



1.程序设计要求
用户初始化程序可根据机床的实际控制需要编制或调用,但也可不使用。在SIEMENS模板程序上,由于PLC程序使用了较多的CNC用户数据,因此,需要通过用户初始化子程序SBR31(USR_INI)检查CNC用户数据MD14510、MD14512的设定值。如用户数据设定错误,可在LCD上显示相关的机床报警;部分参数设定错误时,还可自动设置符合基本要求的初始值。
在802等CNC上,机床报警ALM 700000~ALM 700063的显示,可通过PLC程序对报警变量V16000000.0~V16000007.7的置1实现。如CNC安装了报警文本文件(ALCU TXT),LCD在显示报警号的同时,不仅可显示报警文本,而且还可通过PLC程序中的报警文本变量VD16001000~VD16001252在文本中插入相关内容。
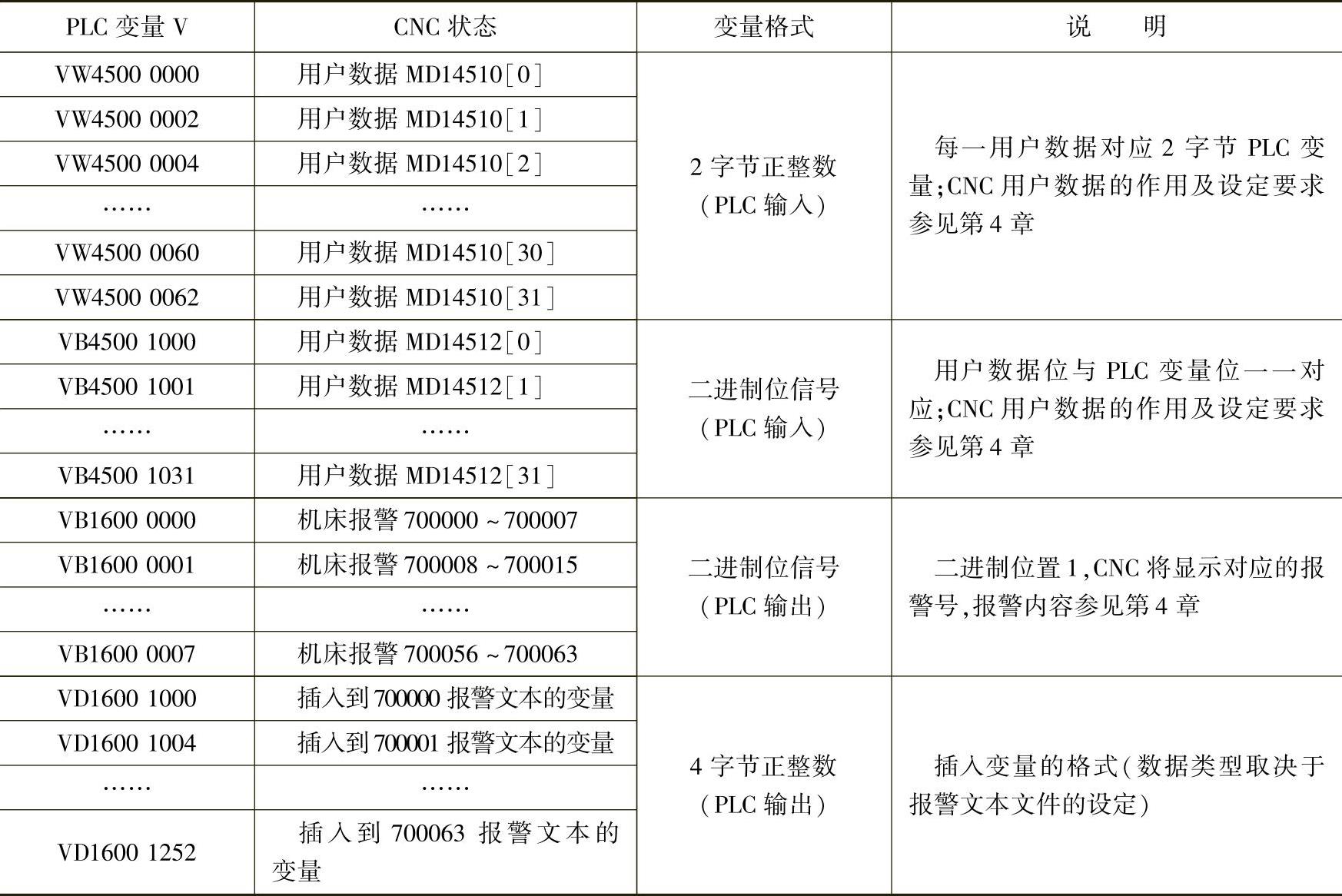
用户初始化子程序SBR31(USR_INI)所涉及的CNC用户数据、报警变量V、报警文本插入变量的PLC输入/输出如表5.1-2所示。
表5.1-2 SBR31输入/输出信号地址一览表
2.局部变量和标志
用户初始化子程序SBR31(USR_INI)需要使用局部变量,程序中所使用的局部变量和标志寄存器如表5.1-3所示。
表5.1-3 SBR31的局部变量和标志寄存器一览表

子程序SBR31的全部局部变量均为内部变量(TEMP),调用子程序SBR31时无需进行赋值,有关局部变量的变量类型、数据类型等参数的定义方法可参见第3章。子程序的处理结果输出至标志寄存器MW90~MW98上,它们需要用于其他子程序,故在用户程序设计时应避免使用这些标志寄存器。
3.PLC程序设计
用户初始化可直接使用SIEMENS模板程序所提供的子程序SBR31(USR_INI),或对其略加修改后使用。以下是在SBR31基础上编写的用户数据初始化程序,程序包括基本参数设定检查、电动刀架参数检查、润滑参数设定检查和方向键定义参数检查等部分。
1)基本参数设定检查。在SIEMENS模板程序中,当基本CNC用户数据设定不正确时,CNC将显示以下机床报警。
700000:所有的CNC用户数据均未设定;
700014:PLC输入I0.0~I1.7未定义;
700015:PLC输出Q0.0~Q1.7未定义。
实现基本参数检查和报警的PLC程序Network1和Network2的设计如图5.1-6所示。
Network1是对所有需设定的CNC用户数据进行的检查,如所有数据的设定值均为0,则PLC输出报警信号V16000000.0,LCD显示报警700000。由于用户数据的数量众多,程序需要通过中间变量L8.0~L8.4串联连接比较触点;对于以二进制位形式设定的用户数据MD14512,为了简化程序,可直接以字节(或字)的形式进行判别。
Network2用于I/O定义参数的检查。在SIEMENS模板程序中,CNC用户数据MD14512[0]、[1]用于PLC输入I0.0~I1.7的定义;MD14512[4]、[5]用于PLC输出Q0.0~Q1.7的定义(见4.2节)。当MD14512[0]、[1]所有位的设定都为0时,变量VW4500 1000将为0。此时,程序中的CNC报警信号V16000001.6将为1,LCD可显示机床报警“700014输入使能没有定义,检查MD14512[0]&MD14512[1]”。当MD14512[4]、[5]所有位的设定都为0时,变量VW45001004将为0。此时,CNC报警信号V1600 0001.7将为1,LCD可显示机床报警“700015输出使能没有定义,检查MD14512[4]&MD14512[5]”。
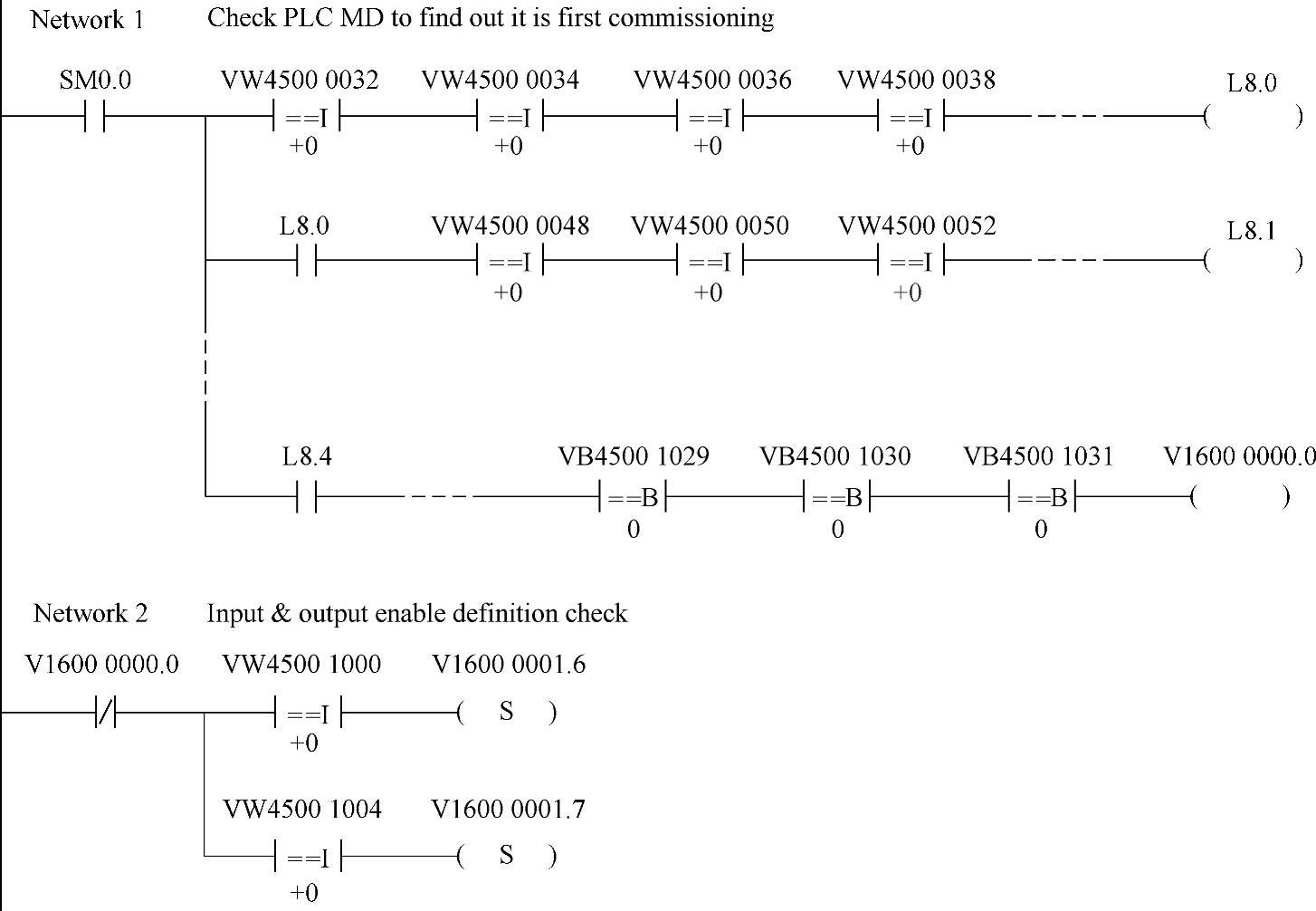
图5.1-6 基本参数检查程序
2)电动刀架参数检查。SIEMENS模板程序所提供的电动刀架参数检查程序Network3的设计如图5.1-7所示。
需要注意的是:SIEMENS模板程序所提供的电动刀架参数检查程序只能用于数控车床电动刀架控制,Network3的全部指令都只有在CNC用户数据MD14510[16]的设定值(VW45000032)为0、机床类型定义成“车床”,MD14512[11]bit7的设定值(V4500 1011.7)为1、电动刀架控制功能生效时,才能执行。为了提高程序的通用性,图5.1-7程序已将该网络第4行起的报警文本插入变量生成、刀架锁紧时间设定检查、选刀时间监控等内容移至VW45000032=0的比较触点前,以便使文本插入变量、刀架锁紧时间、选刀时间监控等参数能同时用于其他形式的刀架和加工中心换刀控制(见第8、9章)。
对带有电动刀架的常见平床身和普及型数控车床来说,CNC用户数据需要设定刀架刀位数(MD14510[20])、最大选刀时间(MD14510[21])和反转锁紧时间(MD14510[22])等基本参数。如果用户数据设定不正确,CNC可显示以下机床报警。
700008:刀架刀位数定义错,检查MD14510[20]=4/6;(https://www.xing528.com)
700009:刀架锁紧时间没有定义,检查MD14510[21];
700010:刀架监控时间没有定义,检查MD14510[22]。
由于PLC输入点的限制,模板程序只编写了用于4或6刀位电动刀架控制的PLC程序,因此,MD14510[20](刀架刀位数)的设定值应为4或6,否则,程序将输出报警信号V16000001.0,CNC显示报警700008。
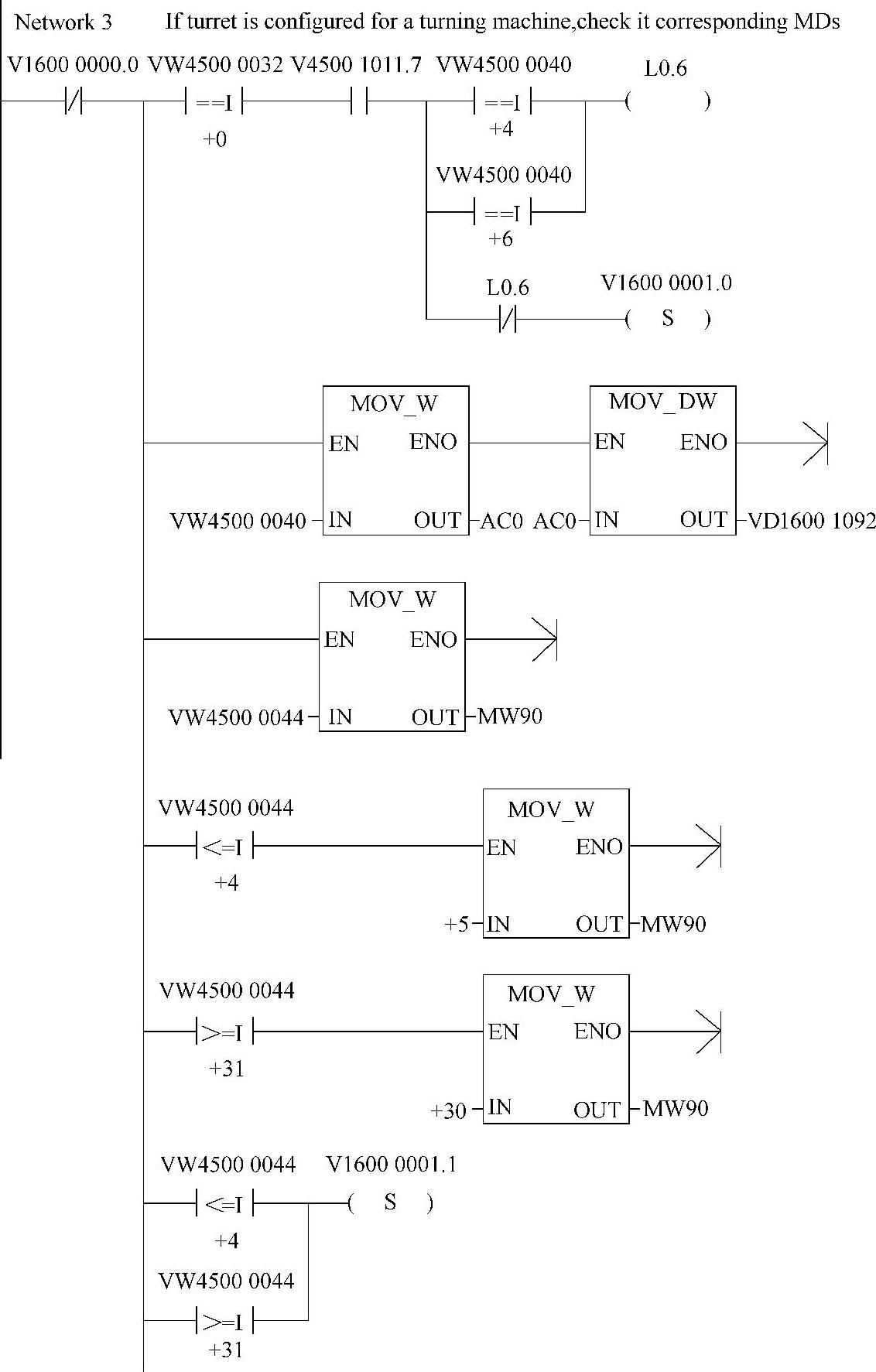
图5.1-7 电动刀架参数检查程序
Network3的第4行用来生成700023报警文本“编程刀具号大于刀架最大刀位数□□”中的插入变量“□□”;指令MOV_W、MOV_DW串联使用的目的是通过32位累加器AC0,将用户数据MD14510[20]中以16位正整数格式设定的刀架刀位数(VW4500 0040),转换为文本插入变量所要求的32位数据(DW格式),并传送到700023报警文本的插入变量VD16001092中。例如,当MD14510[20]设定为4时,700023的报警文本将显示为“编程刀具号大于刀架最大刀位数4”等。
电动刀架需要通过刀架电动机的反转锁紧,用户数据MD14510[22]可设定电动机反转的保持时间,这一时间被保存在PLC的标志寄存器MW90中。刀架锁紧时间的设定范围一般为5~30(单位为0.1s),因此,当参数设定值小于等于4或大于等于31时,程序可直接利用移动指令MOV_W自动将标志寄存器MW90设置为5或30。与此同时,PLC将输出报警信号V16000001.1,LCD显示报警700009。
刀架最大选刀时间设定参数MD14510[21]的检查、报警和自动设定方法与反转锁紧相同。在模板程序中,处理后的刀架最大选刀时间将被保存在标志寄存器MW92上,数值的范围为30~200(单位为0.1s)。参数MD14510[21]设定错误时,CNC可显示报警700010。
3)润滑参数设定检查。在模板程序中,当设定用户数据MD14512[11]bit1=1、自动润滑功能生效时,需要在CNC用户数据中按要求设定润滑起动间隔(MD14510[24])、润滑接通信号保持时间(MD14510[25])2个参数。如果用户数据设定不正确,CNC需要显示以下机床报警。
700012:润滑间隔超出范围,检查MD14510[24];
700013:润滑时间超出范围,检查MD14510[25]。
润滑设定参数的检查、报警和自动设定的程序设计方法与刀架反转锁紧时间检查、报警和自动设定相同。例如,参数MD14510[24]的设定、检查和报警的PLC程序如图5.1-8所示,Network4在用户数据MD14512[11]bit1=1时有效。
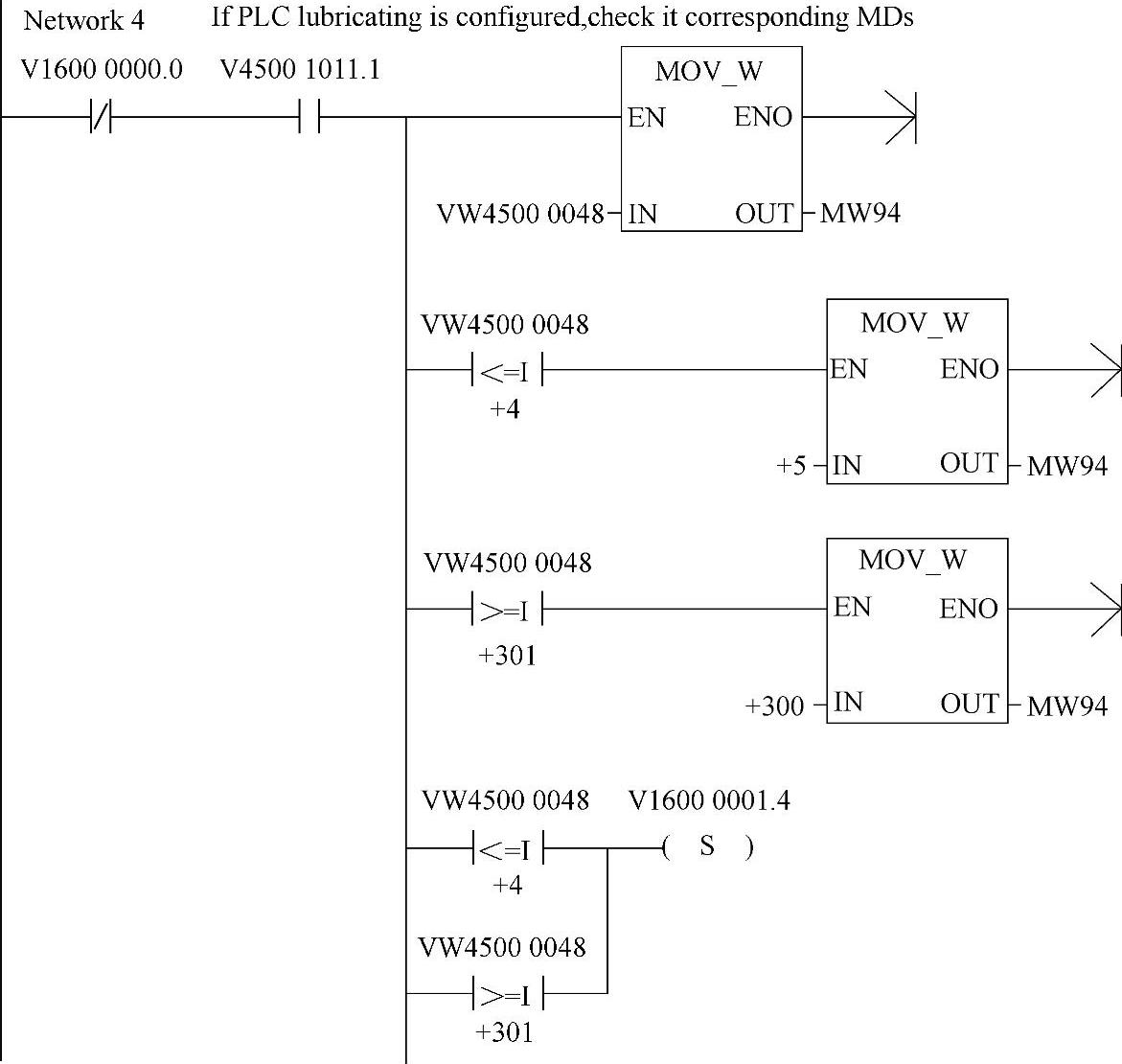
图5.1-8 自动润滑参数检查程序
在模板程序中,处理后的自动润滑起动间隔时间(用户数据MD14510[24])被保存在标志寄存器MW94上,数值的范围为5~300(单位为min)。参数设定错误时,CNC可显示报警700012。润滑接通信号保持时间(用户数据MD14510[25])被保存在标志寄存器MW96上,数值的范围为10~200(单位为0.1s)。参数设定错误时,CNC可显示报警700013。
4)方向键定义参数检查。在802系统中,机床操作面板(MCP)的进给轴手动方向键+X/-X、+Y/-Y、+Z/-Z等,可通过CNC用户数据MD14510[26]~[31]的设定进行定义(详见5.3节)。但是,按键的布置区域不能改变,例如,对于使用分离型MCP的802S/C/D,按键只能在K16~K24范围内选择,按键K20规定为手动快速键PAPID。而对于使用集成型MCP的802Se/Ce、802S base line/C base line,按键只能在K22~K30范围内选择,按键K26规定为手动快速键RAPID等(参见第4章)。当方向键定义参数MD14510[26]~[31]设定错误时,CNC需要显示以下报警。
700002:+X点动键没有定义,请检查MD14510[26];
700003:-X点动键没有定义,请检查MD14510[27];
700004:+Y点动键没有定义,请检查MD14510[28];
700005:-Y点动键没有定义,请检查MD14510[29];
700006:+Z点动键没有定义,请检查MD14510[30];
700007:-Z点动键没有定义,请检查MD14510[31]。
以使用集成型MCP的802Se/Ce、802S base line/C base line为例,其手动方向键定义参数的检查及700002报警的PLC程序如图5.1-9所示,分离型MCP的程序类似。
Network6在 用 户 参 数MD14510[26]~[31]设定范围正确时,局部变量L0.0~L0.6的状态为1;如设定值为26或L0.0~L0.6为0,则可产生报警700002~700007(图中以700002为例,700003~700007的 程 序 形 式 与700002同)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。