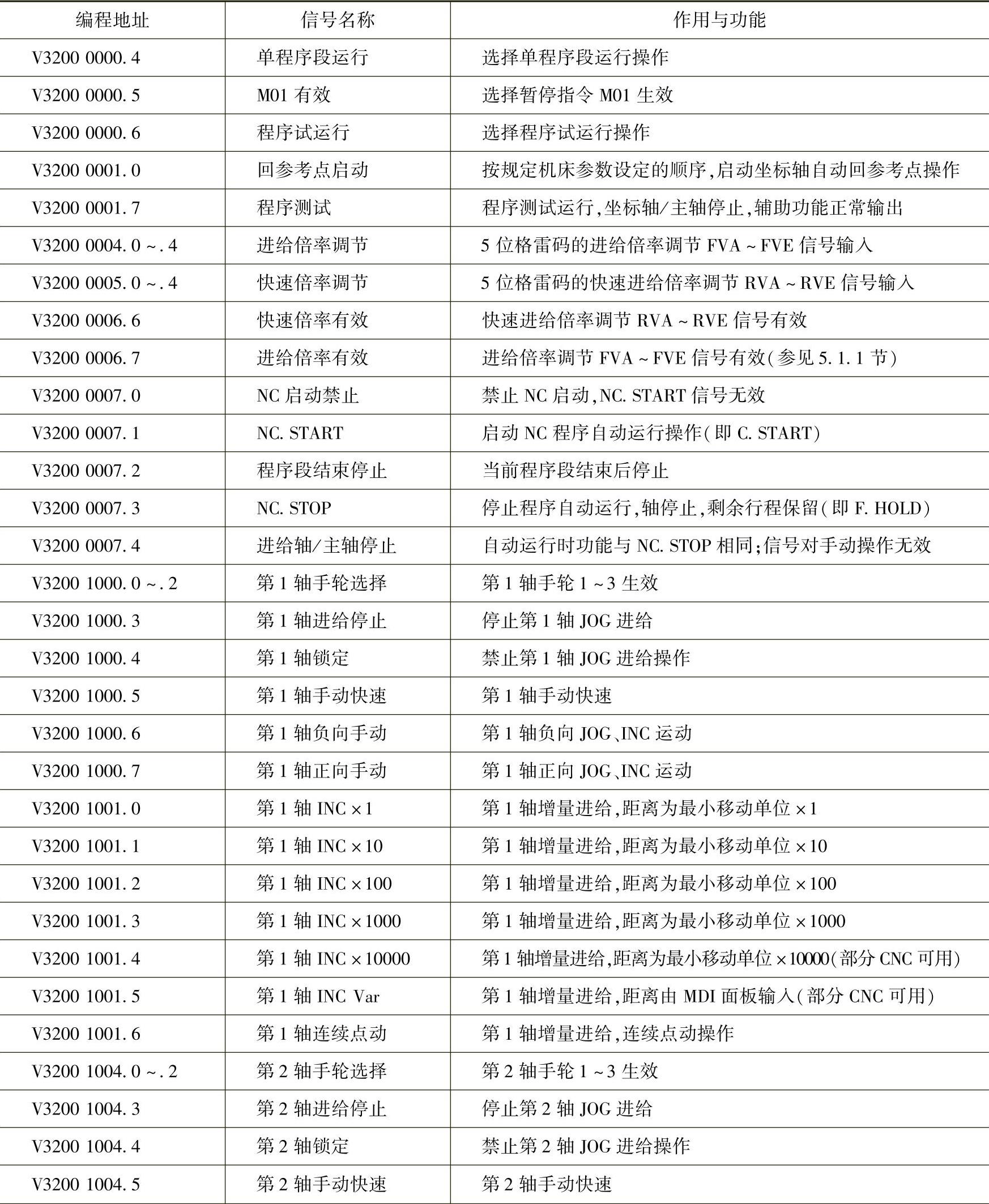
CNC基本信号包括基本控制信号和基本工作状态信号两类,前者主要用于CNC操作方式选择;后者主要用于CNC基本状态指示。802系列CNC与MCP操作相关的CNC基本信号及它们在PLC程序中的编程地址、作用与功能如表5.2-1所示。
表5.2-1 802S/C/D系统CNC基本信号表

3.通道信号
通道信号包括通道运行控制信号和通道工作状态信号两类,前者主要用于CNC程序的运行控制,后者主要用于程序运行状态指示。802系列CNC与面板操作相关的主要通道控制信号,以及它们在PLC程序中的编程地址、作用与功能如表5.2-2所示;有关通道工作状态信号可参见第6章。(https://www.xing528.com)
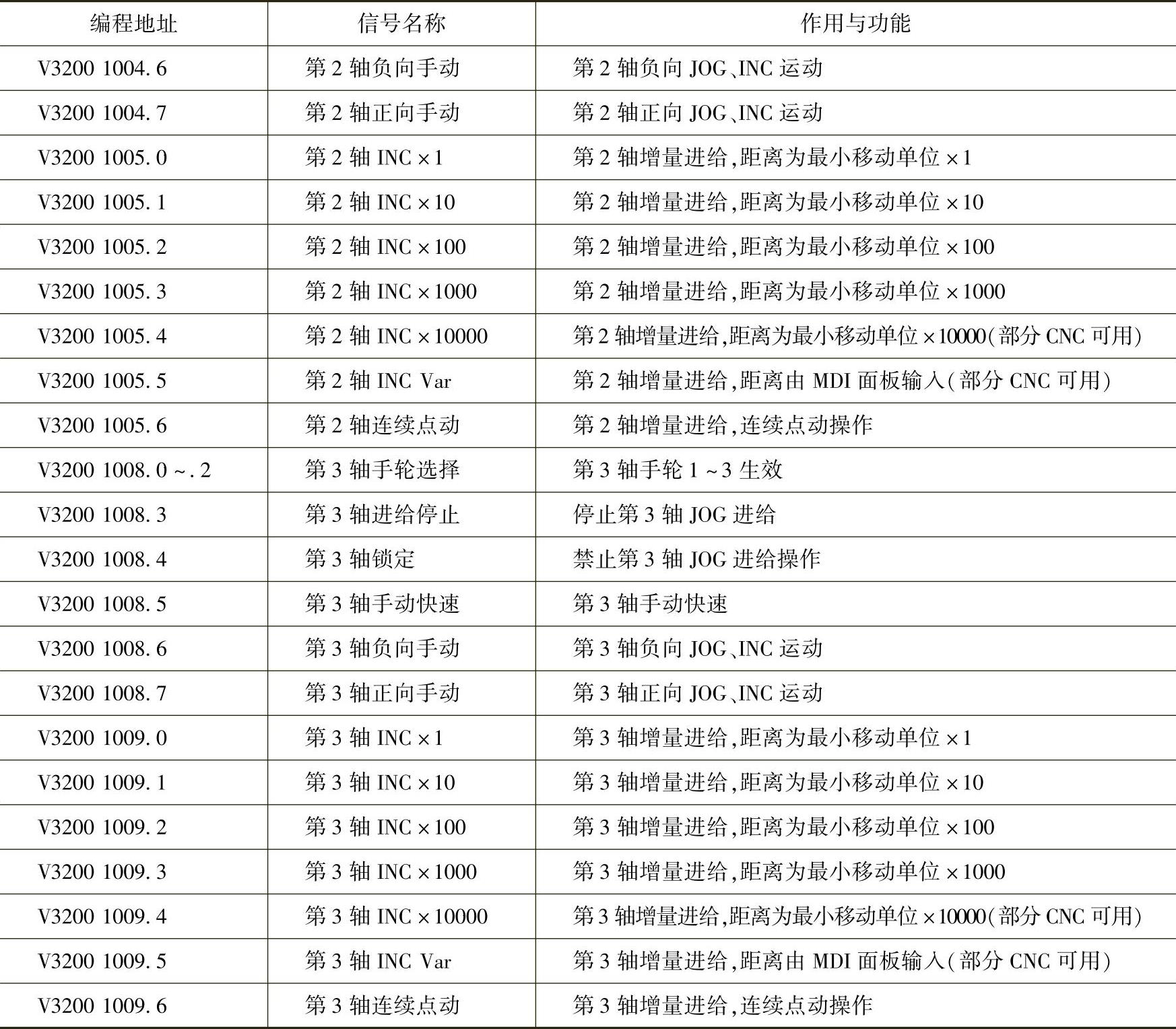
表5.2-2 802S/C/D通道控制信号表
(续)
4.CNC轴控制信号
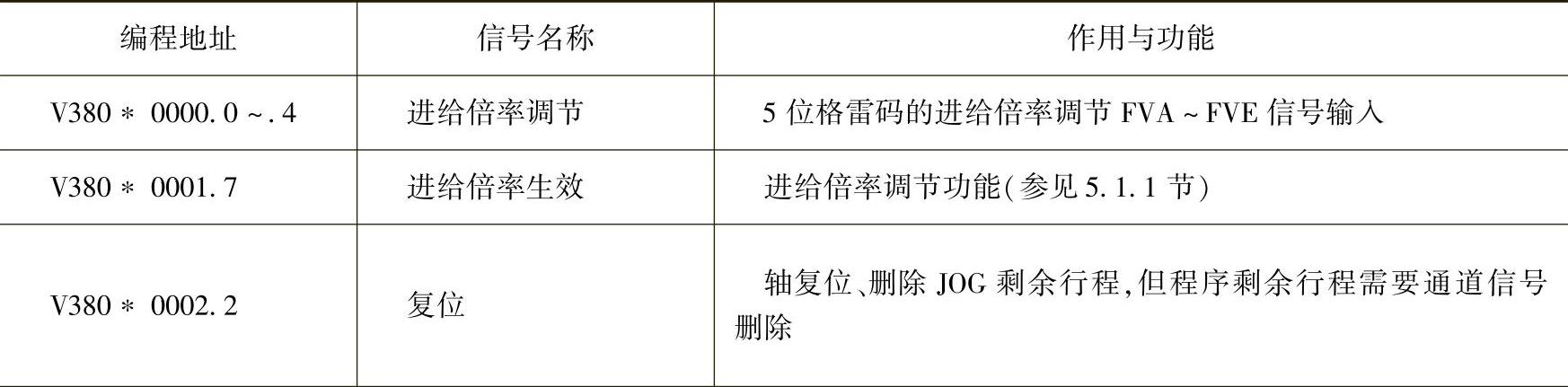
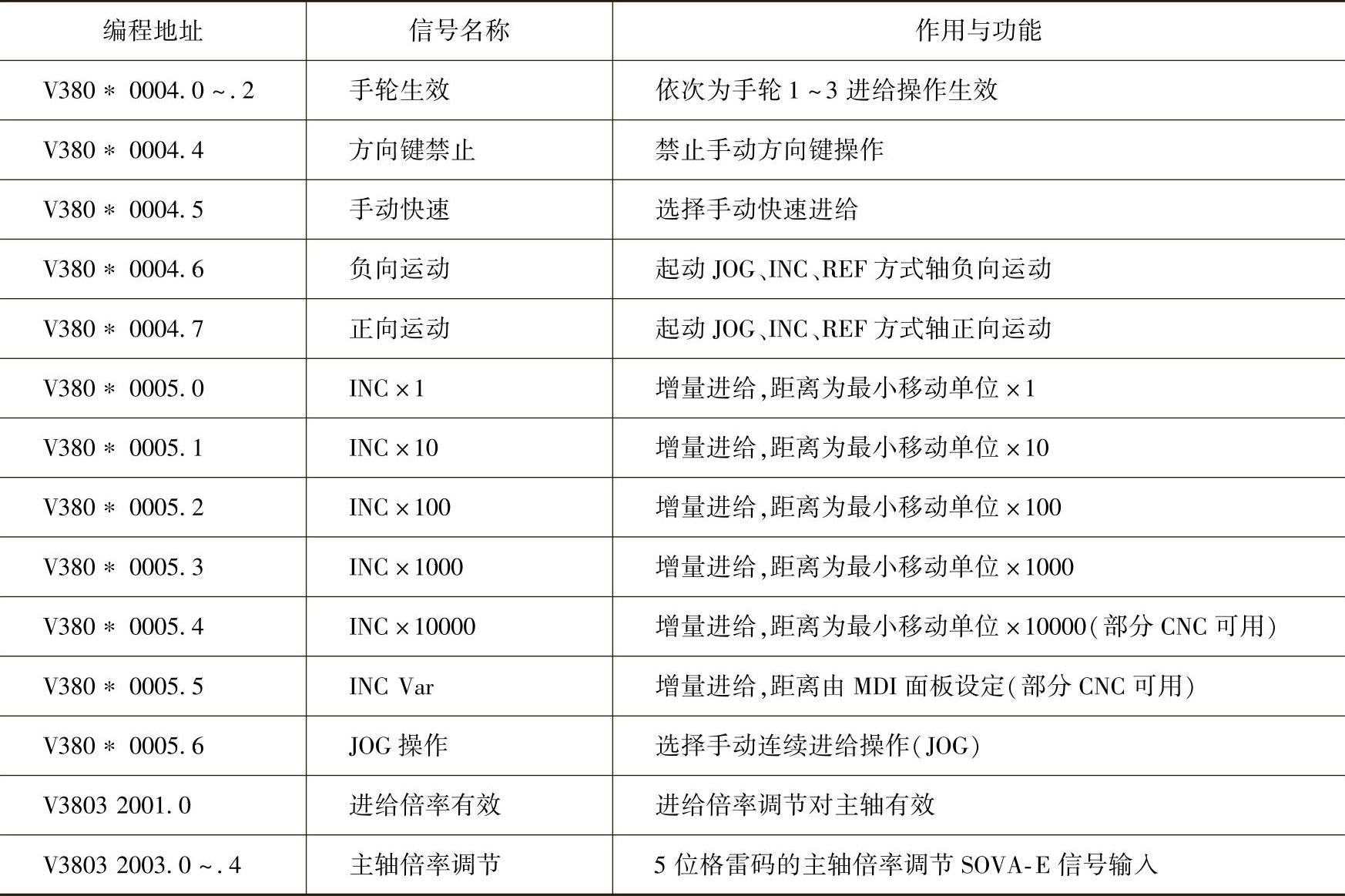
CNC轴信号用于进给轴、主轴的基本控制和工作状态指示,它包括轴控制信号和轴工作状态信号两类,前者主要用于进给轴、主轴的运动控制,后者主要用于进给轴、主轴运动状态指示。802系列CNC与面板操作相关的主要CNC轴控制信号,以及它们在PLC程序中的编程地址、作用与功能如表5.2-3所示。表中的“∗”可以是0、1、2、3、4,分别代表第1、2、3、4、5轴控制信号。有关通CNC轴工作状态信息可参见第6章。
表5.2-3 802S/C/D轴控制信号表
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。