



828D系列CNC一般选配SIEMENS公司802Dsl/828D/810D/840Dsl等CNC通用的、带网络连接接口的标准机床操作面板。根据CNC基本单元的结构(MDI水平布置或垂直布置),常用的机床操作面板有MCP 483C PN和MCP 310C PN两种,两种面板都带有SIE-MENS手轮盒连接接口,可用来连接悬挂式手轮操作盒。MCP 483C PN和MCP 310C PN的面板布置及PLC编程地址分别介绍如下。
1.MCP 483C PN面板
MCP 483C PN面板如图4.5-3所示,面板通常与水平布置的828D系统配套使用。MCP483C PN面板安装有50个带LED的按键、2个用于进给倍率和主轴倍率调节的倍率开关、1个4位存储器保护旋钮,其输入/输出可通过PLC操作系统直接转换为PLC的I/O信号。MCP 483CPN面板还带有2个用户按钮安装孔和1个急停开关,用户按钮和急停开关一般用于CNC或驱动器的电源起/停、机床急停等强电回路控制。

图4.5-3 MCP 483C PN面板
MCP 483C PN上的CNC操作方式选择、CNC起动/停止、主轴起动/停止、进给起动/停止等按键,存储器保护旋钮,以及进给倍率、主轴倍率调节开关的功能通常固定;用于坐标轴和方向选择的按键R1~R15可根据需要改变位置;按键T1~T15的功能可由用户定义。
MCP 483C PN控制板上安装有9点输入和6点输出的用户连接器X51/52/55和X53/54,用户连接器可用于SIEMENS手轮盒,或用于操作台上其他用户按钮/指示灯的连接,其I/O信号同样可由PLC操作系统转换为PLC的I/O信号。
MCP 483C PN面板预留了2个用户指示灯(按钮)安装孔,指示灯可直接连接到用户I/O连接器X53或X54上,作为PLC的输出。如机床不使用悬挂式手轮盒,它们也可安装按钮,其输入可连接到用户I/O连接器X51/52/55上,作为PLC的输入。当然,它们也可用来安装注入CNC或驱动器的电源起/停控制的强电回路控制按钮。
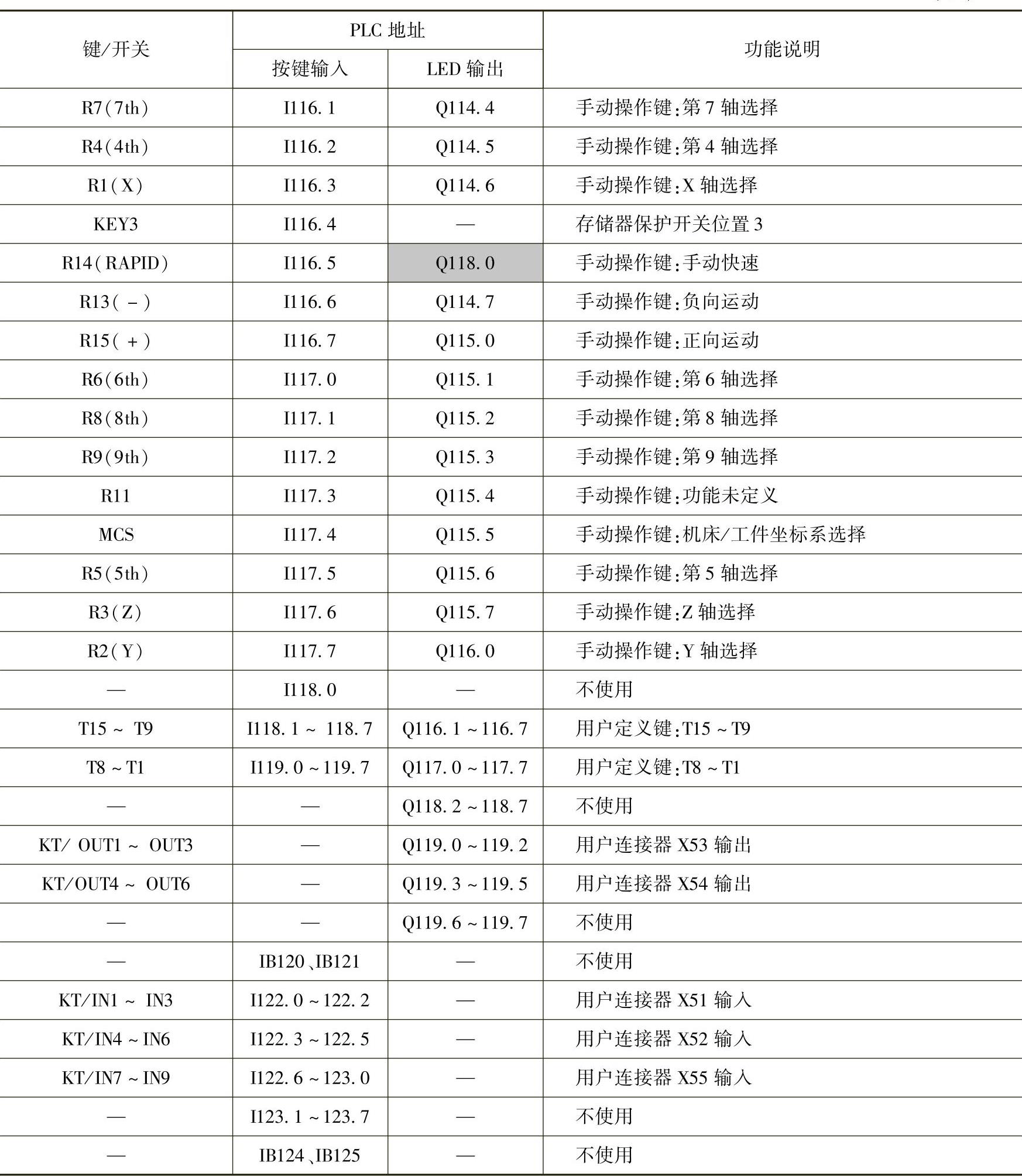
当828D的机床参数MD12986[6](PLC_DEACT_LADDR_IN)设定为-1时,MCP483C PN的按键、开关和指示灯(LED),可通过PLC操作系统直接转换为表4.5-1所示、PLC的14字节输入/8字节输出的I/O地址。
表4.5-1 MCP 483C PN面板I/O地址表

(续)
2.MCP 310C PN面板
MCP 310C PN面板如图4.5-4所示,面板通常与垂直布置的828D系统配套使用。
MCP 310C PN面板安装有49个带LED的按键、进给倍率调节开关、1个4位存储器保护旋钮,其输入/输出可通过PLC操作系统直接转换为PLC的I/O信号。
MCP 310C PN面板一般不安装主轴倍率调节开关,CNC的主轴倍率调节需要通过MCP上的倍率增减按键实现。但是,如需要,面板上的急停开关安装位置也可用来安装主轴倍率调节开关,主轴倍率调节开关可直接连接到MCP控制板的连接器X31上,并通过PLC操作系统转换为PLC输入信号。
MCP 483C PN控制板上安装有9点输入和6点输出的用户连接器X51/52/55和X53/54,用户连接器可用于SIEMENS手轮盒,或用于操作台上其他用户按钮/指示灯的连接,其I/O信号同样可由PLC操作系统转换为PLC的I/O信号。
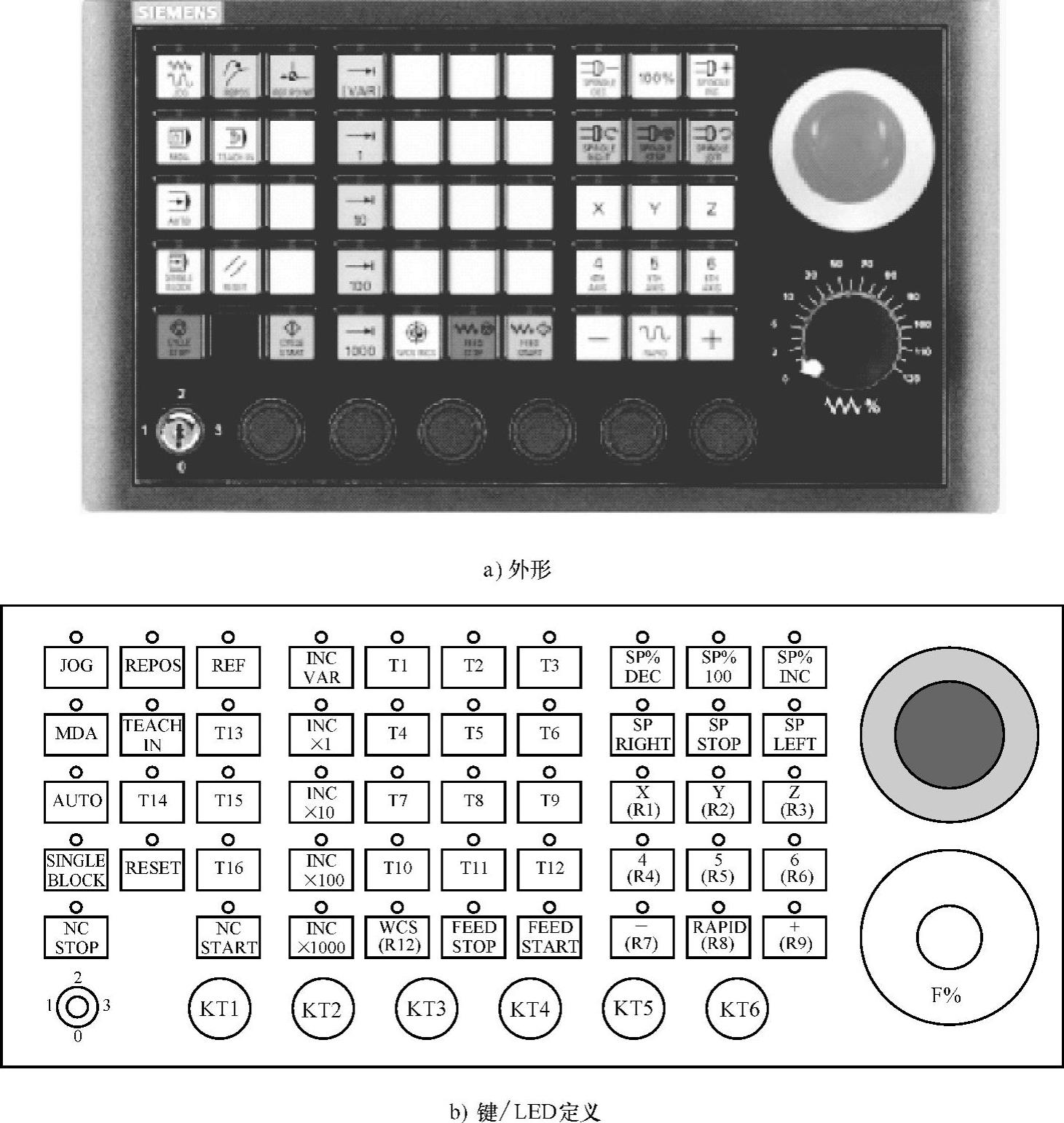
图4.5-4 MCP 310C PN面板(https://www.xing528.com)
MCP 310C PN面板预留了6个用户指示灯(按钮)安装孔KT1~KT6,指示灯可直接连接到用户I/O连接器X53/54上作为PLC的输出。如果机床不使用悬挂式手轮盒,KT1~KT6也可安装按钮,其输入可连接到用户I/O连接器X51/52/55上作为PLC的输入。当然,它们也可和急停开关一样,连接到电气柜,用于CNC或驱动器的电源起/停、机床急停等强电回路控制。
MCP 310C PN的CNC操作方式选择、CNC起动/停止、主轴起动/停止、进给起动/停止等按键,存储器保护旋钮,以及进给倍率调节开关的功能通常固定;用于坐标轴和方向选择的按键R1~R9可根据需要改变位置;按键T1~T16的功能可由用户定义。
当828D的机床参数MD12986[6](PLC_DEACT_LADDR_IN)设定为-1时,MCP310C PN的按键、开关和指示灯(LED),可通过PLC操作系统直接转换为表4.5-2所示、PLC的14字节输入/8字节输出的I/O地址。
表4.5-2 MCP 310C PN面板I/O地址表

(续)

3.悬挂式手轮盒
828D可根据需要选配图4.5-5所示的SIEMENS小型悬挂式手轮盒。
手轮盒上安装有手轮、急停按钮、手轮盒选择/确认按钮,进给轴选择开关,JOG手动进给方向选择和快速键,以及3个功能键F1~F3。F1~F3的用途可由用户自由定义。
手轮盒的连接一般如下。
手轮:直接与CNC基本单元的手轮接口X143连接。
急停按钮:与强电控制回路连接。
手轮盒选择/确认按钮:与强电控制回路或PP 72/48 PN模块的输入连接。
轴选择开关:连接MCP的用户连接器X51,其PLC输入地址为I122.0~I122.2。
JOG正、负方向键和快速键:连接MCP的用户连接器X52,其PLC输入地址依次为I122.3~I122.5。
功能键F1~F3:连接MCP的用户连接器X55,其PLC输入地址依次为I122.6、I122.7、I123.0。

图4.5-5 小型悬挂式手轮盒
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。