



【摘要】:子程序库中的子程序可根据机床的实际需要选择,并通过PLC程序中的管理块OB1进行调用。以802D为例,对于不同类型的数控机床上,其子程序的选择和调用方法如下。表4.1-3 车削类数控机床子程序选择参考表(续)注:“●”表示需要;“○”表示根据实际情况选择;“×”表示不需要。例如,图4.1-1中的CNC初始化子程序PLC_INI由PLC首次循环脉冲SM0.1调用,它只在CNC开机时执行1次。
子程序库中的子程序可根据机床的实际需要选择,并通过PLC程序中的管理块OB1进行调用。一般而言,子程序库中的CNC初始化子程序SBR32(PLC_INI)只需要在PLC的第1次循环中调用,其他子程序则需要在每1次PLC循环都予以调用。
CNC配套提供的模板程序提供了普通数控车床或铣床的子程序选择与调用样例,用户也可根据自己的要求,通过修改OB1,对子程序进行重新组织。以802D为例,对于不同类型的数控机床上,其子程序的选择和调用方法如下。
1.车削类数控机床
车削类数控机床可根据机床的配置,按表4.1-3选择子程序,并通过OB1调用。
表4.1-3 车削类数控机床子程序选择参考表

(续)
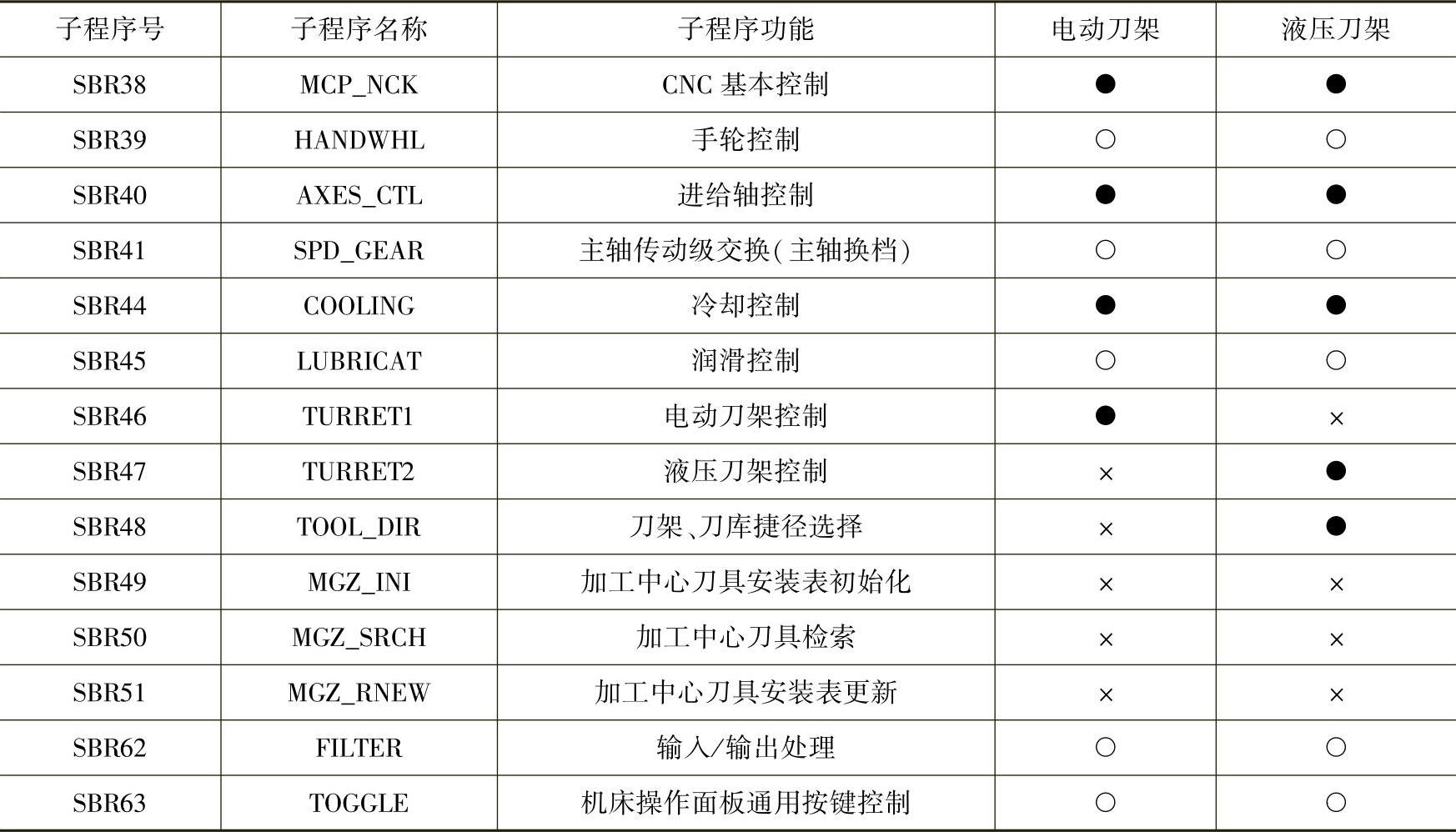
注:“●”表示需要;“○”表示根据实际情况选择;“×”表示不需要。
2.镗铣类数控机床
镗铣类机床可根据机床的配置,按表4.1-4选择子程序,并通过OB1中调用。(https://www.xing528.com)
表4.1-4 镗铣类数控机床子程序选择参考表
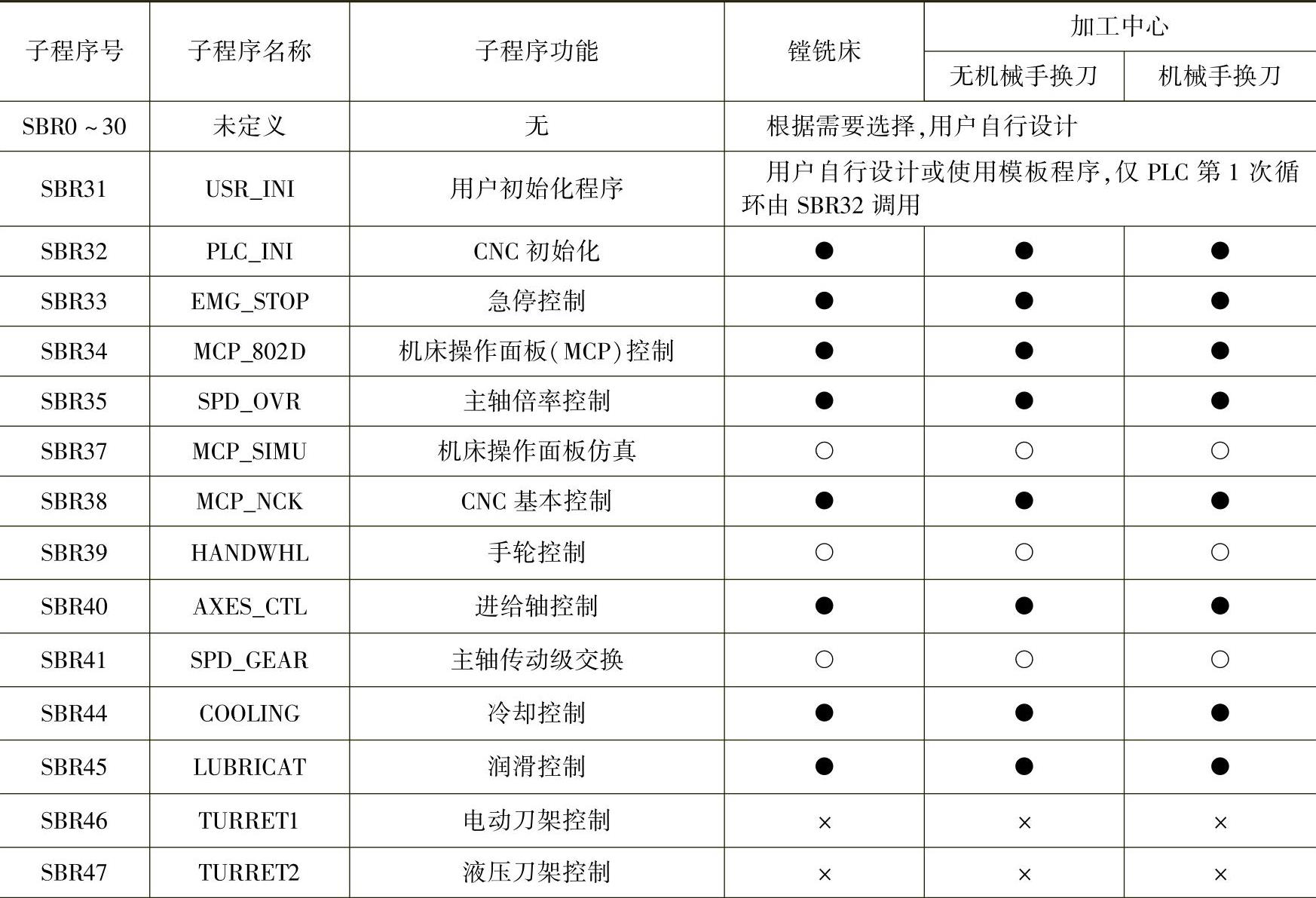
(续)
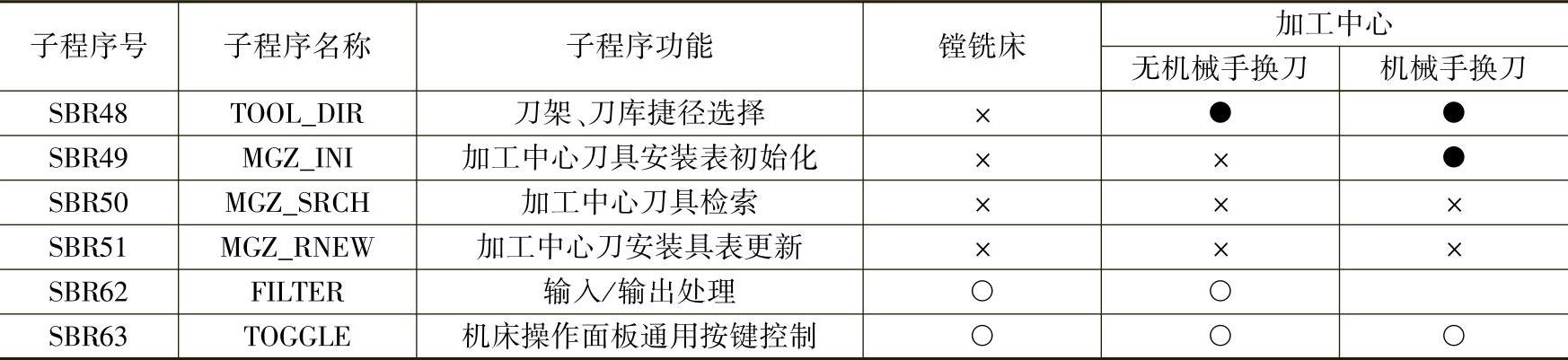
注:“●”表示需要;“○”表示根据实际情况选择;“×”表示不需要。
3.子程序调用
所选定的子程序可通过OB1的编程进行调用,其程序格式如图4.1-1所示。
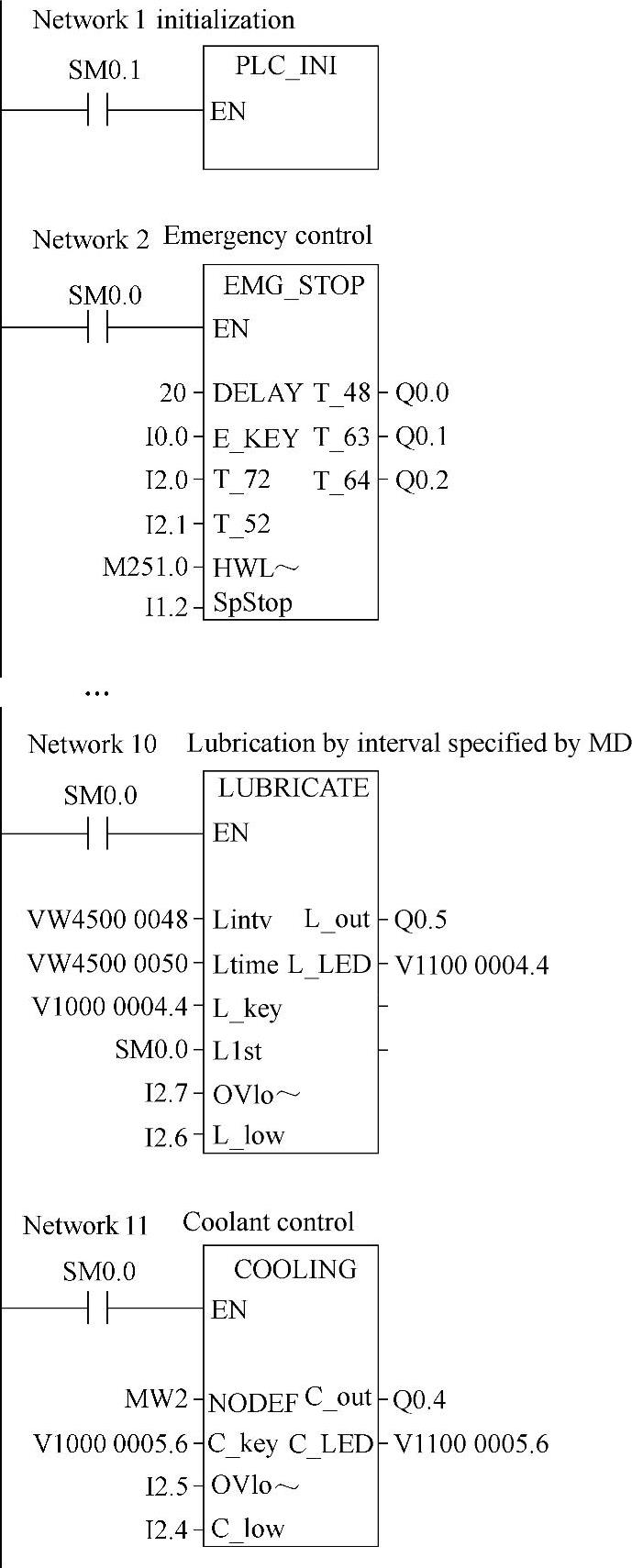
图4.1-1 子程序调用程序OB1
子程序在控制端EN=1时调用和执行,因此,可通过EN端的编程对不同的子程序设置各种调用条件。例如,图4.1-1中的CNC初始化子程序PLC_INI(SBR32)由PLC首次循环脉冲SM0.1调用,它只在CNC开机时执行1次。而急停子程序EMG_STOP(SBR33)等则通过状态恒为1的系统标志位SM0.0调用,故可在PLC运行时始终予以执行等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。