



1.产品概况
SINUMERIK 808D/828D是SIEMENS公司近年开发的CNC新产品,产品的外观相似,但性能完全不同。
基本上说,808D属于802S的升级产品,828D是802C/D的升级产品。808D与国产普及型CNC一样,只是以通用伺服驱动代替了802S的步进驱动,它可解决步进电动机的失步问题,但也不能通过CNC实现坐标轴的闭环位置、速度控制功能,故只能用于轮廓加工精度要求不高的普及型数控机床控制。828D属于全功能型数控,它可用于普通车削(T型)和镗铣(M型)类数控机床的控制。
808D/828D和802S/C/D的结构有较大不同。808D/828D采用了类似FANUC-0iC/D的CNC/LCD/MDI集成一体式结构,CNC/LCD/MDI基本单元均有水平或垂直布置两种形式,并可根据需要配套相应的机床操作面板。808D的LCD为7.5in彩色、828D基本型为8.4in彩色、828D标准型或高性能型为10.4in彩色。
808D和828D配套的驱动器完全不同。808D与国产普及型CNC一样,只能输出位置给定脉冲,因此,必须配套本身带有位置控制功能的通用型伺服驱动器,如SIEMENS公司的SINAMICS V60/V70或安川、三菱等公司的通用型伺服驱动器。828D为全功能型数控,需要通过CNC进行坐标轴的闭环位置、速度控制,故需要选配SIEMENS公司的SINAMICS S120系列模块化结构交流伺服/主轴驱动器或SINAMICS S120Combi系列交流伺服/主轴集成一体的紧凑型驱动器。
2.808D普及型CNC
808D是SIEMENS公司近年针对中国市场特殊需要所开发的普及型CNC产品,基本单元采用CNC/LCD/MDI集成一体化结构,显示器为7.4in彩色,系统的主要组成部件如图1.4-2所示。
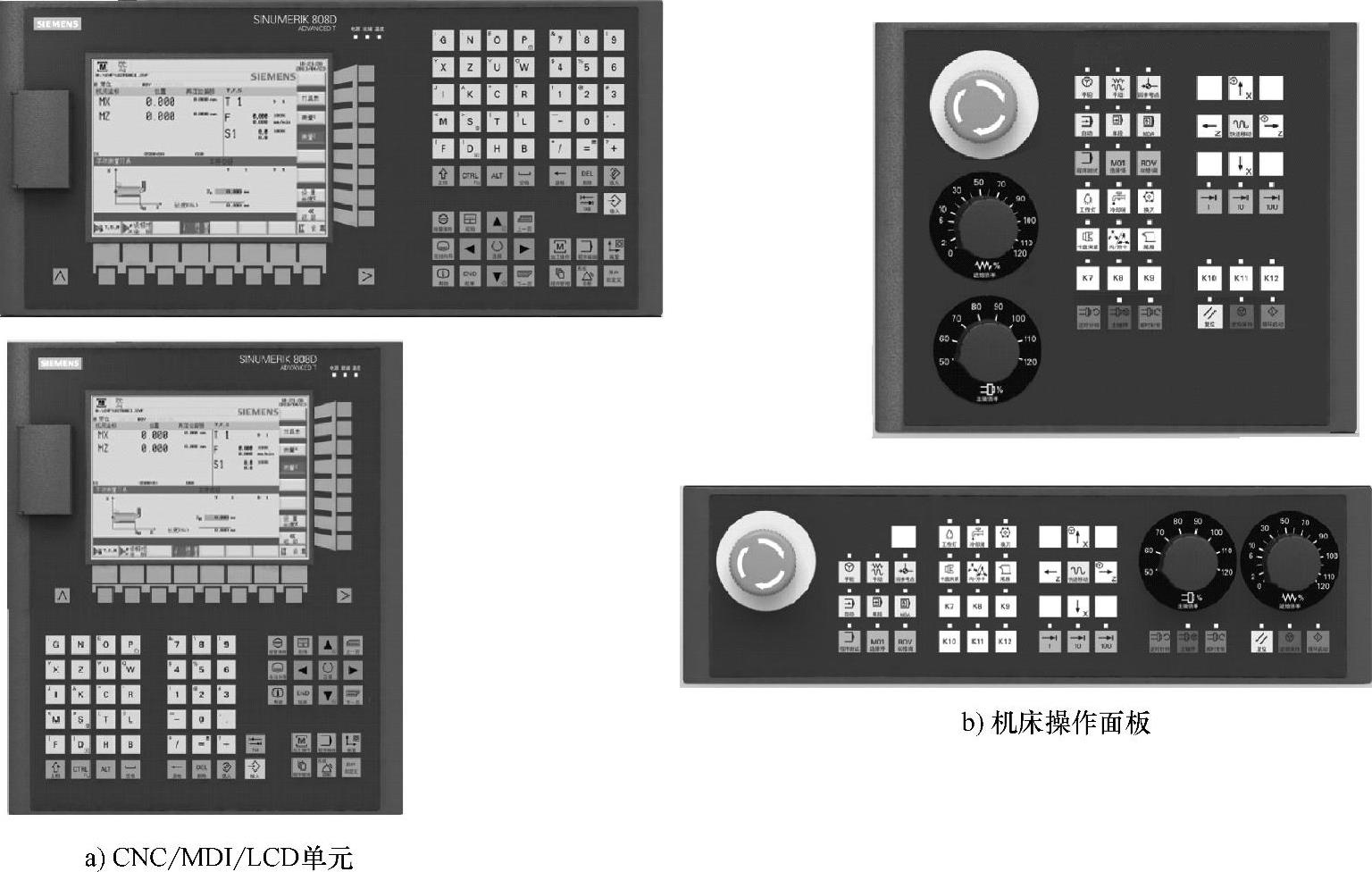
图1.4-2 SIEMENS 808D组成部件
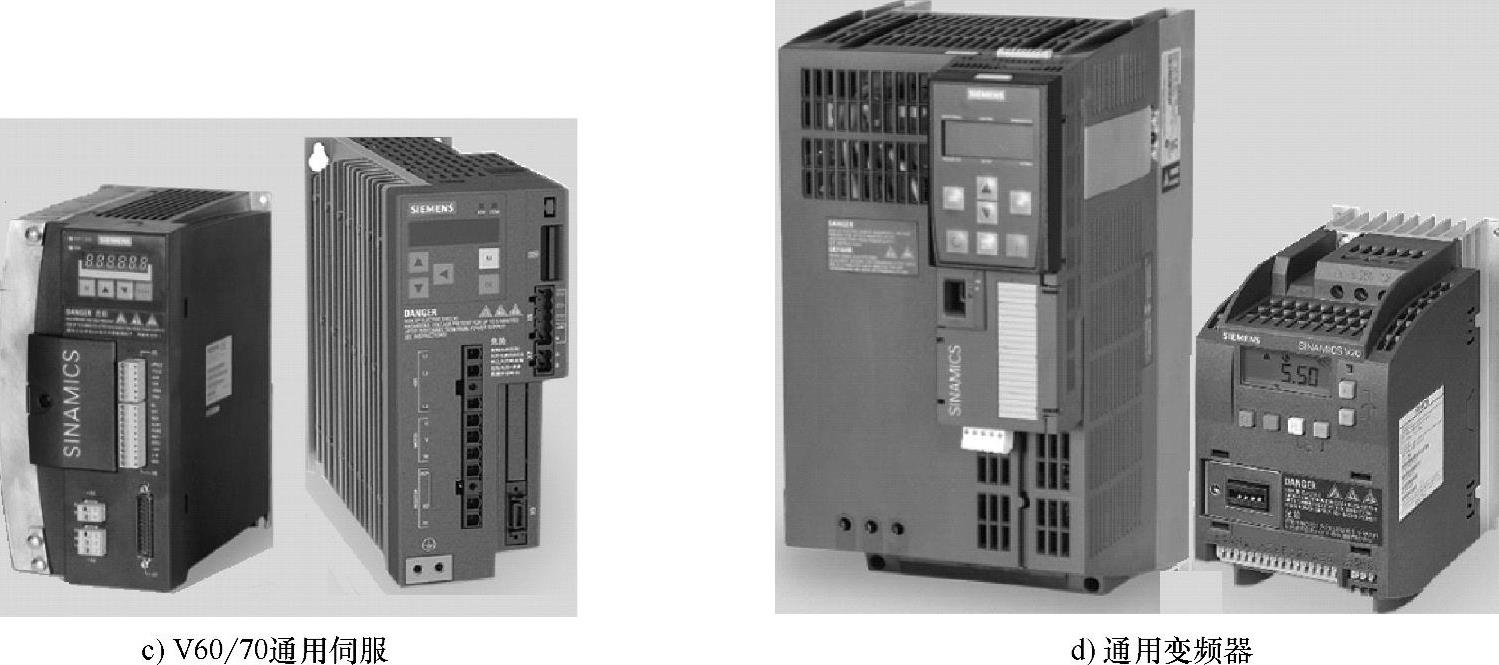
图1.4-2 SIEMENS 808D组成部件(续)
808D可根据需要选配SIEMENS配套提供的机床操作面板(简称MCP)、SINAMICS V60/V70系列通用交流伺服及其配套的1FL5/1FL6伺服电动机、主轴驱动可选择SIEMENS公司通用变频器。由于808D只是一种普及型数控系统,因此,也可采用其他公司生产的通用伺服、变频器。
808D有T型和M型两种产品,T型带有2轴位置给定脉冲输出接口,可用于普及型车床控制;M型带有3轴位置给定脉冲输出接口,可用于普及型镗铣床控制。两种产品均具备主轴转速模拟量输出和主轴编码器接口,实现螺纹车削和攻螺纹功能。图1.4-3为普及型数控车床控制的808D典型结构。
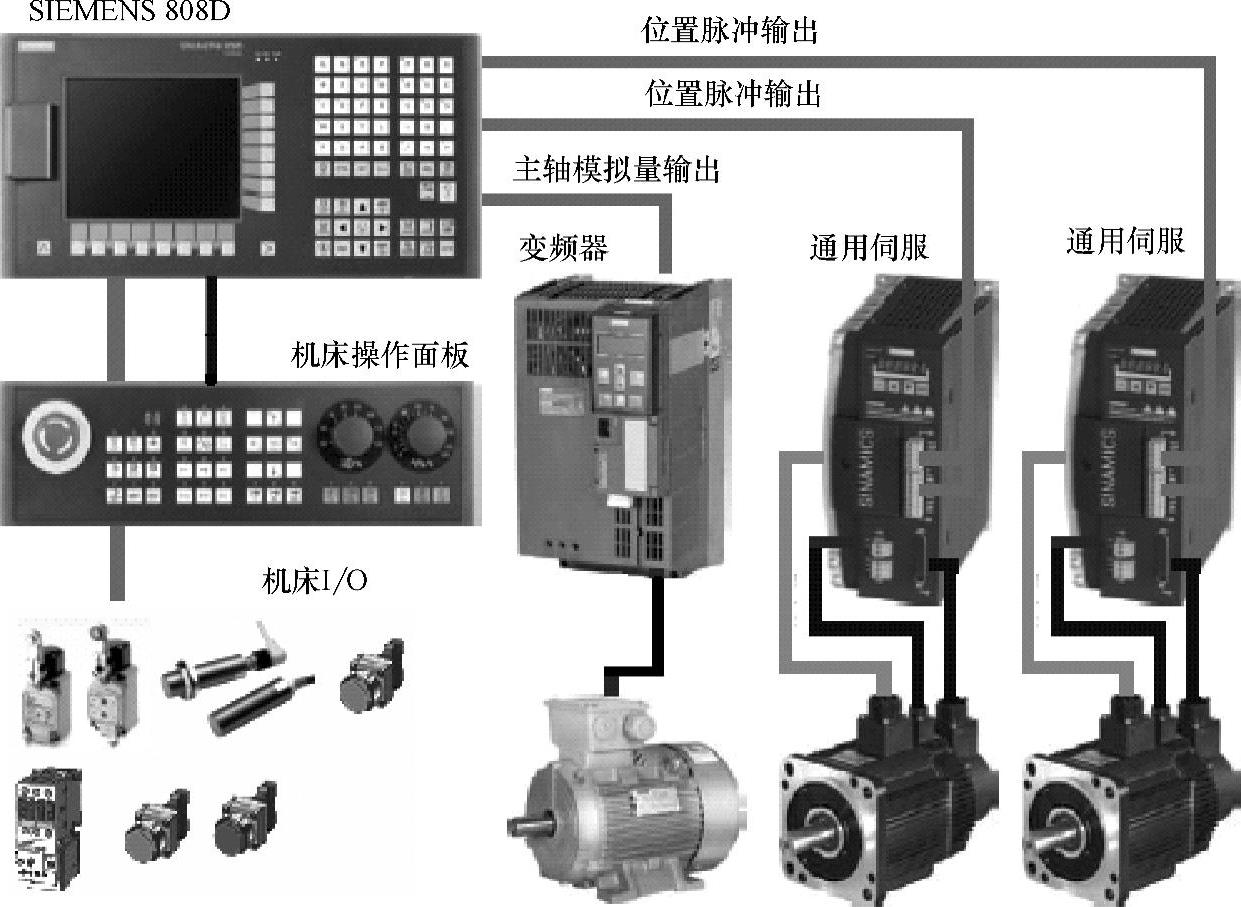
图1.4-3 SIEMENS 808D系统组成
与国产普及型CNC相比,808D的PLC功能较强,CNC集成有S7-200 PLC功能,梯形图程序容量为4000步,内部继电器为2048点,定时/计数器分别为64/32点,CNC(PLC)最大可连接的I/O点数为72/48点。
3.828D全功能型CNC(https://www.xing528.com)
828D是SIEMENS公司近年开发、用于普通数控机床控制的全功能型CNC产品,基本单元采用CNC/LCD/MDI集成一体化结构。系统的主要组成部件如图1.4-4所示。
828D的CNC/LCD/MDI基本单元带有两个PROFINET网络接口PN1和PN2,PN1可用来连接带网络接口的机床操作面板,如MCP 310C PN、MCP483C PN等,PN2可用来连接带网络接口的紧凑型I/O模块PP 72/48D PN,以连接机床输入/输出。
828D系统一般配套SINAMICS S120Combi系列紧凑型伺服/主轴集成驱动器,并选用经济型的1FK7系列伺服电动机和1PH8系列主轴电动机,驱动器和CNC基本单元可通过Drive-CliQ总线连接。如果需要,CNC基本单元还可通过Drive-CliQ总线扩展接口连接第6~8轴驱动器和分离型检测单元;分离型检测单元可用于外置式光栅、编码器等位置测量装置的连接。
图1.4-4 SIEMENS 808D组成部件
828D有车削类机床控制用的T型和镗铣类机床控制用的M型两大类产品,两类产品根据CNC处理器PPU(Panel Processing Unit)的性能,又分828D基本型(PPU240/241)、828D标准型(PPU260/261)、828D高性能型(PPU280/281)3种规格,3种规格产品的主要特点和区别如下。
1)基本型。828D基本型为8.4in彩色显示,最大可控制5轴(4轴伺服+主轴或5轴伺服),实现4轴联动,可用于普通数控机床的控制。基本型CNC的加工程序存储器容量为1MB,预处理程序段为50段,刀具补偿点数最大为80。CNC集成S7-200 PLC的梯形图程序容量为24000步,内部继电器为4096点,定时/计数器分别为128/64点。CNC最大可连接3个带网络接口的PP 72/48D PN紧凑型I/O模块,最大I/O点数为216/144点。如需要,还可选配6通道模拟量输入/输出模块。
2)标准型。828D标准型为10.4in彩色显示,最大可控制6轴(5轴伺服+主轴或6轴伺服),实现4轴联动,可用于标准数控机床的控制。标准型CNC的加工程序存储器容量为3MB,预处理程序段为100段,刀具补偿点数最大为128。CNC最大可连接4个带网络接口的PP 72/48D PN紧凑型I/O模块,最大I/O点数为288/192点。
3)高性能型。828D高性能型为10.4in彩色显示,M系列最大可控制6轴(5轴伺服+主轴或6轴伺服),4轴联动,T型可通过扩展模块控制8轴(7轴伺服+主轴或8轴伺服)控制,4轴联动,产品可用于性能较高的标准数控机床控制。高性能CNC的加工程序存储器容量为5MB,预处理程序段为150段,刀具补偿点数最大为256。CNC最大可连接5个带网络接口的PP 72/48D PN紧凑型I/O模块,最大I/O点数为360/240点。
4.主要性能
808D、828D系列CNC的主要技术性能如表1.4-2所示。
表1.4-2 SIEMENS 808D/828D主要技术性能简表
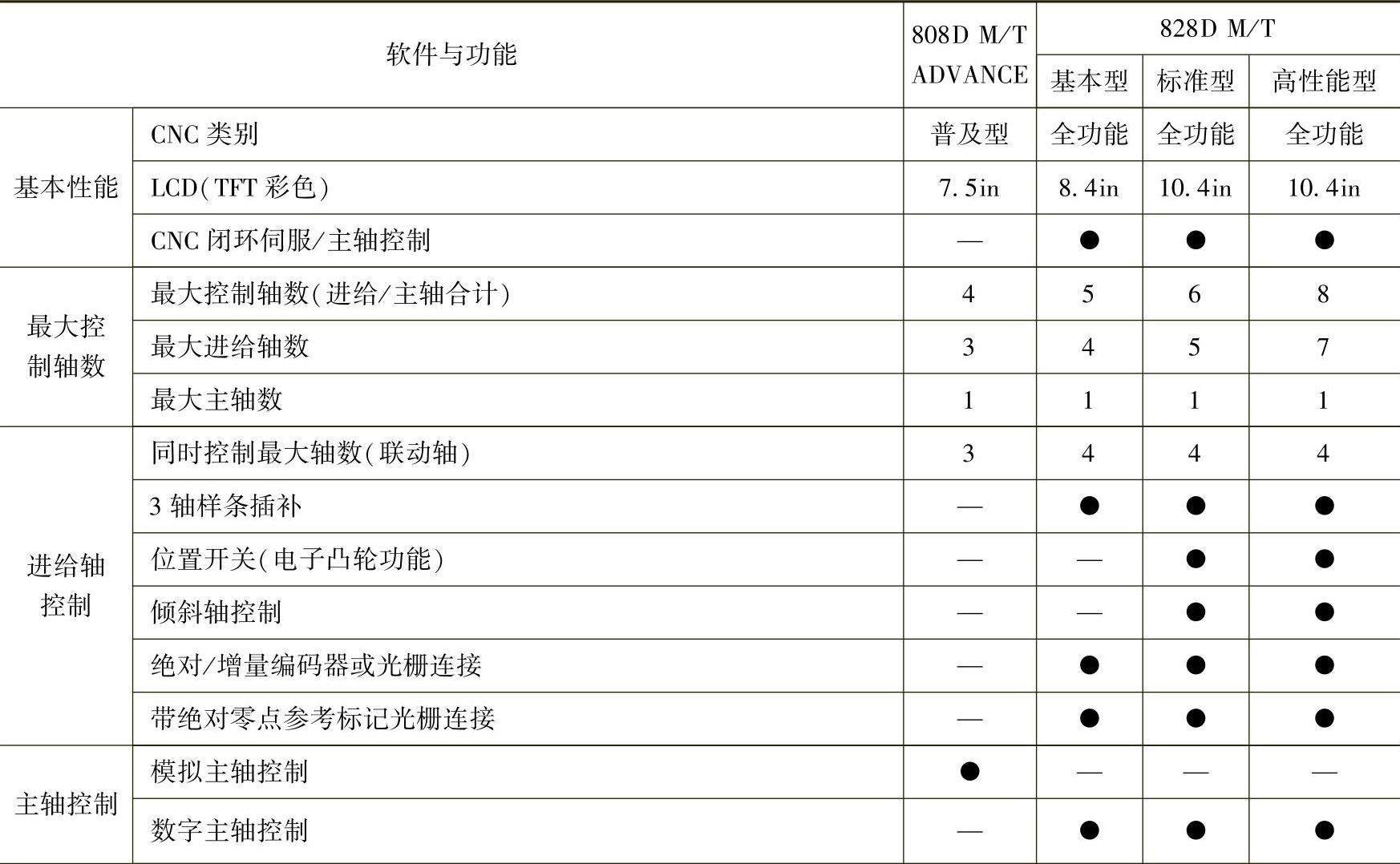
(续)
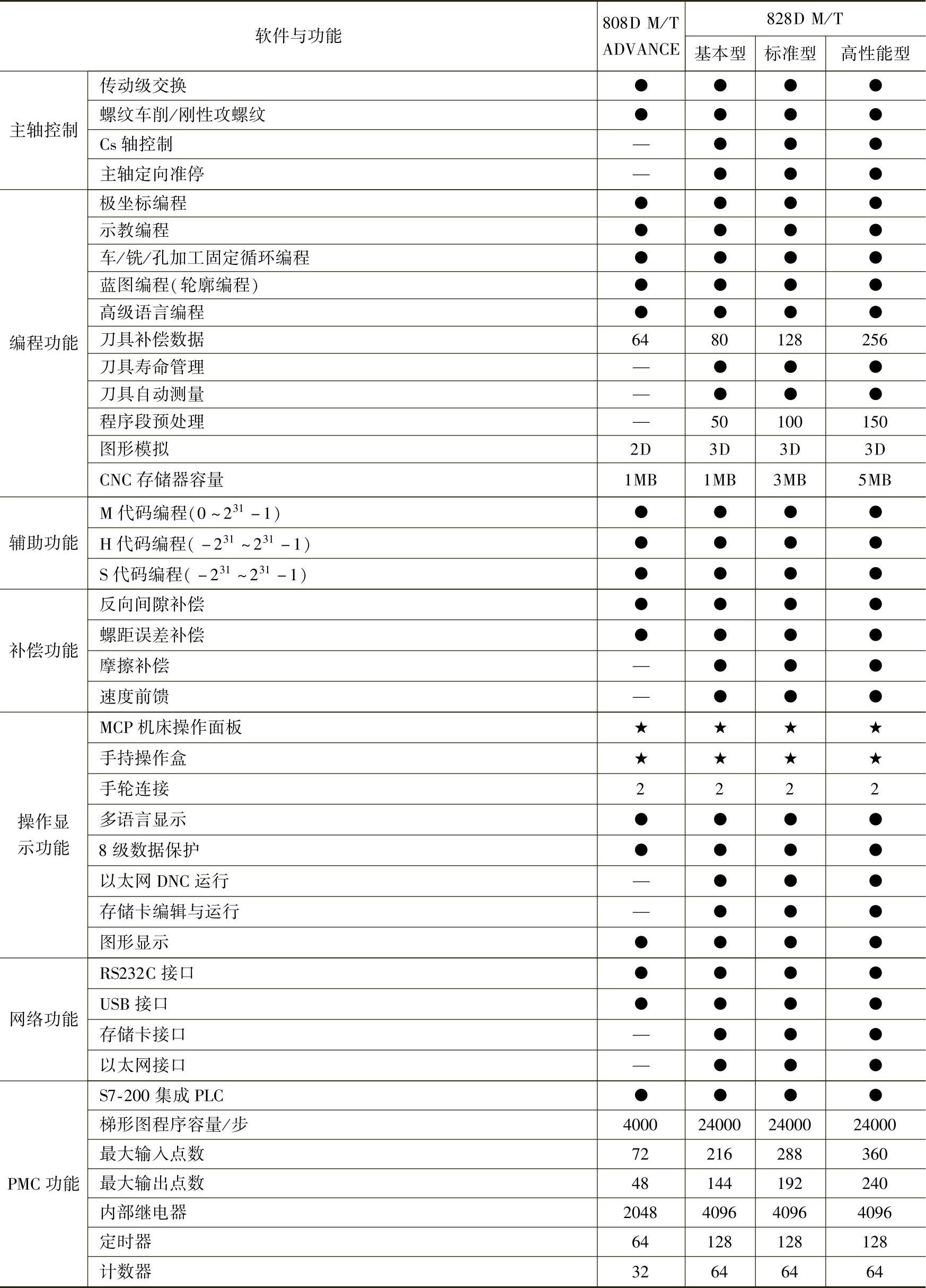
注:“●”为基本功能;“★”为选择功能;“—”表示不能使用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。