



1.基本说明
PLC的编程指令总体可分为简单逻辑处理指令与功能指令两类。简单逻辑处理指令用来实现开关量信号(二进制位信号)的“读入”、“输出”及“与”、“或”、“非”等逻辑操作,在梯形图上,它们可用触点、线圈、连线等基本符号表示。功能指令用来实现定时、计数、字节/字/双字逻辑处理、数据比较、代码转换、数学运算、传送、移位等功能,指令由指令代码、控制输入、操作数、执行状态输出、结果存储器等部分组成,在利用梯形图编程时,需要用“功能指令框”或“功能触点”来表示。
总体而言,CNC集成PLC的功能低于同型号的通用PLC,因此CNC集成PLC编程时,只能使用同型号PLC的部分指令。例如,802S/802C/802D集成的S7-200PLC不能使用S7-200通用型PLC的大于/小于/不等于比较、循环移位、BCD/ASCII/字符串代码转换、三角函数运算、指数/对数运算等相对较复杂的功能指令。
2.简单逻辑处理指令
简单逻辑处理指令由操作码与操作数两部分组成,举例如下:

指令中的操作码又称指令代码,它用来定义CPU需要执行的操作。在用指令表编程时,操作码由英文字母或者字符代表,如“A”、“O”、“=”分别表示“与”、“或”、结果输出等。在梯形图上,操作码直接用触点、线圈、连线等基本符号表示,如“与”、“或”运算以触点的串、并联表示,“非”运算以常闭触点表示,结果输出以线圈表示等。
PLC的操作数又称操作对象,在简单逻辑处理指令中以“地址”的形式指定,如I1.5代表第2字节输入信号的第6位(bit5)等。在梯形图上,操作数直接标注在符号上方。
通俗地说操作码告诉CPU要做什么,而操作数则告诉CPU用什么去做。
3.功能指令
功能指令在梯形图编程上用图3.1-5所示的功能指令框表示,SIEMENS PLC的功能指令框通常由指令代码、输入、输出组成。在指令框内部,指令代码标记在上方,输入标记在左侧,输出标记在右侧,三者的作用与含义如下。
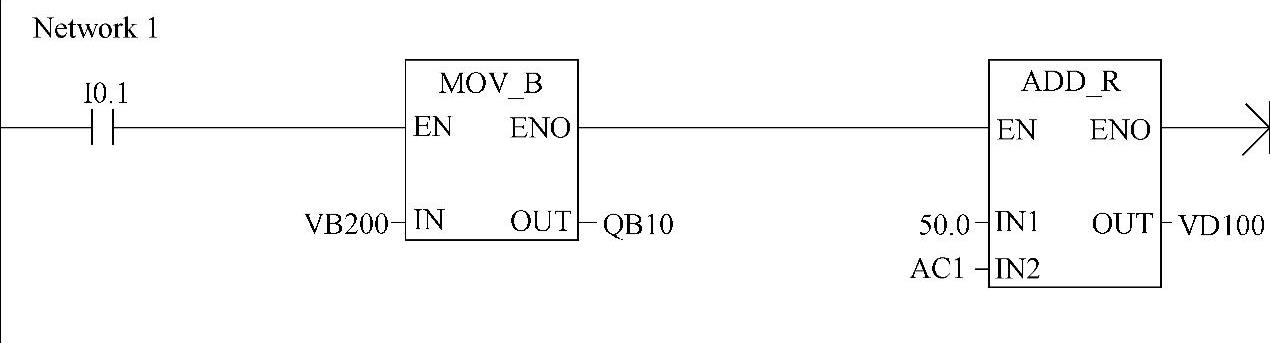
图3.1-5 功能指令框(https://www.xing528.com)
指令代码:指令代码用来表示指令的功能,如MOV_B表示字节移动指令,ADD_R表示实数加法指令等。
控制输入:控制输入又称指令使能端,它以EN标记。功能指令只有在EN状态为1时才能执行。
操作数输入:操作数输入用IN表示,操作数可以为1个或多个,多个操作数依次用以IN1、IN2、…表示。操作数可以是地址,也可以是常数。
执行输出:指令执行输出又称指令使能输出端,它以ENO标记,部分功能指令无ENO输出。ENO在控制输入EN为1、且功能指令已正常执行完成后,输出1状态。ENO输出可用来驱动线圈或作其他功能指令的控制输入EN,当ENO作为其他功能指令的EN输入时,可实现多条功能指令的串联,这种控制方式称功能指令的级联。
结果输出:结果输出用OUT标记,它用来指定保存指令执行结果的存储器地址。
4.功能触点
SIEMENS PLC的比较指令在梯形图上用图3.1-6所示的功能触点表示。触点的上部为比较数据,下部为比较基准,中间部分表示指令执行的操作。
比较操作以数学符号表示,如“>=(大于等于)”、“==(等于)”等,功能触点可以像输入、输出触点那样在梯形图中进行串、并联等编程与使用。图3-1.6中的第一个功能触点在(VB200)≥30时接通;第二个功能触点在(VB10)=1时接通。
CNC集成S7-200PLC一般只能使用等于(==)、大于等于(>=)和小于等于(<=)3种比较操作;S7-200通用PLC的不等于(<>)、小于(<)、大于(>)比较以及字符串比较(==S、<>S)等比较指令,不能用于集成S7-200PLC的编程。
SIEMENS802等CNC集成S7-200PLC常用的功能指令可参见附录A。
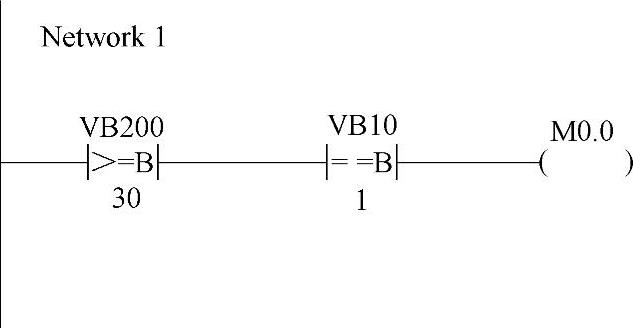
图3.1-6 功能触点
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。