



1.I/O信号地址
802D的MCP和802S/C分离型MCP完全相同,机床操作面板的按键、指示灯布置可参见图4.2-5a。
MCP上实际安装有27个按键、2个倍率调节开关(进给速度、主轴转速)、6个LED指示灯,实际使用的I/O为37/6点。但由于MCP一般直接通过扁平电缆与PP 72/48紧凑型I/O模块连接,PP 72/48模块上用来连接MCP的2个I/O连接器一般不再用于机床I/O连接,因此,MCP实际需要占用6字节48点输入和4字节32点输出。
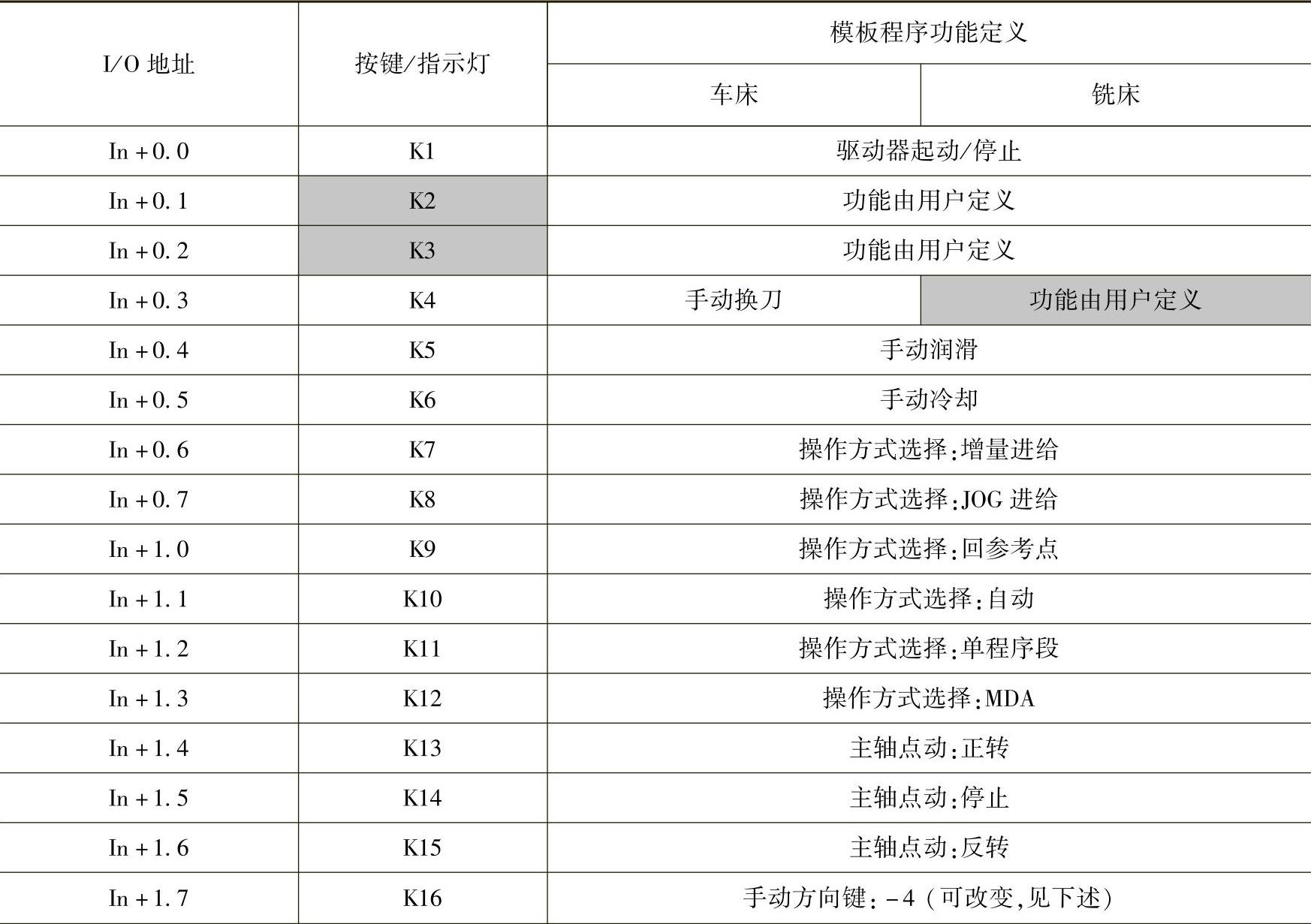
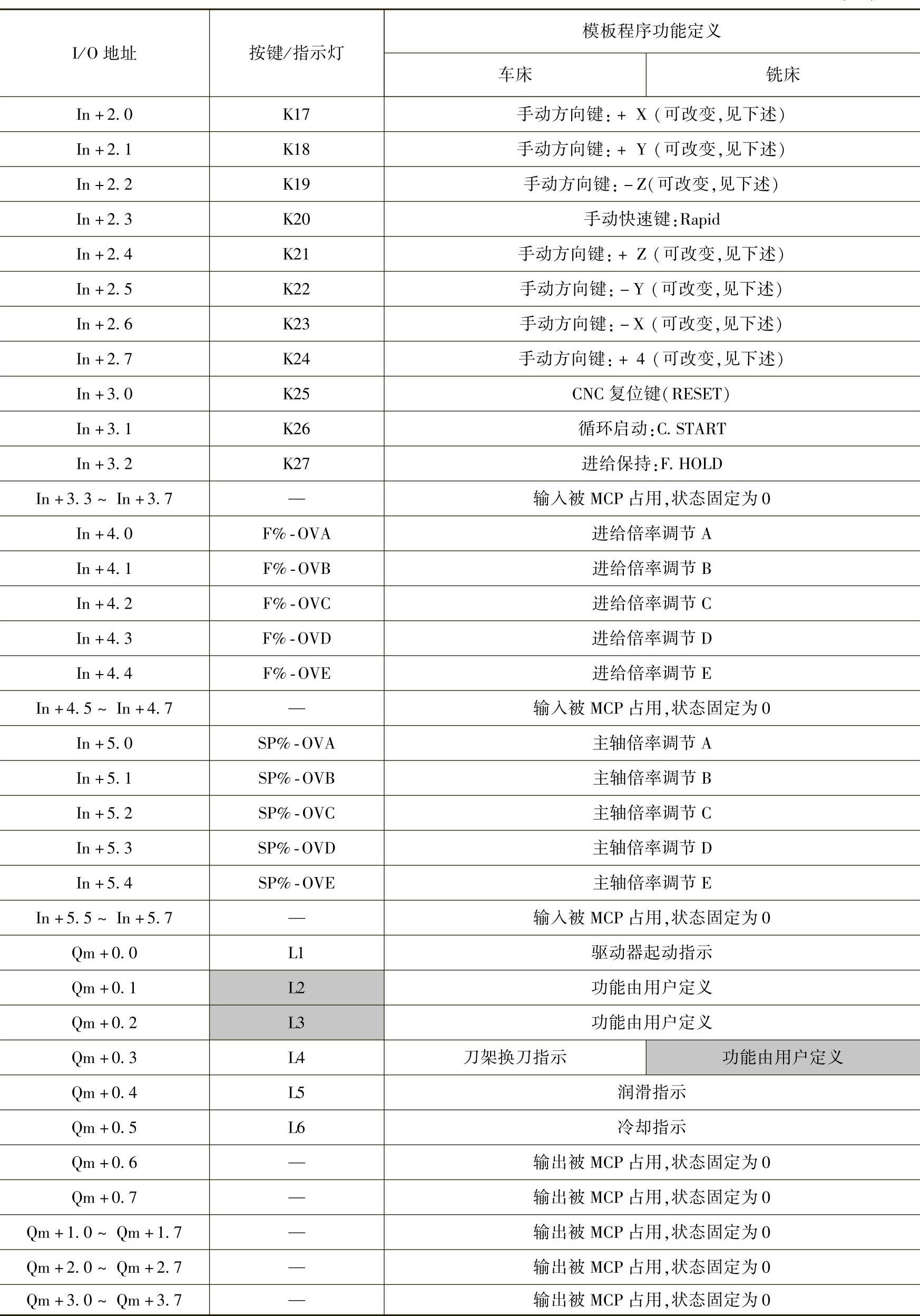
802D的MCP实际I/O地址及使用802D模板程序时的按键/指示灯的功能定义如表4.3-2所示,按键K和指示灯L的编号可参见图4.2-5a。
表4.3-2 802D的MCP I/O地址表
(续)
2.手动方向键定义
802D不同版本CNC的子程序设计差异较大。在部分子程序库上,手动方向键可通过后述的用户数据MD14510[28]~[31]的设定选择;在有的子程序库上,进给轴的手动方向键调整,则需要通过子程序SRB34(802D_MCP)调用指令,利用子程序局部变量LW8(Xcross)的赋值进行设定。
利用SRB34局部变量LW8(Xcross)设定手动方向键时,Xcross设定值所对应的手动方向键布局如图4.3-4所示。从机床结构布局和操作习惯方面考虑,图4.3-4a所示的布局较适合于刀架后置的数控车床(如斜床身车床);图4.3-4b所示的布局较适合于刀架前置的数控车床(如平床身车床)。而图4.3-4c所示的布局则较适合于Z轴为主轴箱移动的立式数控镗铣床;图4.3-4d所示的布局,较适合于Z轴为工作台升降的立式升降台数控铣床。
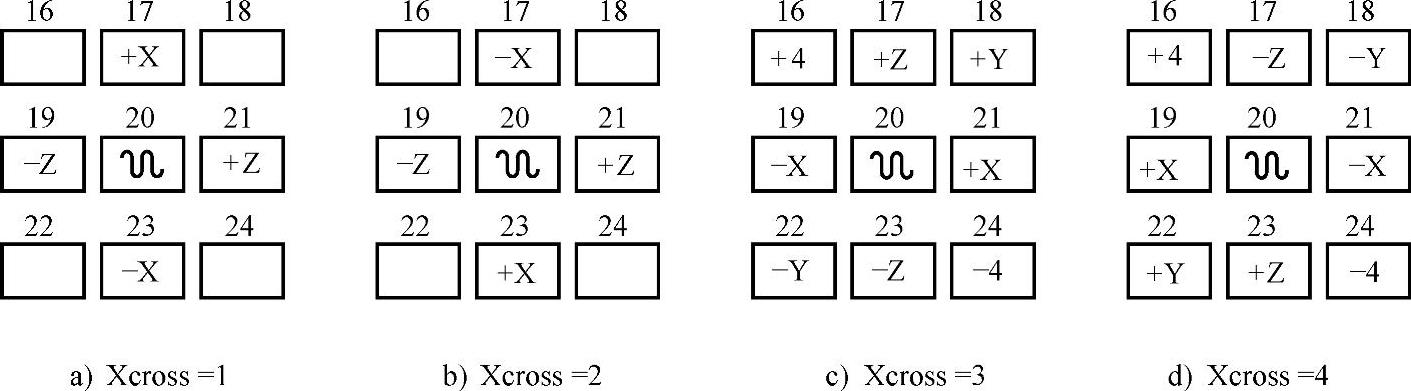
图4.3-4 手动方向键布局选择(https://www.xing528.com)
如果以上布局不适合实际的机床(如卧式数控镗铣床),则需要将子程序SRB34(802D_MCP)的局部变量Xcross设定为5,然后,通过用户程序的设计,改变SRB34的局部变量LB2(PB_2)的赋值,改变手动方向键的布局,相关内容可参见本书后述的程序设计典例部分。
3.中间变量V定义
802D的MCP具有明确的I/O地址,因此,在进行PLC程序设计时,实际并不需要使用变量V。但是,为了使得信号的地址分布能够与810D/840D等CNC的MCP统一、增加程序的通用性,在802D子程序库中,可通过MCP处理子程序SBR34(MCP_802D),将MCP的I/O信号,转换成9字节/72点PLC变量VB10000000~VB10000008;将CNC的工作状态信号,转换为6字节/48点PLC变量VB11000000~1100005的输出。
因此,如PLC程序调用了子程序SBR34(MCP_802D),变量VB10000000~10000008可像MCP输入信号一样,用于CNC操作方式选择、倍率调节、手动进给等控制;而变量VB11000000~11000005则可像PLC输出一样,用于CNC状态指示或监控。此外,由于以上变量只是SBR34子程序生成的中间状态,故在PLC程序中可进行读/写操作。
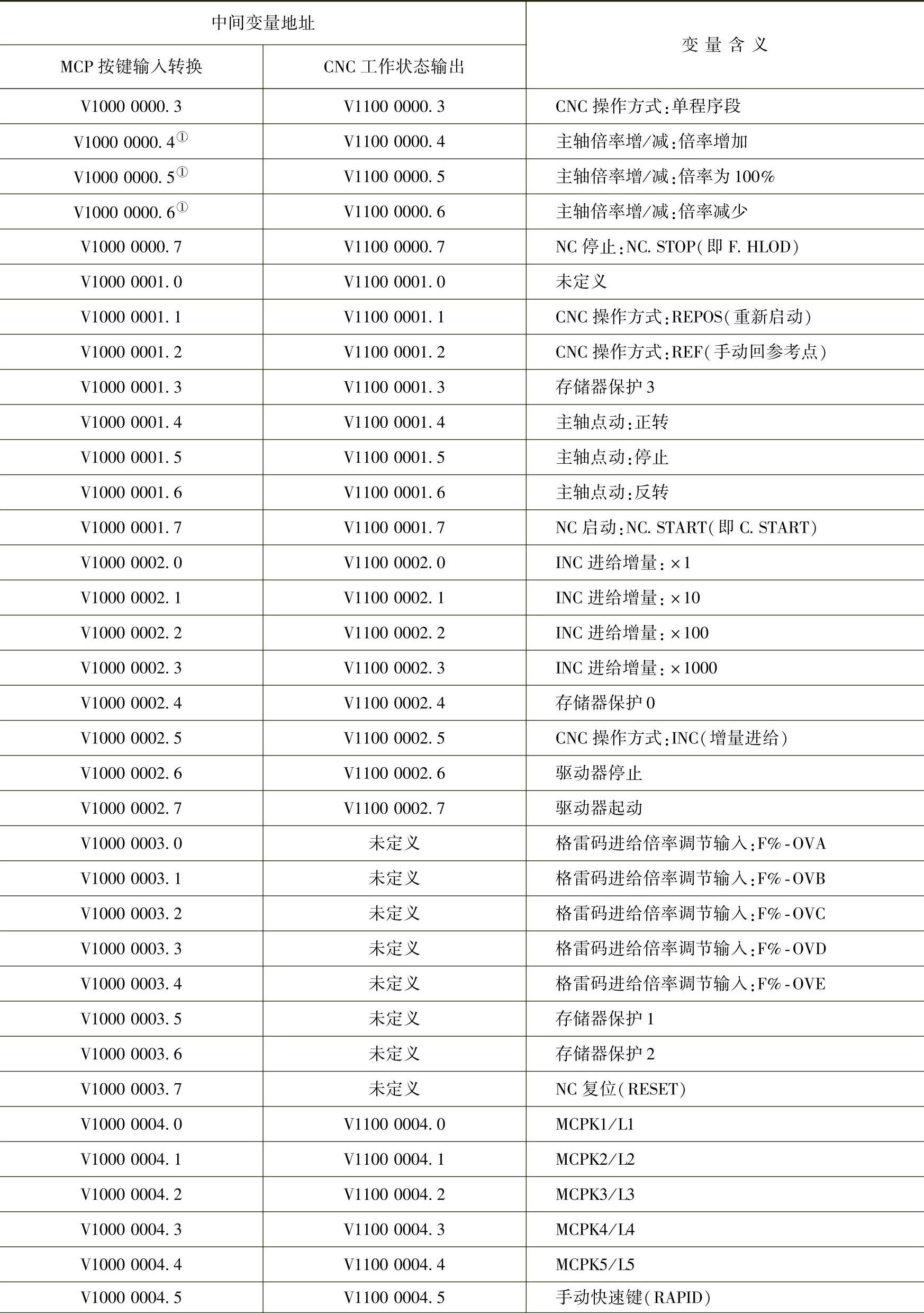
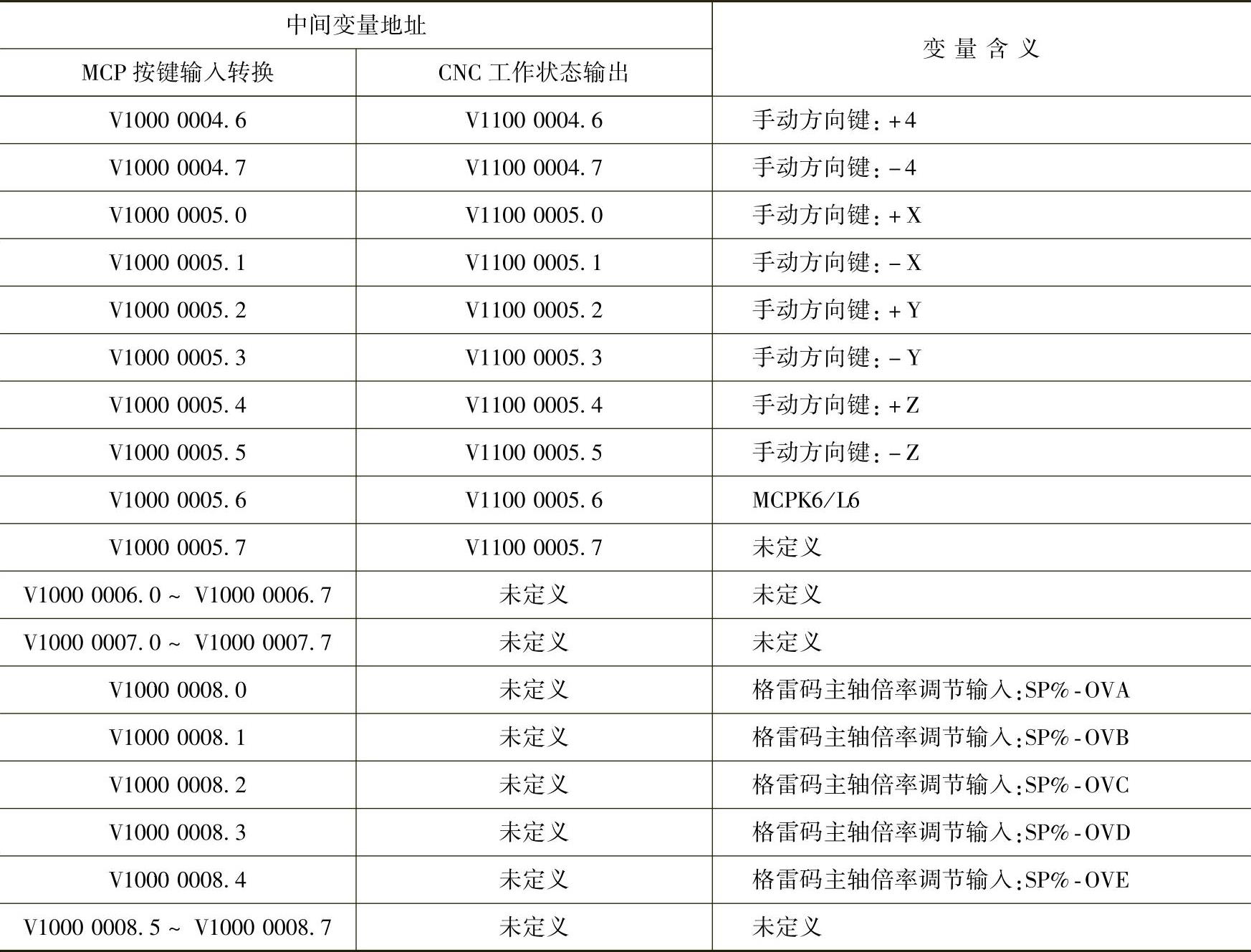
802D的MCP信号转换变量V的含义如表4.3-3所示。
表4.3-3 802D的MCP中间变量V定义表

(续)
(续)
①在部分版本上不能使用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。