



PLC程序的设计与CNC的电气连接、特别是I/O信号的连接密切相关,因此,设计与阅读PLC程序时,应全面了解CNC组成部件的连接情况。如果使用SIEMENS所提供的模板程序,则需要按照模板程序的要求连接PLC的I/O信号。
1.802S/C系统组成
802S/C系列CNC先后推出了802S/C、802Se/Ce、802S base line/C base line等型号,其组成和连接要求稍有不同,说明如下。
1)802S。802S系列CNC是SIEMENS经济型数控产品,主要用于3轴以下的国产经济型数控机床控制,系统的主要组成部件如图4.2-1所示。
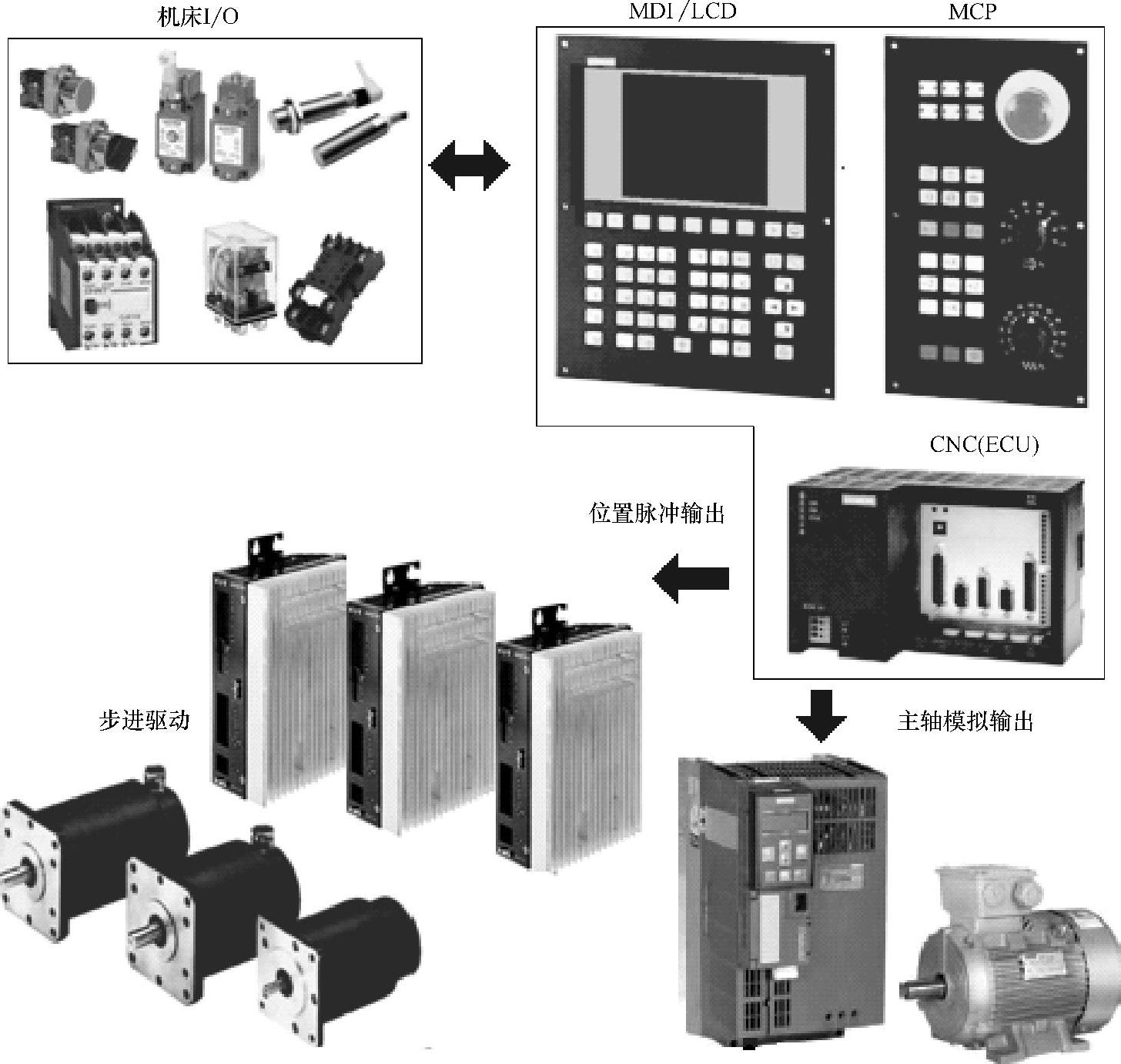
图4.2-1 802S系统组成
802S系列CNC使用步进电动机驱动,但实际上它和普及型CNC一样,可输出位置指令脉冲和主轴模拟量。因此,作为拓展应用,例如在数控机床改造时,也可连接通用型伺服驱动器,以构成普及型CNC系统,以解决步进电动机的失步问题,提高输出转矩、改善数控机床进给系统的综合性能。
2)802C。802C系列CNC是SIEMENS最简单的全功能型数控产品,主要用于3轴以下的国产简单数控机床的控制。802C通常配套早期的SIMODRIVE 611U、SIMODRIVE base line等经济型、模拟量控制的交流伺服/主轴驱动系统,在对主轴性能要求不高的机床上,主轴也可选择通用变频器驱动。802C系统的主要组成部件如图4.2-2所示。

图4.2-2 802C系统组成
2.802S/C系统连接
802S/C系列CNC的结构和电气连接要求,在不同时期推出的802S/C、802Se/Ce、802S base line/C base line等产品中有较大的不同。例如,最初的802S/C采用的是CNC(又称ECU,Economical Control Unit)、MDI/LCD、机床操作面板(MCP)分离型结构;后期的802Se/Ce和802S base line/C base line则采用的是CNC(ECU)、MDI/LCD、MCP集成式结构等。
802S、802C系列CNC的连接总图分别如图4.2-3和图4.2-4所示。其中,早期分离型的802S/C需要通过CNC随机提供的配套电缆,连接CNC(ECU)、MDI/LCD、MCP,机床的I/O信号连接到ECU单元上;后期的集成式802Se/Ce和802S base line/C base line的CNC(ECU)、MDI/LCD、MCP集成一体,三者间的连接已在内部完成,机床的I/O信号直接连接到集成CNC单元上。
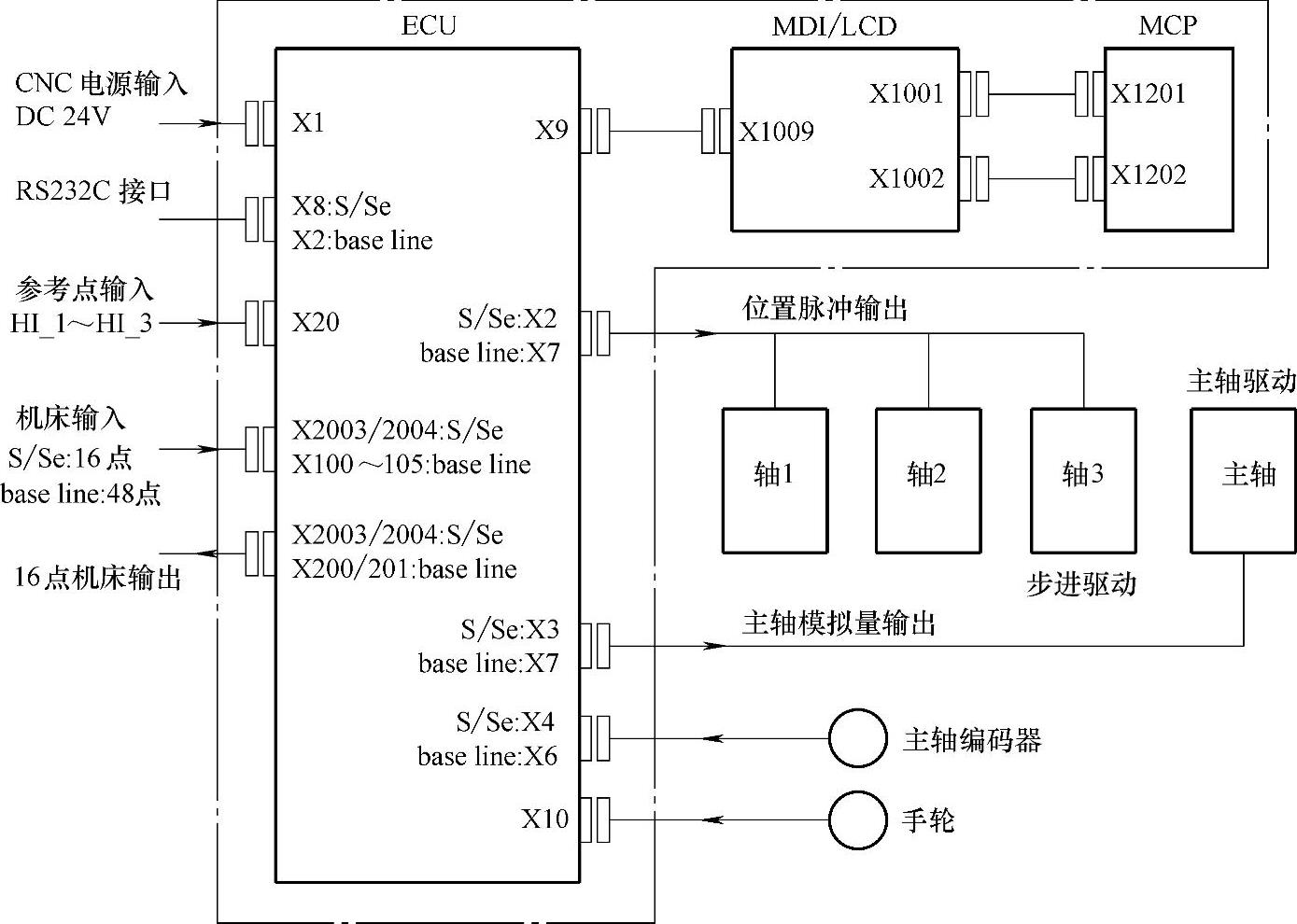
图4.2-3 802S系统连接
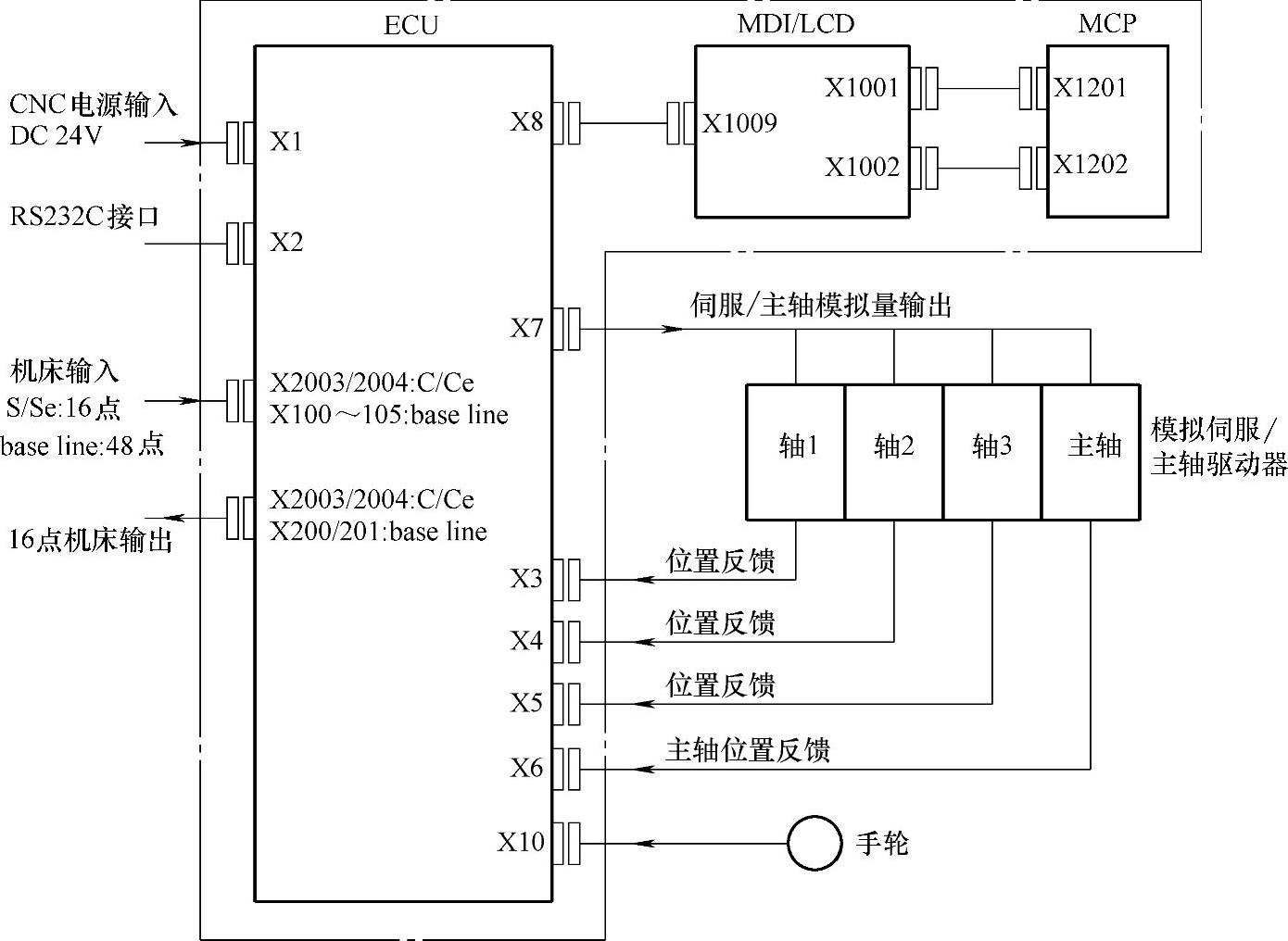
图4.2-4 802C系统连接(https://www.xing528.com)
3.机床I/O连接
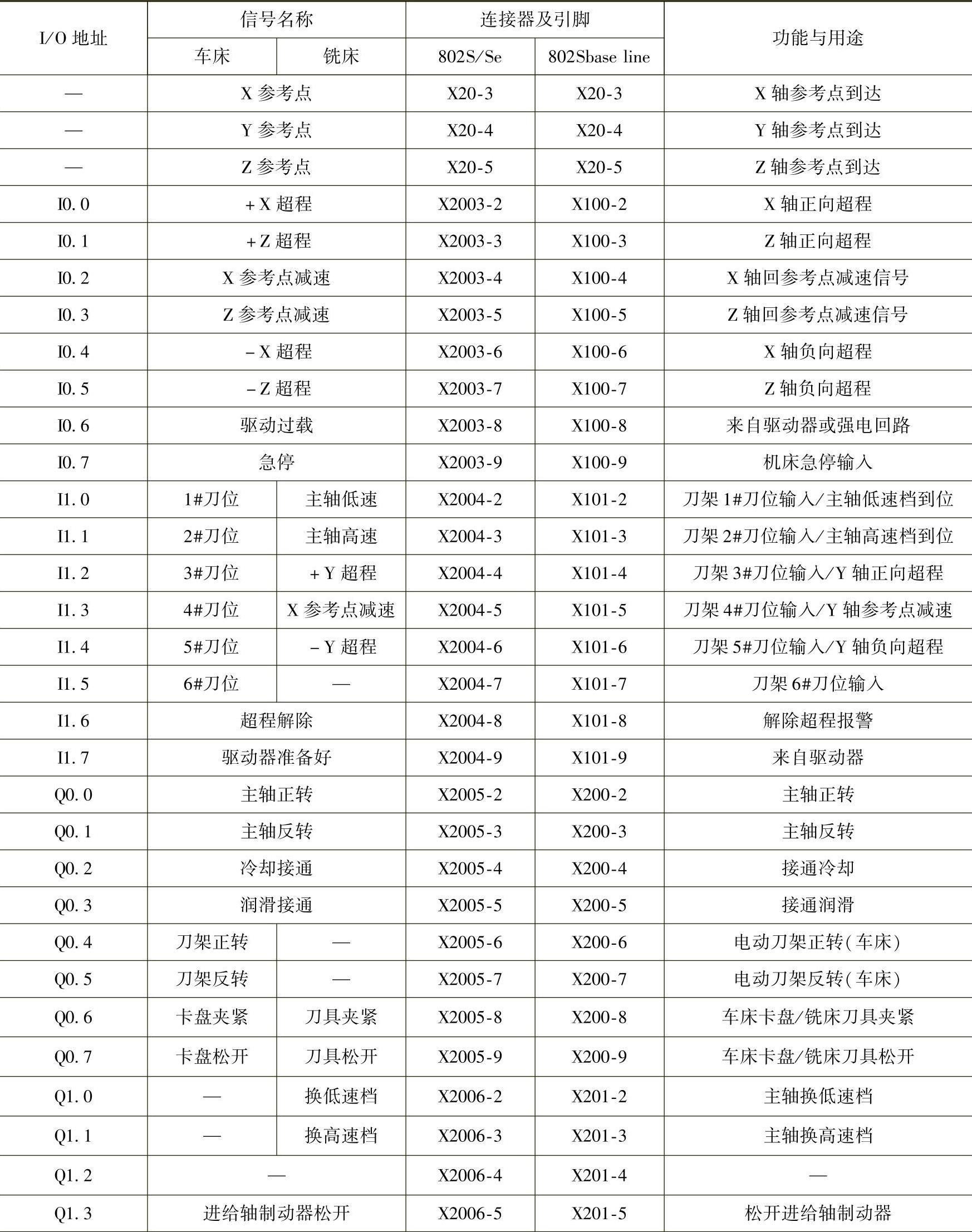
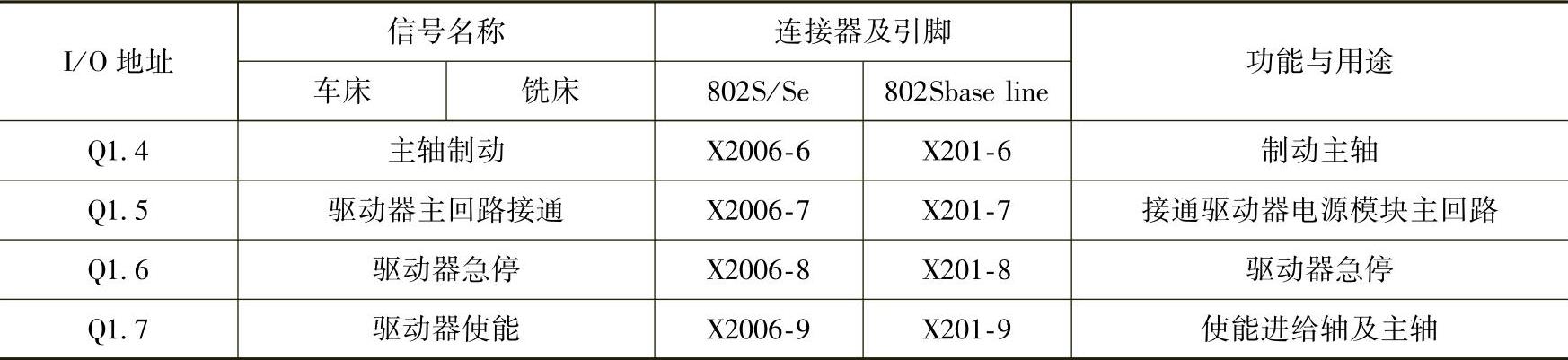
802S/C、802Se/Ce、802S base line/C base line系列CNC所使用的子程序库和模板程序相同,因此,其机床I/O信号的连接要求一致,使用SIEMENS模板程序时,机床I/O信号应按表4.2-1连接。
表4.2-1 802S/C系列CNC的I/O信号连接表
(续)
在802S/C模板程序中,表4.2-1中的I/O信号可根据机床的实际需要,通过CNC机床参数(Machine Data)中的用户数据(USER_DATA)MD14512[0]~14512[7]设定,对信号及极性进行如下选择。
MD14512[0]bit0~bit7:I0.0~I0.7输入信号选择。设定0,对应的输入信号无效;设定1,输入信号有效。
MD14512[1]bit0~bit7:I1.0~I1.7输入信号选择,设定方法同MD14512[0]。
MD14512[2]bit0~bit7:I0.0~I0.7输入极性选择。设定0,对应的输入为常开触点输入;设定1,为常闭触点输入。
MD14512[3]bit0~bit7:I1.0~I1.7输入极性选择,设定方法同MD14512[2]。
MD14512[4]bit0~bit7:Q0.0~Q0.7输出信号选择。设定0,对应的输出信号无效;设定1,输出信号有效。
MD14512[5]bit0~bit7:Q1.0~Q1.7输出信号选择,设定方法同MD14512[4]。
MD14512[6]bit0~bit7:Q0.0~Q0.7输出极性选择。设定0,PLC状态“1”的输出为DC24V;设定1,输出为0V。
MD14512[7]bit0~bit7:Q1.0~Q1.7输出极性选择,设定方法同MD14512[6]。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。